丝锥攻螺纹选用钻头及尺寸
- 格式:doc
- 大小:45.00 KB
- 文档页数:2


丝锥和钻头的使用参数表
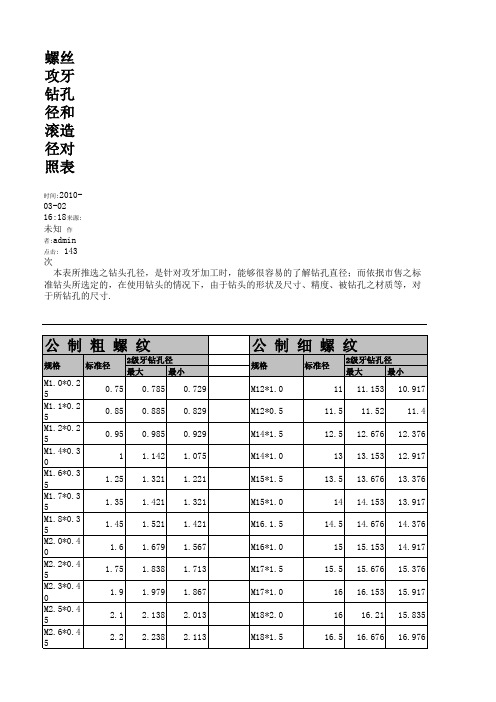
一、螺紋下孔徑表
1、公制粗牙螺紋JIS B0209-1982(單位:mm)
註(1)M1.4以下等級:5H、M1.6以上等級:6H(2)基於JIS B0209-1982標準
-01JIS B0211-1982(單位:mm)、公制細牙螺紋-01
2、公制細牙螺紋
註(1)等級:6H
(2)基於JIS B0211-1982標準
3、美制粗牙螺紋(單位:mm)
4、美制細牙螺紋(單位:mm)
5、英制粗牙螺紋(單位:mm)
6、英制管用螺紋(單位:mm)
7、美制管用耐密斜行螺紋(NPTF‧NPSF)(單位:mm)
8、公制螺紋(NRT)(單位:mm)
二、螺紋下孔徑表((無屑絲攻用)
二、螺紋下孔徑表
1、美制細牙螺紋(NRT)(單位:mm) Array
2、英制管用平行螺紋(NRT)(單位:mm)
3、公制螺紋(HRT)(單位:mm)
4、公制粗牙螺紋HL-NRT(單位:mm)
三、螺紋下孔徑表((護套螺紋用)
三、螺紋下孔徑表
1、公制粗牙螺紋(單位:mm)
3、美制粗牙螺紋(單位:mm)
各種換算表
美制螺絲外徑公厘(mm)換算表。


M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1=Φ5 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1,0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11 M14:粗扣螺距2=Φ11.9 细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13M16:粗扣螺距2=Φ14 细扣螺距1.5,1=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3=Φ20.9 细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)公制螺纹钻底孔用钻头直径尺寸表公称直径d 螺距t 钻头直径公称直径d 螺距t 公称直径d1 粗 0.25 0.752 粗 0.4 1.6细 0.2 0.8 细 0.25 1.753 粗 0.5 2.54 粗 0.7 3.3细 0.35 2.65 细 0.5 3.55 粗 0.8 4.26 粗 1 5细 0.5 4.5 细 0.75 5.28 粗 1.25 6.7 10 粗 1.5 8.5细 1 7 细 1.25 8.7细 0.75 7.2 细 1 9细 0.75 9.212 粗 1.75 10.2 14 粗 2 11.9细 1.5 10.5 细 1.5 12.5细 1.25 10.7 细 1.25 12.7细 1 11 细 1 1316 粗 2 13.9 18 粗 2.5 15.4细 1.5 14.5 细 2 15.9细 1 15 细 1.5 16.5细 1 1720 粗 2.5 17.4 22 粗 2.5 19.4细 2 17.9 细 2 19.9细 1.5 18.5 细 1.5 20.5 细 1 19 细 1 2124 粗 3 20.9 27 粗 3 23.9细 2 21.9 细 2 24.9细 1.5 22.5 细 1.5 25.5细 1 23 细 1 2630 粗 3.5 26.3 33 粗 3.5 29.3细 3 26.9 细 3 29.9细 2 27.9 细 2 30.9细 1.5 28.5 细 1.5 31.5细 1 2936 粗 4 31.8 39 粗 4 34.8细 3 32.9 细 3 35.9细 2 33.9 细 2 36.9细 1.5 34.5 细 1.5 37.542 粗 4.5 37.3 45 粗 4.5 40.3细 4 37.8 细 4 40.8细 3 38.9 细 3 41.9细 2 39.9 细 2 42.9细 1.5 40.5 细 1.5 43.548 粗 5 42.7 52 粗 5 46.7细 4 43.8 细 4 47.8细 3 44.9 细 3 48.9细 2 45.9 细 2 49.9。
攻丝标准尺寸规格以下几种:M1--M10 X0.83=钻孔直径; M12--M20 X0.86=钻孔直径M22--M30 X0.87=钻孔直径; M32--M40 X0.88=钻孔直径M42--M48 X0.89=钻孔直径; M50--M68 X0.90=钻孔直径打得孔一般比丝锥攻丝的规格小0.3到0.5MM攻丝,指的是用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹。
“刚性攻丝”又称“同步进给攻丝”。
在攻丝中选择适合的润滑剂很重要。
(1)工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。
(2)工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。
(3)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。
一般切入3-4圈螺纹时,丝锥位置应正确无误。
以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
(4)攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。
(5)遇到攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。
(6)攻塑性材料的螺孔时,要加润滑冷却液。
对于钢料,一般用机油或浓度较大的乳化液,要求较高的可用菜油或二硫化钼等。
对于不锈钢,可用30号机油或硫化油。
(7)攻丝过程中换用后一支丝锥时,要用手先旋入已攻出的螺纹中,至不能再旋进时,然后用绞手扳转。
在末锥攻完退出时,也要避免快速转动绞手,用手旋出,以保证已攻好的螺纹质量不受影响。
(8)机攻时,丝锥与螺孔要保持同轴性。
(9)机攻时,丝锥的校准部分不能全部出头,否则在反车退出丝锥时会产生乱牙。
(10)机攻时的切削速度,一般钢料为6-15米/分;调质钢或较硬的钢料为5-10米/分;不锈钢为2-7米/分;铸铁为8-10米/分。
在同样材料时,丝锥直径小取较高值,丝锥直径大取较低值。