丝锥攻螺纹选用钻头及尺寸
- 格式:doc
- 大小:61.00 KB
- 文档页数:2
![公制螺纹钻底孔用钻头直径尺寸表[最新]](https://uimg.taocdn.com/4ebc4e20f011f18583d049649b6648d7c1c7084d.webp)
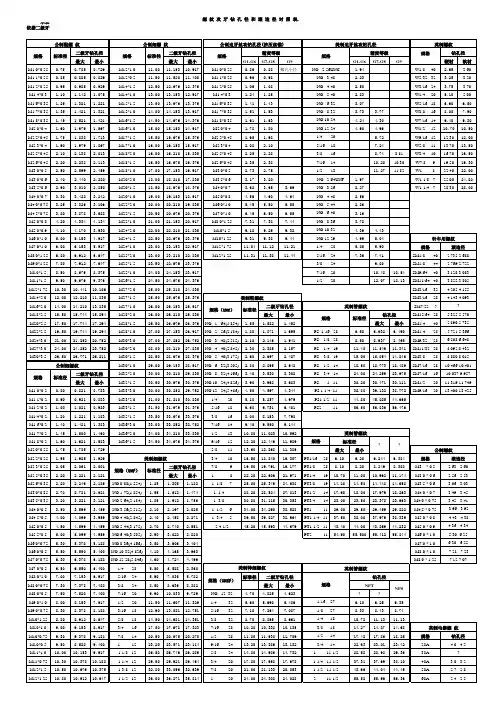
公制螺纹钻底孔用钻头直径尺寸表0000000M(螺纹公称直径)粗扣螺距(螺距)=Ø 攻丝前钻头直径0000000M1:粗扣螺距0.25=Ø0.75 细扣螺距0.2=Ø0.80000000M2:粗扣螺距0.4=Ø1.6 细扣螺距0.25=Ø1.80000000M3:粗扣螺距O.5=Ø2.5 细扣螺距0.35=Ø2.70000000M4:粗扣螺距0.7=Ø3.3 细扣螺距0.5=Ø3.50000000M5:粗扣螺距0.8=Ø4.2 细扣螺距0.5=Ø4.5 0000000M6:粗扣螺距1=Ø5 细扣螺距0.75=Ø5.20000000M8:粗扣螺距1.25=Ø6.7 细扣螺距1,0.75=Ø7,Ø7.2 0000000M10:粗扣螺距1.5=Ø8.5 细扣螺距1.25,1,0.75=Ø8.7,Ø9,Ø9.2 0000000M12:粗扣螺距1.75=Ø10.2 细扣螺距1.5,1.25,1=Ø10.5,Ø10.7,Ø11 0000000M14:粗扣螺距2=Ø11.9 细扣螺距1.5,1.25,1=Ø12.5,Ø12.7,Ø13 0000000M16:粗扣螺距2=Ø14 细扣螺距1.5,1=Ø14.5,Ø15 0000000M18:粗扣螺距2.5=Ø15.4 细扣螺距2,1.5,1=Ø15.9,Ø16.5,Ø17 0000000M20:粗扣螺距2.5=Ø17.4 细扣螺距2,1.5,1=Ø17.9,Ø18.5,Ø19 0000000M22:粗扣螺距2.5=Ø19.5 细扣螺距2,1.5,1=Ø19.9,Ø20.5,Ø21 0000000M24:粗扣螺距3=Ø20.9 细扣螺距2,1.5,1=Ø21.9,Ø22.5,Ø23 0000000生产中钻螺纹底孔公式:0000000t<1mm Dz=d-t0000000t>1mm Dz=d-(1.04~1.06)t0000000式中t 螺距(毫米)0000000Dz 攻丝前钻头直径(毫米) d 螺纹公称直径(毫米)0000000。
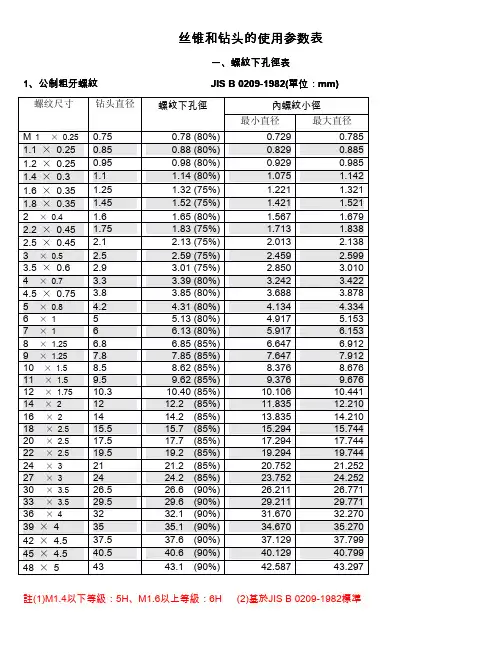
丝锥和钻头的使用参数表
一、螺紋下孔徑表
1、公制粗牙螺紋JIS B0209-1982(單位:mm)
註(1)M1.4以下等級:5H、M1.6以上等級:6H(2)基於JIS B0209-1982標準
-01JIS B0211-1982(單位:mm)、公制細牙螺紋-01
2、公制細牙螺紋
註(1)等級:6H
(2)基於JIS B0211-1982標準
3、美制粗牙螺紋(單位:mm)
4、美制細牙螺紋(單位:mm)
5、英制粗牙螺紋(單位:mm)
6、英制管用螺紋(單位:mm)
7、美制管用耐密斜行螺紋(NPTF‧NPSF)(單位:mm)
8、公制螺紋(NRT)(單位:mm)
二、螺紋下孔徑表((無屑絲攻用)
二、螺紋下孔徑表
1、美制細牙螺紋(NRT)(單位:mm) Array
2、英制管用平行螺紋(NRT)(單位:mm)
3、公制螺紋(HRT)(單位:mm)
4、公制粗牙螺紋HL-NRT(單位:mm)
三、螺紋下孔徑表((護套螺紋用)
三、螺紋下孔徑表
1、公制粗牙螺紋(單位:mm)
3、美制粗牙螺紋(單位:mm)
各種換算表
美制螺絲外徑公厘(mm)換算表。
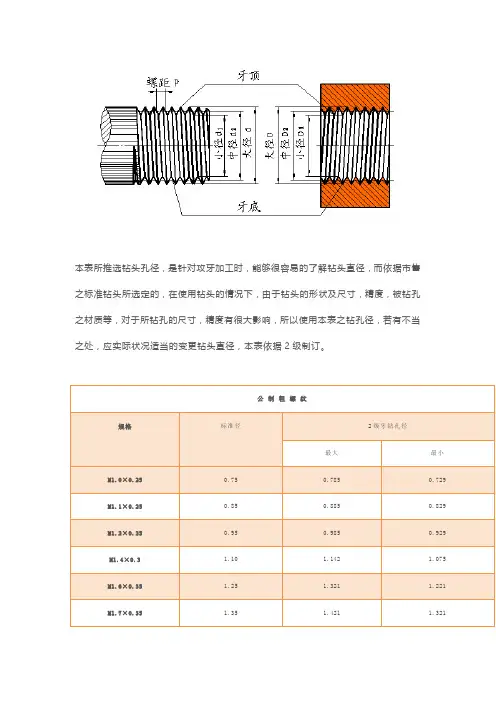
攻螺纹前底孔直径的确定
攻螺纹前底孔直径的确定
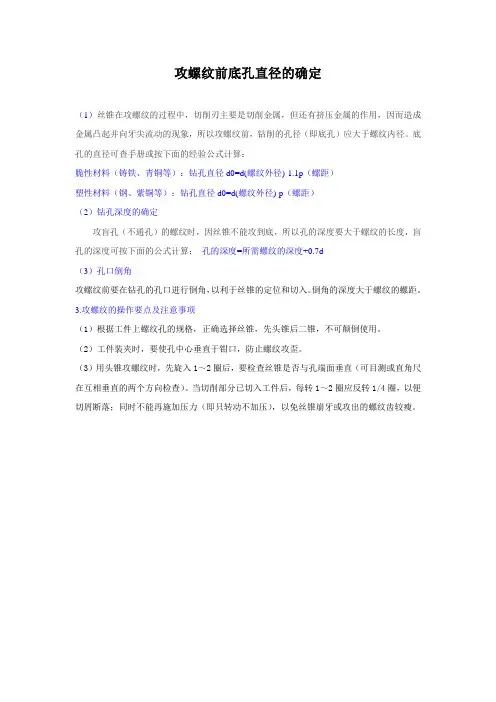
(1)丝锥在攻螺纹的过程中,切削刃主要是切削⾦属,但还有挤压⾦属的作⽤,因⽽造成⾦属凸起并向⽛尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应⼤于螺纹内径。
底孔的直径可查⼿册或按下⾯的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)
(2)钻孔深度的确定
攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要⼤于螺纹的长度,盲孔的深度可按下⾯的公式计算:孔的深度=所需螺纹的深度+0.7d
(3)孔⼝倒⾓
攻螺纹前要在钻孔的孔⼝进⾏倒⾓,以利于丝锥的定位和切⼊。
倒⾓的深度⼤于螺纹的螺距。
3.攻螺纹的操作要点及注意事项
(1)根据⼯件上螺纹孔的规格,正确选择丝锥,先头锥后⼆锥,不可颠倒使⽤。
(2)⼯件装夹时,要使孔中⼼垂直于钳⼝,防⽌螺纹攻歪。
(3)⽤头锥攻螺纹时,先旋⼊1~2圈后,要检查丝锥是否与孔端⾯垂直(可⽬测或直⾓尺在互相垂直的两个⽅向检查)。
当切削部分已切⼊⼯件后,每转1~2圈应反转1/4圈,以便切屑断落;同时不能再施加压⼒(即只转动不加压),以免丝锥崩⽛或攻出的螺纹齿较瘦。
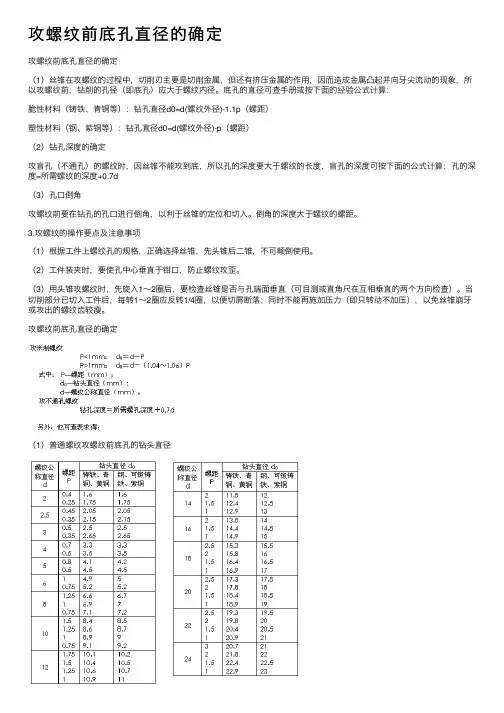
攻螺纹前底孔直径的确定
(1)普通螺纹攻螺纹前底孔的钻头直径
(2)⾮螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径
(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径。
攻螺纹前底孔直径的确定
(1)丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)
(2)钻孔深度的确定
攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d
(3)孔口倒角
攻螺纹前要在钻孔的孔口进行倒角,以利于丝锥的定位和切入。
倒角的深度大于螺纹的螺距。
3.攻螺纹的操作要点及注意事项
(1)根据工件上螺纹孔的规格,正确选择丝锥,先头锥后二锥,不可颠倒使用。
(2)工件装夹时,要使孔中心垂直于钳口,防止螺纹攻歪。
(3)用头锥攻螺纹时,先旋入1~2圈后,要检查丝锥是否与孔端面垂直(可目测或直角尺在互相垂直的两个方向检查)。
当切削部分已切入工件后,每转1~2圈应反转1/4圈,以便切屑断落;同时不能再施加压力(即只转动不加压),以免丝锥崩牙或攻出的螺纹齿较瘦。
攻螺纹前底孔直径的确定
(1)普通螺纹攻螺纹前底孔的钻头直径
(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径
(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径。
![公制螺纹钻底孔用钻头直径尺寸表[最新]](https://uimg.taocdn.com/a437a09282d049649b6648d7c1c708a1284a0a6c.webp)
M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1=Φ5 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1,0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11 M14:粗扣螺距2=Φ11.9 细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13M16:粗扣螺距2=Φ14 细扣螺距1.5,1=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3=Φ20.9 细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)公制螺纹钻底孔用钻头直径尺寸表公称直径d 螺距t 钻头直径公称直径d 螺距t 公称直径d1 粗 0.25 0.752 粗 0.4 1.6细 0.2 0.8 细 0.25 1.753 粗 0.5 2.54 粗 0.7 3.3细 0.35 2.65 细 0.5 3.55 粗 0.8 4.26 粗 1 5细 0.5 4.5 细 0.75 5.28 粗 1.25 6.7 10 粗 1.5 8.5细 1 7 细 1.25 8.7细 0.75 7.2 细 1 9细 0.75 9.212 粗 1.75 10.2 14 粗 2 11.9细 1.5 10.5 细 1.5 12.5细 1.25 10.7 细 1.25 12.7细 1 11 细 1 1316 粗 2 13.9 18 粗 2.5 15.4细 1.5 14.5 细 2 15.9细 1 15 细 1.5 16.5细 1 1720 粗 2.5 17.4 22 粗 2.5 19.4细 2 17.9 细 2 19.9细 1.5 18.5 细 1.5 20.5 细 1 19 细 1 2124 粗 3 20.9 27 粗 3 23.9细 2 21.9 细 2 24.9细 1.5 22.5 细 1.5 25.5细 1 23 细 1 2630 粗 3.5 26.3 33 粗 3.5 29.3细 3 26.9 细 3 29.9细 2 27.9 细 2 30.9细 1.5 28.5 细 1.5 31.5细 1 2936 粗 4 31.8 39 粗 4 34.8细 3 32.9 细 3 35.9细 2 33.9 细 2 36.9细 1.5 34.5 细 1.5 37.542 粗 4.5 37.3 45 粗 4.5 40.3细 4 37.8 细 4 40.8细 3 38.9 细 3 41.9细 2 39.9 细 2 42.9细 1.5 40.5 细 1.5 43.548 粗 5 42.7 52 粗 5 46.7细 4 43.8 细 4 47.8细 3 44.9 细 3 48.9细 2 45.9 细 2 49.9。
m10的螺丝打多大的孔
选择的是M10螺纹,打底的时候,孔一般来说要达到8.5毫米,还要选择M12的丝攻。
M10内螺纹孔预钻孔是需要根据具体情况来进行预留的,具体分以下四种情况:
第一种情况:如果是M10*1这种情况,螺纹底孔应该使用φ9的钻头;丝锥使用M10*1的丝锥。
(不考虑螺纹的精度等级)第二种情况:如果是M10*0.75这种情景,螺纹底孔应该使用φ9.2的钻头;丝锥使用M10*0.75的丝锥。
(不考虑螺纹的精度等级)
第三种情况:如果是标准螺纹M10*1.5这种情况,螺纹底孔应该使用φ8.5的钻头;丝锥使用M10*1.5的丝锥。
(不考虑螺纹的精度等级)
第四种情况:如果是M10*1.25这种情况,螺纹底孔应该使用φ8.7的钻头;丝锥使用M10*1.25的丝锥。
(不考虑螺纹的精度等级)。