丝锥与钻头的使用参数_图文(精)
- 格式:doc
- 大小:630.50 KB
- 文档页数:11

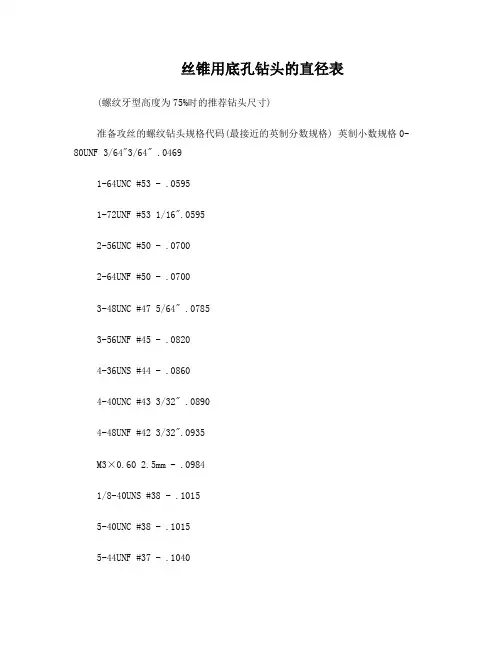
丝锥用底孔钻头的直径表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格0-80UNF 3/64"3/64" .04691-64UNC #53 - .05951-72UNF #53 1/16".05952-56UNC #50 - .07002-64UNF #50 - .07003-48UNC #47 5/64" .07853-56UNF #45 - .08204-36UNS #44 - .08604-40UNC #43 3/32" .08904-48UNF #42 3/32".0935M3×0.60 2.5mm - .09841/8-40UNS #38 - .10155-40UNC #38 - .10155-44UNF #37 - .10406-32UNC #35 7/64" .11006-36UNS #34 - .11106-40UNF #33 - .11306-48UNS #31 - .1200M4×0.70 3.4mm - .1338M4×0.75 3.4mm - .13388-32UNC #29 - .13608-36UNF #29 9/64".13608-40UNS #28 - .14053/16"-24UNS #26 - .1470 10-24UNC #25 5/32" .14953/16"-32UNS #22 - .1570 10-32UNF #21 5/32".1590M5×0.90 4.2mm - .1653 M5×0.80 4.3mm - .1693 12-24UNC #1611/64" .1770 12-28UNF #14 3/16".1820 12-32NEF #13 - .1850 14-20UNS #10 - .1935 1/4"-20UNC #7 13/64" .2010 14-24UNS #7 - .2010 M6×1.00 5.2mm - .2047 1/4"-24UNS #4 - .2090 1/4"-28UNF #3 7/32" .21301/4"-32NEF 7/32"7/32" .21881/4"-40UNS #1 - .2280M7×1.00 6.1mm 15/64" .24015/16"-18UNC 字母F 17/64" .2570M8×1.25 6.9mm 17/64" .27165/16"-24UNF 字母I - .2720 M8×1.00 7.1mm - .27955/16"-32NEF 9/32"9/32" .2812M9×1.2 7.9mm - .31103/8"-16UNC 5/16" 5/16" .3125M9×0.75 8.3mm - .3268M9×1.00 8.1mm - .3189*该螺纹仅用于火花塞准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格3/8"-24UNF 字母Q 21/64" .3320M10×1.50 8.7mm - .3425M10×1.25 8.9mm 11/32" .3503M10×1.00* 9.1mm - .35837/16"-14UNC 字母U 23/64" .3680M11×1.50 9.7mm - .38187/16"-20UNF 25/64" 25/64" .3906M12×1.75 10.5mm - .4133M12×1.50 10.7mm 27/64" .4212 1/2"-13UNC 27/64" 27/64" .4219M12×1.25* 10.9mm 27/64" .4291 1/2"-20UNF 29/64" 29/64" .4531 1/2"-24UNS 29/64" 29/64" .4531 M14×2.00 12.2mm - .4803 9/16"-12UNC 31/64" 31/64" .4844 M14×1.50 12.7mm - .4999 M14×1.25* 12.8mm - .5039 9/16"-18UNF 33/64" 33/64" .5156 5/8"-11UNC 17/32" 17/32" .5312 M16×2.0014.2mm 35/64" .5590 5/8"-18UNF 37/64" 37/64" .5781 M16×1.50 14.7mm - .5787 11/16"-11UNS 19/32" 19/32" .5938 M18×2.50 15.8mm 39/64" .5220 11/16"-16UNS 5/8" 5/8" .6250 3/4"-10UNC 21/32" 21/32" .6562 M18×1.50* 16.8mm - .6614 3/4"-16UNF 11/16" 11/16" .6875M20×2.50 17.8mm 11/16" .70087/8"-9UNC 49/64" 49/64" .7656 7/8"-14UNF 13/16" 13/16" .8125M22×1.50 20.9mm - .82287/8"-18UNS* 53/64" 53/64" .8281M24×3.00 21.4mm 53/64" .8425 1"-8UNC 7/8" 7/8".8750M24×2.00 22.3mm - .8779 1"-12UNF 59/64" 59/64" .9219 1"-14UNS15/16" 15/16" .9375 11/8"-7 UNC 63/64" 63/64" .9844 11/8"-12 UNF 13/64" 13/64" 1.0469 11/4"-7 UNC 17/64" 17/64" 1.1094 11/4"-12 UNF 111/64"111/64" 1.1719 13/8"-6 UNC 17/32" 17/32" 1.2188 13/8"-12 UNF 119/64" 119/64" 1.2969 11/2"-6 UNC 111/32" 111/32" 1.3438 11/2"-12 UNF 127/64" 127/64" 1.4219NPT螺纹底孔表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格1/8"-27NPT 字母R - .33901/4"-18NPT 7/16" 7/16" .43753/8"-18NPT 37/64" 37/64" .57811/2"-14NPT 45/64" 45/64" .70313/4"-14NPT 59/64" 59/64" .92191"-11? NPT 15/32" 15/32" 1.15621?"-11 ? NPT 1?"1?" 1.50001?"-11 ? NPT 147/64" 147/64" 1.7344 2"-11? NPT 27/32" 27/32" 2.2188。
丝锥设计参数丝锥是一种用于制作螺纹的工具,其设计参数对于螺纹的质量和精度有着重要的影响。
本文将从丝锥的基本概念、设计参数、材料选择、制造工艺等方面进行详细介绍。
一、丝锥的基本概念丝锥是一种用于制作螺纹的工具,通常由高速钢或硬质合金制成。
它通常由三个部分组成:切割刃、导向部分和柄部。
切割刃是用来切割金属材料,导向部分是用来引导丝锥进入工件中心线,柄部则提供了握持和旋转力。
二、丝锥的设计参数1. 角度丝锥角度通常为60度,这也是标准螺纹角度。
但对于一些特殊应用场合,也有其他角度可供选择。
2. 直径丝锥直径是指在导向部分最大直径处的直径。
它通常与螺纹外径相同或略小。
在选择丝锥时应考虑到所需螺纹规格和工件材料。
3. 螺距螺距是指每个螺旋圈所包含的螺纹数量。
螺距越大,螺纹越松散,但也更容易切割。
在选择丝锥时应考虑到所需螺纹规格和工件材料。
4. 切割角度切割角度是指切割刃与丝锥中心线之间的夹角。
它通常为5度至15度之间。
5. 切削边缘切削边缘是指刀具的前沿,在丝锥中通常为V形或U形。
V形适用于细小直径的丝锥,U形适用于大直径的丝锥。
三、材料选择1. 高速钢高速钢是一种具有高硬度、高耐磨性和高温稳定性的钢材,通常用于制造高质量的丝锥。
2. 硬质合金硬质合金是一种由钨、钴等金属粉末和粘结相组成的复合材料,具有极高的硬度和耐磨性,通常用于制造大直径的丝锥。
四、制造工艺1. 热处理热处理是指对丝锥进行加热和冷却处理以改变其物理和机械性能。
常见的热处理方法包括淬火、回火、正火等。
2. 精密加工精密加工是指对丝锥进行高精度的机械加工,以保证其尺寸和形状的精度。
常见的精密加工方法包括车削、铣削、磨削等。
3. 表面处理表面处理是指对丝锥表面进行化学或物理处理,以提高其耐腐蚀性和表面光洁度。
常见的表面处理方法包括电镀、喷涂、抛光等。
综上所述,丝锥设计参数对于螺纹制作质量和精度有着重要的影响。
在选择丝锥时应根据所需螺纹规格和工件材料选择合适的角度、直径、螺距、切割角度和切削边缘。
最全丝锥和钻头的参数对照表,终于知道多大孔用多大丝锥和
钻头了,
下面是头条网友青岛来一箱分享的一点经验:
还是记住公式吧!外螺纹比如M20的,用板牙攻丝最好把外圆加工小于20,要不太费劲,要用车床挑螺纹,那就必须小啦!比如加工到19.5左右,因为车床挑螺纹就是挤压的过程,如果你用直径20的外径挑M20的螺纹,挑完后肯定螺纹大径大于20,根本拧不进去,至于内螺纹,孔的直径尺寸(也就是钻头选用的尺寸),就是螺纹大径减螺距,普通粗细牙螺纹测大径靠标准,螺距用卡尺直接测,很容易呦!非密封的管螺纹螺距多大直接在机械设计手册就能查到,比如1.4几,1.8几啥的,还能查到他的大径,中径,小径。
密封管螺纹跟非密封管螺纹螺距一样,但他的外面螺纹是带锥度的,1:16的锥度。
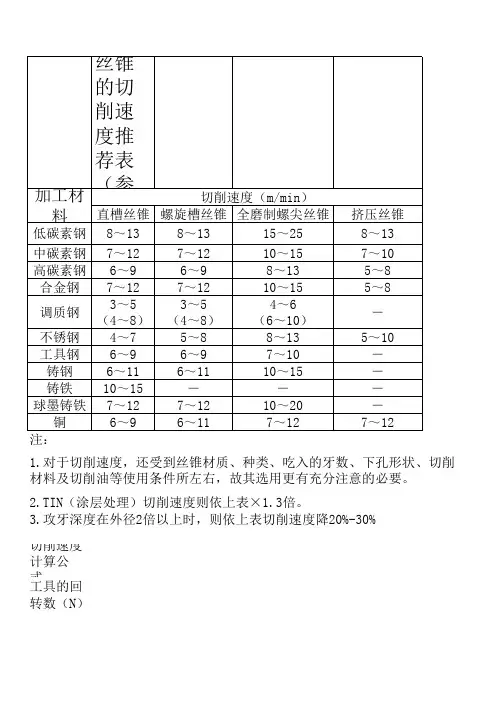
常用螺纹丝锥攻牙切削参数螺纹丝锥是一种常用的切削工具,用于在金属材料上切削螺纹。
在使用螺纹丝锥进行切削之前,需要确定一些切削参数,以确保切削的效果和质量。
以下是一些常用的螺纹丝锥攻牙切削参数。
1.材料选择:螺纹丝锥可以用于切削各种金属材料,如铁、铜、铝等。
不同的材料需要选择不同的螺纹丝锥,以确保切削效果和寿命。
2.切削速度:切削速度是指螺纹丝锥在切削过程中的移动速度。
切削速度的选择应根据材料的硬度和切削质量要求来确定。
一般来说,对于硬度较高的材料,切削速度应适当降低,以避免过快的切削速度导致切削刃的磨损和断裂。
3.进给量:进给量是指螺纹丝锥在单位时间内切削的深度。
进给量的选择应考虑材料的硬度和切削刃的寿命。
对于硬度较高的材料,进给量应适当降低,以减少切削刃的磨损。
4.切削力:切削力是指螺纹丝锥在切削过程中产生的力。
切削力的大小与切削参数、切削刃的质量和材料的硬度有关。
过大的切削力会导致切削刃的磨损和断裂,因此应根据材料的硬度和切削刃的质量来选择合适的切削力。
5.刀具材料:螺纹丝锥的切削刃一般采用高速钢或硬质合金制造。
高速钢具有良好的切削性能和耐磨性,适合切削中等硬度的材料。
硬质合金具有更高的硬度和耐磨性,适合切削较硬的材料。
6.切削润滑:在切削过程中,可以使用切削润滑剂来降低切削力和延长切削刃的寿命。
切削润滑剂可以减少切削过程中的摩擦和热量,提高切削效果和质量。
7.切削表面处理:切削过程中产生的切削屑可能会对切削表面造成损坏。
为了获得更好的切削表面质量,可以采用适当的切削参数和切削润滑剂,并及时清除切削屑。
总之,螺纹丝锥的切削参数应根据材料的硬度、切削质量要求和切削刃的寿命来确定。
通过合理选择切削速度、进给量、刀具材料和切削润滑等参数,可以获得高质量的螺纹切削效果。
丝锥与钻头的使用方法When using a tap and a drill bit, it is important to understand the proper technique and best practices to obtain the desired results. 当使用丝锥和钻头时,理解正确的技术和最佳实践以获得期望的结果非常重要。
First and foremost, it is crucial to select the right tap and drill bit for the job. The tap should match the size and thread pitch of the hole that needs to be created, and the drill bit should be the appropriate size for the tap to be used. 首先,选择适合工作的正确丝锥和钻头至关重要。
丝锥应与需要创建的孔的尺寸和螺距匹配,钻头应适合于所使用的丝锥的尺寸。
Before beginning the process, it is important to mark the location of the hole accurately. This can be done using a center punch to createa small indentation that will guide the drill bit to the desired starting point. 在开始过程之前,准确标记孔的位置非常重要。
可以使用中心冲头创建一个小凹痕,以指导钻头到所需的起始点。
Once the hole is accurately marked, the next step is to secure the workpiece in place using a vise or clamps. This will prevent it frommoving during the drilling and tapping process, ensuring a more precise and accurate result. 一旦孔准确标记,下一步是使用虎钳或夹具将工件固定在位。
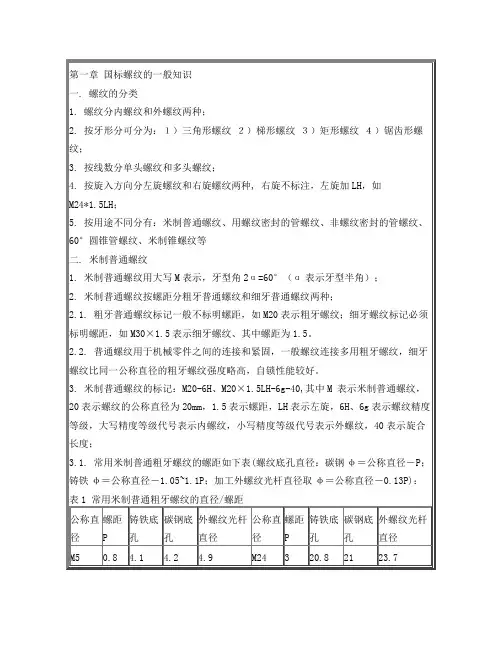
丝锥和钻头的使用参数表一、螺紋下孔徑表
1、公制粗牙螺紋 JIS B 0209-1982(單位:mm 註 (1M1.4以下等級:5H 、 M1.6以上等級:6H (2基於 JIS B 0209-1982標準
2、公制細牙螺紋
、公制細牙螺紋-01
-01JIS B 0211-1982(單位:mm
註 (1等級:6H
(2基於 JIS B 0211-1982標準3、美制粗牙螺紋 (單位:mm
4、美制細牙螺紋 (單位:mm
5、英制粗牙螺紋 (單位:mm
6、英制管用螺紋 (單位:mm
7、美制管用耐密斜行螺紋 (NPTF‧ NPSF (單位:mm
8、公制螺紋 (NRT(單位:mm
二、螺紋下孔徑表
二、螺紋下孔徑表((無屑絲攻用 1、美制細牙螺紋 (NRT(單位:mm
2、英制管用平行螺紋 (NRT(單位:mm
3、公制螺紋 (HRT(單位:mm
4、公制粗牙螺紋 HL-NRT (單位:mm 三、螺紋下孔徑表
三、螺紋下孔徑表((護套螺紋用 1、公制粗牙螺紋 (單位:mm
3、美制粗牙螺紋 (單位:mm
各種換算表美制螺絲外徑公厘 (mm換算表。