工艺安全检查表
- 格式:doc
- 大小:37.50 KB
- 文档页数:1
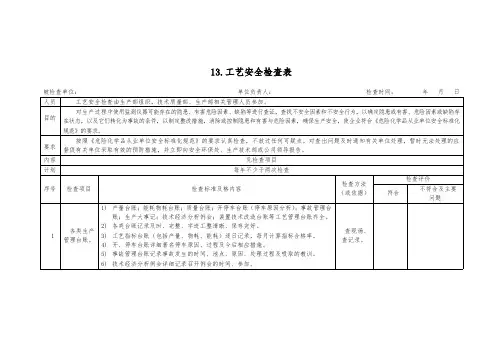
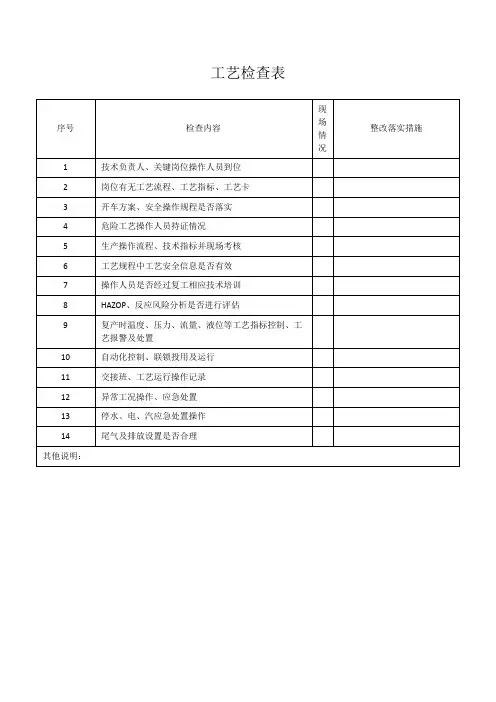
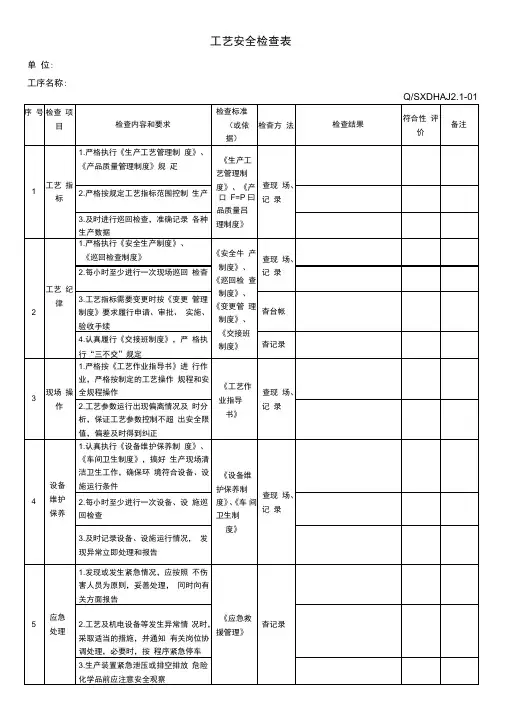
13.工艺安全检查表被检查单位:单位负责人:检查时间:年月日人员工艺安全检查由生产部组织,技术质量部、生产部相关管理人员参加。
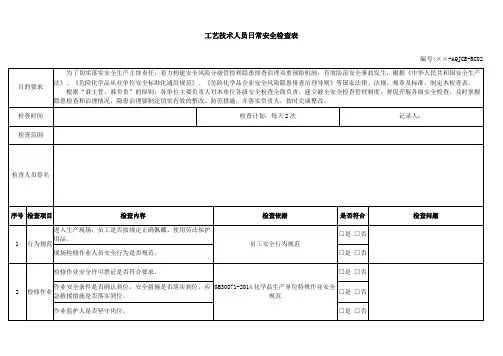
目的对生产过程中使用监测仪器可能存在的隐患、有害危险因素、缺陷等进行查证,查找不安全因素和不安全行为,以确定隐患或有害、危险因素或缺陷存在状态,以及它们转化为事故的条件,以制定整改措施,消除或控制隐患和有害与危险因素,确保生产安全,使企业符合《危险化学品从业单位安全标准化规范》的要求。
要求按照《危险化学品从业单位安全标准化规范》的要求认真检查,不放过任何可疑点。
对查出问题及时通知有关单位处理,暂时无法处理的应督促有关单位采取有效的预防措施,并立即向安全环保处、生产技术部或公司领导报告。
内容见检查项目计划每年不少于两次检查序号检查项目检查标准及格内容检查方法(或依据)检查评价符合不符合及主要问题1各类生产管理台账。
1)产量台账;能耗物耗台账;质量台账;开停车台账(停车原因分析);事故管理台账;生产大事记;技术经济分析例会;装置技术改造台账等工艺管理台账齐全。
2)各类台账记录及时、完整、字迹工整清晰、保存完好。
3)工艺指标台账(包括产量、物耗、能耗)逐日记录,每月计算指标合格率。
4)开、停车台账详细著名停车原因、过程及今后相应措施。
5)事故管理台账记录事故发生的时间、地点、原因、处理过程及吸取的教训。
6)技术经济分析例会详细记录召开例会的时间、参加。
查现场、查记录。
2工艺技术月报。
1)按时上报技术月报。
2)按时上报技术季报。
3)按时上报技术年报。
4)按时上报技术分析总结。
5)技术分析应全面、真实。
查现场、查记录。
3巡回检查。
1)岗位巡检制度内容齐全。
2)巡检牌和巡检牌上巡检内容齐全。
3)按巡检规定的频率巡检。
4)巡检记录真实。
5)岗位操作人员和班长交班前在巡检记录表上签字。
查现场、查记录。
4交接班制度。
1)车间交接班和考核制度内容齐全。
2)车间领导或值班人员参加交接班会。
3)接班人员作班前检查。
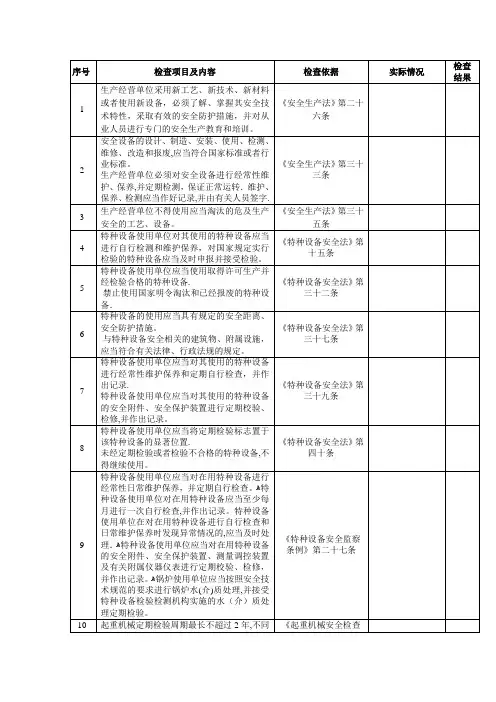
设备、设施、装置及工艺方面安全性检查表-1设备、设施、装置及工艺方面安全性检查表序号检查内容依据标准实际情况检查结果1.工艺方面1.1 应利用没有危害或危害较小的工艺、施工技术GB12801-91(五)3.(1).B1.2 对产生危险和有害因素的过程,应配置监控检测仪器、仪表,必要时配置自动联锁,自动报警装置,GB12801-91(五)3.(1).C1.3 设计、组织和实施的原则:及时排除有危害和有害因素的剩余物料。
GB12801-91(五)3.(1).E1.4 各种仪器、仪表、监测记录仪等必须选用合理,灵敏可靠,易于辨识GB12801-91(五)3.(2).B1.5 生产过程中产生的振动、高温、腐蚀等因素,如对建筑物有影响时,应采取防范措施GB12801-91(五)4.41.6 建筑物的通风换气条件,应保证作业环境空气中的危险和有害物质浓度不超过国标GB12801-91(五)4.31.7 有爆炸危险场所的建(构)筑物的结构形式及选用建筑材料,必须符合防火防爆要求GB12801-91(五)(申)4.71.8 危险作业场所,必须设置安全通道,出入门不少于2个,门窗应向外开启,通道和出入口应保持畅通GB12801-91(五)4.81.9 危险性较大的重要的关键设备必须由持有主业许可证的单位进行设计、制造和检验GB12801-91(五)6.11.10 各设备之间、管线之间以及设备管线与厂房之间建筑物的墙之间的距离,应符合有关设计和建筑规范要求GB12801-91(五)7.(1)B1.11 可燃气体的管道和爆炸危险场所的电气不得穿过与其无关的建筑物GB12801-91(五).6.61.12 压力容器的设计、制造、安装和检验必须按压力容器安全监察条例进行GB12801-91(五).6.31.13 配置的管线,不应对人员造成危险,管线和管线系统的附件,控制装置等设施,应便于操作、检修和维护(五).7.3.B生产过程安全卫生要求总则GB12801-911.14 管线系统的支撑和隔热应安全可靠,对热胀冷缩产生的应力和位移,应有预防措施GB12801-91(五).7.3.D1.15 根据作业需要,配置符合标准的照明设备GB12801-91(五).7.5.F1.16 氧压机、液氧泵、冷箱内设备、氧气及液氧储罐、氧气管道和阀门、与氧接触的仪表、工机具、检修氧气设备人员的防护用品等,严禁被油脂污染GB16912-1997第4.6.26条1.17 空分装置应采取防爆措施,防止乙炔及碳氢化合物在液氧、液空中积聚、浓缩、引起燃爆GB16912-1997第4.6.28条1.18 液氧槽车应配装有安全阀、液面计、压力表、防爆片和导静电措施等安全装置,灌充过程中应为熄火状态;并有专人监护,防止液体外溢GB16912-1997第6.8.2条第6.8.4条2.常规防护2.1 站区四周应设围墙和护栏GB16912-972.2 各种带压气体及储罐周围应设置安全标志、色标GB16912-97第4.4.2条2.3 氢氧天、然气站应设有含氟量小于3%的氮气或二氧化碳置换吹扫设施GB50177-93第3.0.172.4 压缩机和电动机之间联轴器或皮带传动部位,应采取安全防护措施GB50177-97第5.0.13条2.5 自然通风帽应设风量调节装置和防止冷凝水滴落措施GB50177-93第10.0.62.6 在设备、设施、管线上有可能发生坠落危险的部位,应配置便于人员操作、检修和维修的扶梯、平台、围栏和系挂装置等附属设施GB12801-91(五).7.1.C2.7 设备裸露的回转部位,应设符合规定的防护罩,严禁跨运转中的设备GB16912-1997第5.12条2.8 根据作业特点和防护要求,按有关标准和规定发放个体防护用品GB12801-91(五)2.12.9 作业场所的坑、壕、池应有可靠的防护栏、盖板、夜间应有照明。
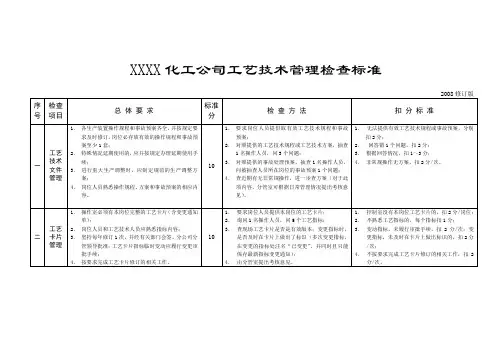
工艺管理安全检查工艺管理安全检查表检查人:检查时间:序号检查项目检查标准检查结果检查记录一安全生产信息管理1、全面收集安全生产信息。
企业明确责任部门,按照《化工企业工艺安全管理实施导则》(AQ/T3034)的要求,全面收集生产过程涉及的化学品危险性、工艺和设备等方面的全部安全生产信息,并将其文件化。
□符合□不符合2、充分利用安全生产信息。
企业要综合分析收集到的各类信息,明确提出生产过程安全要求和注意事项。
通过建立安全管理制度、制定操作规程、制定应急救援预案、制作工艺卡片、编制培训手册和技术手册、编制化学品间的安全相容矩阵表等措施,将各项安全要求和注意事项纳入自身的安全管理中□符合□不符合3、企业要建立安全生产信息管理制度,及时更新信息文件。
企业要保证生产管理、过程危害分析、事故调查、符合性审核、安全监督检查、应急救援等方面的相关人员能够及时获取最新安全生产信息。
□符合□不符合二风险管理4、建立风险管理制度。
制定化工过程风险管理制度,明确风险辨识范围、方法、频次和责任人,规定风险分析结果应用和改进措施落实的要求,对生产全过程进行风险辨识分析。
对涉及重点监管危险化学品、重点监管危险化工工艺和危险化学品重大危险源(以下统称“两重点一重大”)的生产储存装置进行风险辨识分析,要采用危险与可操作性分析(HAZOP)技术,一般每3年进行一次。
对其他生产储存装置的风险辨识分析,针对装置不同的复杂程度,选用安全检查表、工作危害分析、预危险性分析、故障类型和影响分析(FMEA)、HAZOP技术等方法或多种方法组合,可每5年进行一次。
企业管理机构、人员构成、生产装置等发生重大变化或发生生产安全事故时,要及时进行风险辨识分析。
企业要组织所有人员参与风险辨识分析,力求风险辨识分析全覆盖。
□符合□不符合5、确定风险辨识分析内容。
化工过程风险分析应包括:工艺技术的本质安全性及风险程度;工艺系统可能存在的风险;对严重事件的安全审查情况;控制风险的技术、管理措施及其失效可能引起的后果;现场设施失控和人为失误可能对安全造成的影响。