丝锥用底孔钻头直径表
- 格式:doc
- 大小:242.50 KB
- 文档页数:3
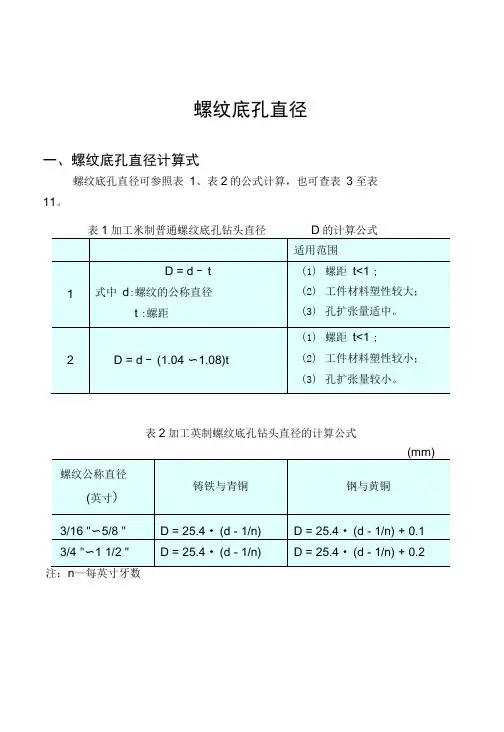
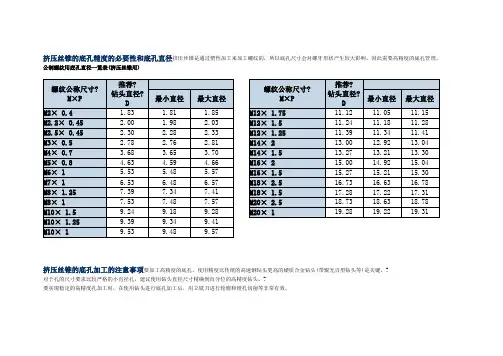
螺纹底孔直径一、螺纹底孔直径计算式螺纹底孔直径可参照表1、表2的公式计算,也可查表3至表11。
表2加工英制螺纹底孔钻头直径的计算公式-2 •、螺纹底孔直径表表3米制粗牙螺纹攻丝前用的钻头直径(mm)-3 •表4米制细牙螺纹攻丝前用的钻头直径(mm)-4 •E、S、W攻丝前用的钻头直径(mm)钻头直径公称直径 (英寸)每英寸牙数铸铁、青铜、黄铜钢、可锻铸铁3/16 24 3.8 3.91/4 20 5.1 5.25/16 18 6.6 6.73/8 16 8.0 8.11/2 12 10.6 10.75/8 11 13.6 13.83/4 10 16.6 16.87/8 9 19.6 19.71 8 22.3 22.51 1/8 7 25.0 25.21 1/4 7 28.2 28.41 1/2 6 34.0 34.21 3/4 5 39.5 39.72 4 1/2 45.3 45.6• 5 •表6英寸制统一粗牙螺纹UNC攻丝前用的钻头直径(mm)-6 •表7英寸制统一细牙螺纹UNF攻丝前用的钻头直径(mm)-7 •表8 GB7307-87 ISO228/1-1982 非螺纹密封的管螺纹攻丝前用的钻头直径(mm)• 8 •表9 GB7306-87 ISO7/1-1982 用螺纹密封的管螺纹攻丝前用的钻头直径(mm)-9 •表10美标(NPT、NPSC管螺纹底孔推荐的麻花钻直径(英寸)•10 •表11美标(NPTF NPSI)干密封管螺纹底孔推荐的麻花钻直径(英寸)注寸。
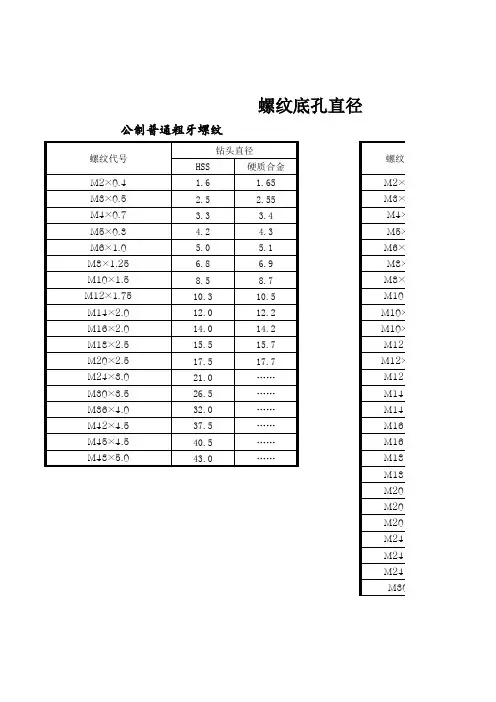
公制螺纹钻底孔用钻头直径尺寸表Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998公制螺纹钻底孔用钻头直径尺寸表M1:粗扣螺距=Φ细扣螺距=ΦM2:粗扣螺距=Φ细扣螺距=ΦM3:粗扣螺距=Φ细扣螺距=ΦM4:粗扣螺距=Φ细扣螺距=ΦM5:粗扣螺距=Φ细扣螺距=ΦM6:粗扣螺距=Φ细扣螺距=ΦM8:粗扣螺距=Φ细扣螺距 , =Φ7,ΦM10:粗扣螺距=Φ细扣螺距 , , =Φ,Φ9,ΦM12:粗扣螺距=Φ细扣螺距 , , =Φ,Φ,Φ11M14:粗扣螺距=Φ细扣螺距 , , =Φ,Φ,Φ13M16:粗扣螺距=Φ14 细扣螺距 , =Φ,Φ15M18:粗扣螺距=Φ细扣螺距 , ,=Φ,Φ,Φ17M20:粗扣螺距=Φ细扣螺距 , , =Φ,Φ,Φ19M22:粗扣螺距=Φ细扣螺距 , , =Φ,Φ,Φ21M24:粗扣螺距=Φ细扣螺距 , , =Φ,Φ,Φ23生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-~t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)公制螺纹钻底孔用钻头直径尺寸表公称直径d 螺距t 钻头直径公称直径d 螺距t 公称直径d M1 粗 = M2 粗 =细 = 细 =M3 粗 = M4 粗 =细 = 细 =M5 粗 = M6 粗 =细 = 细 =M8 粗 = M10 粗 =细 = 细 =细 = 细 =细 =M12 粗 = M14 粗 =细 = 细 =细 = 细 =细 = 细 =M16 粗 = M18 粗 =细 = 细 =细 = 细 =细 =M20 粗 = M22 粗 =细 = 细 =细 = 细 =细 = 细 = M24 粗 = M27 粗 = 细 = 细 =细 = 细 =细 = 细 = M30 粗 = M33 粗 = 细 = 细 =细 = 细 =细 = 细 =细 =M36 粗 = M39 粗 = 细 = 细 =细 = 细 =细 = 细 = M42 粗 = M45 粗 = 细 = 细 =细 = 细 =细 = 细 =细 = 细 = M48 粗 = M52 粗 = 细 = 细 =细 = 细 =细 = 细 =细 = 细 =。
丝锥和钻头的参数对照表丝锥和钻头是常用的切削工具,在工业和日常生活中都有广泛的应用。
它们在形状、材质、切削速度等方面有着不同的参数,下面是丝锥和钻头的参数对照表,以帮助人们更好地了解和选择适合自己需求的工具。
一、形状和结构1.丝锥:丝锥是一种用来切削螺纹的工具,通常由一个锥体和一个切削刃组成。
锥体通常呈圆锥形,切削刃位于锥体的尖端。
根据螺纹的尺寸和用途的不同,丝锥的形状和结构也会有所不同。
2.钻头:钻头是一种用来钻孔的工具,通常由一个钻杆和一个切削刃组成。
钻杆通常呈圆柱形,切削刃位于钻杆的末端。
根据钻孔的尺寸和材料的不同,钻头的形状和结构也会有所不同。
二、材质1.丝锥:丝锥通常由高速钢制成,高速钢具有较高的硬度和耐磨性,适用于切削普通钢和铸铁等材料。
对于切削不锈钢等较硬材料,可选用硬质合金制成的丝锥。
2.钻头:钻头通常由高速钢制成,高速钢具有较高的硬度和耐磨性,适用于切削普通钢和铸铁等材料。
对于切削不锈钢、铝合金等较硬材料,可选用硬质合金制成的钻头。
三、切削速度1.丝锥:丝锥的切削速度取决于切削刃的结构和材料。
一般来说,切削速度越高,切削效率越高,但也会增加切削刃的磨损。
在使用丝锥时,应根据材料的硬度和切削要求选择合适的切削速度。
2.钻头:钻头的切削速度取决于切削刃的结构和材料。
一般来说,切削速度越高,切削效率越高,但也会增加切削刃的磨损。
在使用钻头时,应根据材料的硬度和切削要求选择合适的切削速度。
四、使用方法1.丝锥:使用丝锥时,需要先在工件上打孔,然后将丝锥插入孔中,通过旋转丝锥切削出螺纹。
切削过程中要保持适当的切削速度和切削力,避免过度用力或转速过快导致切削刃损坏。
2.钻头:使用钻头时,需要先在工件上打孔,然后将钻头插入孔中,通过旋转钻头切削出孔。
切削过程中要保持适当的切削速度和切削力,避免过度用力或转速过快导致切削刃损坏。
丝锥的底孔尺寸表丝锥是一种常用的工具,用于在金属或其他硬质材料上制作螺纹孔。
而丝锥的底孔尺寸表则是指丝锥底孔的规格尺寸的汇总表格。
底孔尺寸表是制作螺纹孔时的参考依据,根据不同的螺纹规格和要求,选择相应的丝锥底孔尺寸,以确保螺纹孔的质量和精度。
底孔尺寸表中通常包含以下几个重要参数:螺纹规格、螺纹类型、底孔直径、底孔深度等。
不同规格的螺纹需要使用不同直径和深度的底孔。
底孔直径是指在制作螺纹孔时所需要钻的初始孔的直径,底孔深度则是指钻孔的深度。
丝锥底孔尺寸表的制定依据一般是国际标准或行业标准。
不同国家和地区可能有不同的标准,但其中最常见的螺纹标准是ISO螺纹标准。
ISO螺纹标准是国际上广泛采用的一种螺纹标准,包括了各种螺纹规格和底孔尺寸。
底孔尺寸表中的底孔直径通常以毫米(mm)为单位,底孔深度通常以倍径(D)为单位。
倍径是指底孔直径的倍数,用于确定底孔的深度。
在使用丝锥制作螺纹孔时,首先需要根据所需的螺纹规格从底孔尺寸表中找到对应的底孔直径和底孔深度。
然后,使用合适的钻头钻出对应直径的初始孔,并根据底孔深度的要求控制钻孔的深度。
最后,使用丝锥逐步切削,形成所需的螺纹。
需要注意的是,使用丝锥制作螺纹孔需要一定的技术和经验。
在操作过程中,需要注意保持适当的切削速度和切削力,避免过快或过大的切削导致丝锥损坏或螺纹孔质量不理想。
此外,还需要定期对丝锥进行保养和修复,以保持其切削性能和精度。
底孔尺寸表的存在使得丝锥的选择和使用更加方便和准确。
通过参考底孔尺寸表,可以根据螺纹规格和要求选择合适的丝锥底孔尺寸,提高螺纹孔的质量和精度。
同时,底孔尺寸表也是丝锥制造商和使用者之间交流和合作的重要依据,确保丝锥的质量和性能符合标准和要求。
丝锥的底孔尺寸表是丝锥制作螺纹孔时的重要参考工具,通过底孔尺寸表可以选择合适的丝锥底孔尺寸,保证螺纹孔的质量和精度。
在使用丝锥制作螺纹孔时,需要根据底孔尺寸表确定底孔的直径和深度,并注意操作技巧和保养维护,以获得理想的螺纹孔。
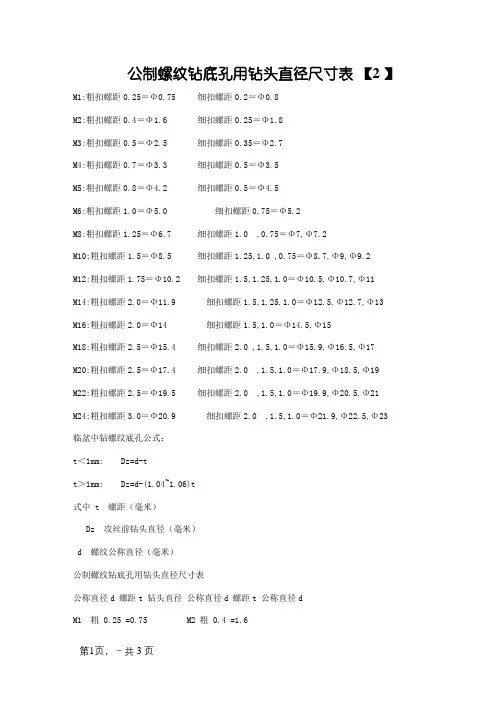
公制螺纹钻底孔用钻头直径尺寸表【2 】M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1.0=Φ5.0 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1.0 ,0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1.0 ,0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1.0=Φ10.5,Φ10.7,Φ11M14:粗扣螺距2.0=Φ11.9 细扣螺距1.5,1.25,1.0=Φ12.5,Φ12.7,Φ13M16:粗扣螺距2.0=Φ14 细扣螺距1.5,1.0=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2.0 ,1.5,1.0=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2.0 ,1.5,1.0=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2.0 ,1.5,1.0=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3.0=Φ20.9 细扣螺距2.0 ,1.5,1.0=Φ21.9,Φ22.5,Φ23 临盆中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)公制螺纹钻底孔用钻头直径尺寸表公称直径d 螺距t 钻头直径公称直径d 螺距t 公称直径dM1 粗 0.25 =0.75 M2 粗 0.4 =1.6细 0.2 =0.8 细 0.25 =1.75M3 粗 0.5 =2.5 M4 粗 0.7= 3.3细 0.35 =2.65 细 0.5 =3.5M5 粗 0.8 =4.2 M6 粗 1.0 =5.0细 0.5 =4.5 细 0.75 =5.2M8 粗 1.25 =6.7 M10 粗 1.5 =8.5 细 1.0=7.0 细 1.25 =8.7细 0.75 =7.2 细 1.0=9.0细 0.75 =9.2M12 粗 1.75 =10.2 M14 粗 2.0=11.9细 1.5 =10.5 细 1.5 =12.5细 1.25 =10.7 细 1.25 =12.7细 1.0=11.0 细 1.0=13.0M16 粗 2.0=13.9 M18 粗 2.5 =15.4细 1.5 =14.5 细 2.0=15.9细 1.0=15.0细 1.5 =16.5细 1.0=17.0M20 粗 2.5 =17.4 M22 粗 2.5 =19.4 细 2.0=17.9 细 2.0=19.9 细 1.5 =18.5 细 1.5 =20.5 细 1.0=19.0 细 1.0=21.0M24 粗 3.0=20.9 M27 粗 3.0=23.9 细 2.0=21.9 细 2.0=24.9细 1.5 =22.5 细 1.5 =25.5细 1.0=23.0 细 1.0=26.0M30 粗 3.5 =26.3 M33 粗 3.5 =29.3 细 3.0=26.9 细 3.0 =29.9细 2.0=27.9 细 2.0=30.9细 1.5 =28.5 细 1.5 =31.5细 1.0=29.0M36 粗 4.0=31.8 M39 粗 4.0=34.8 细 3.0=32.9 细 3.0=35.9细 2.0=33.9 细 2.0 =36.9细 1.5 =34.5 细 1.5 =37.5M42 粗 4.5 =37.3 M45 粗 4.5 =40.3 细 4.0=37.8 细 4.0=40.8细 3.0=38.9 细 3.0=41.9细 2.0=39.9 细 2.0=42.9细 1.5 =40.5 细 1.5 =43.5M48 粗 5.0=42.7 M52 粗 5.0=46.7细 4.0=43.8 细 4.0=47.8细 3.0=44.9 细 3.0=48.9细 2.0=45.9 细 2.0=49.9细 1.5 =46.5 细 1.5 =50.5。
丝锥的底孔尺寸表丝锥(Tap)是一种用于加工螺纹孔的切削工具,是机械加工中常用的工具之一。
丝锥的底孔尺寸表是用来指导丝锥加工螺纹孔时所需的底孔尺寸的参考表格。
底孔尺寸的准确选择对于螺纹孔的质量和使用效果有着至关重要的影响。
在丝锥的底孔尺寸表中,通常会列出不同直径的丝锥所需的底孔尺寸。
不同直径的丝锥适用于不同直径的螺纹孔加工。
底孔尺寸的选择应根据具体的加工要求和所需的螺纹标准来确定。
在选择底孔尺寸时,需要考虑到螺纹孔的材料、加工方法以及所需的螺纹标准等因素。
丝锥的底孔尺寸表通常会包含以下几个重要的参数:丝锥直径、底孔直径、底孔深度、螺距、螺纹类型等。
这些参数的选择和确定需要根据具体的加工要求和螺纹标准来决定。
丝锥的直径决定了底孔尺寸的选择范围,底孔直径的选择要考虑到螺纹孔的材料和所需的螺纹标准,底孔深度要根据加工要求和螺纹标准来确定,螺距的选择要根据所需的螺纹标准来确定,螺纹类型的选择要根据具体的加工要求和螺纹标准来决定。
丝锥的底孔尺寸表对于加工螺纹孔起着重要的指导作用。
通过选择合适的底孔尺寸,可以保证螺纹孔的加工质量和使用效果。
底孔尺寸选择不当可能会导致螺纹孔加工质量不佳,螺纹孔松动或过紧,甚至无法使用。
因此,在进行丝锥加工时,务必要根据底孔尺寸表的指导,选择合适的底孔尺寸进行加工。
除了底孔尺寸的选择,丝锥的加工过程中还需要注意一些细节问题。
首先,要选择合适的润滑剂进行润滑,以减少摩擦和磨损,提高加工效率和质量。
其次,在加工过程中要保持适当的切削速度和进给量,避免过快或过慢造成切削质量不佳。
此外,要注意丝锥的使用寿命,定期检查丝锥的磨损程度,及时更换损坏的丝锥,以确保加工质量和效率。
丝锥的底孔尺寸表是进行丝锥加工时的重要参考工具。
选择合适的底孔尺寸可以保证螺纹孔的加工质量和使用效果。
在进行丝锥加工时,除了底孔尺寸的选择外,还需要注意润滑、切削速度、进给量等细节问题,以确保加工质量和效率。
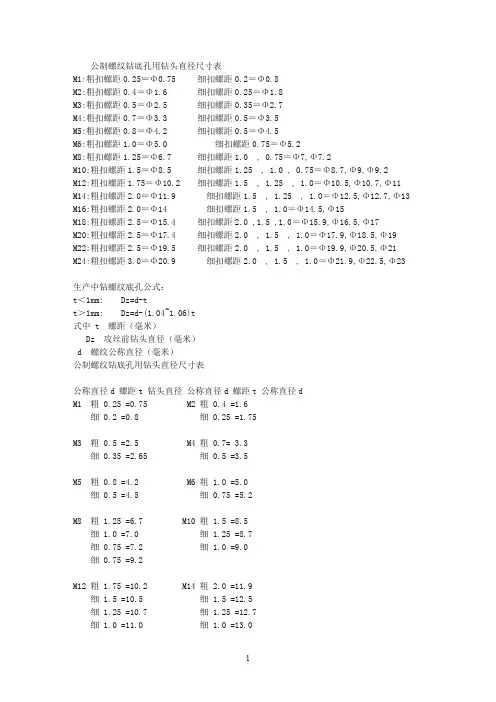
公制螺纹钻底孔用钻头直径尺寸表M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5M6:粗扣螺距1.0=Φ5.0 细扣螺距0.75=Φ5.2M8:粗扣螺距1.25=Φ6.7 细扣螺距1.0 , 0.75=Φ7,Φ7.2M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25 , 1.0 , 0.75=Φ8.7,Φ9,Φ9.2M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5 , 1.25 , 1.0=Φ10.5,Φ10.7,Φ11 M14:粗扣螺距2.0=Φ11.9 细扣螺距1.5 , 1.25 , 1.0=Φ12.5,Φ12.7,Φ13 M16:粗扣螺距2.0=Φ14 细扣螺距1.5 , 1.0=Φ14.5,Φ15M18:粗扣螺距2.5=Φ15.4 细扣螺距2.0 ,1.5 ,1.0=Φ15.9,Φ16.5,Φ17M20:粗扣螺距2.5=Φ17.4 细扣螺距2.0 , 1.5 , 1.0=Φ17.9,Φ18.5,Φ19M22:粗扣螺距2.5=Φ19.5 细扣螺距2.0 , 1.5 , 1.0=Φ19.9,Φ20.5,Φ21M24:粗扣螺距3.0=Φ20.9 细扣螺距2.0 , 1.5 , 1.0=Φ21.9,Φ22.5,Φ23生产中钻螺纹底孔公式:t<1mm: Dz=d-tt>1mm: Dz=d-(1.04~1.06)t式中 t 螺距(毫米)Dz 攻丝前钻头直径(毫米)d 螺纹公称直径(毫米)公制螺纹钻底孔用钻头直径尺寸表公称直径d 螺距t 钻头直径公称直径d 螺距t 公称直径dM1 粗 0.25 =0.75 M2 粗 0.4 =1.6细 0.2 =0.8 细 0.25 =1.75M3 粗 0.5 =2.5 M4 粗 0.7= 3.3细 0.35 =2.65 细 0.5 =3.5M5 粗 0.8 =4.2 M6 粗 1.0 =5.0细 0.5 =4.5 细 0.75 =5.2M8 粗 1.25 =6.7 M10 粗 1.5 =8.5细 1.0 =7.0 细 1.25 =8.7细 0.75 =7.2 细 1.0 =9.0细 0.75 =9.2M12 粗 1.75 =10.2 M14 粗 2.0 =11.9细 1.5 =10.5 细 1.5 =12.5细 1.25 =10.7 细 1.25 =12.7细 1.0 =11.0 细 1.0 =13.0M16 粗 2.0 =13.9 M18 粗 2.5 =15.4 细 1.5 =14.5 细 2.0 =15.9 细 1.0 =15.0 细 1.5 =16.5 细 1.0 =17.0M20 粗 2.5 =17.4 M22 粗 2.5 =19.4 细 2.0 =17.9 细 2.0 =19.9 细 1.5 =18.5 细 1.5 =20.5 细 1.0 =19.0 细 1.0 =21.0M24 粗 3.0 =20.9 M27 粗 3.0 =23.9 细 2.0 =21.9 细 2.0 =24.9 细 1.5 =22.5 细 1.5 =25.5 细 1.0 =23.0 细 1.0 =26.0M30 粗 3.5 =26.3 M33 粗 3.5 =29.3 细 3.0 =26.9 细 3.0 =29.9 细 2.0 =27.9 细 2.0 =30.9 细 1.5 =28.5 细 1.5 =31.5 细 1.0 =29.0M36 粗 4.0 =31.8 M39 粗 4.0 =34.8 细 3.0 =32.9 细 3.0 =35.9 细 2.0 =33.9 细 2.0 =36.9 细 1.5 =34.5 细 1.5 =37.5M42 粗 4.5 =37.3 M45 粗 4.5 =40.3 细 4.0 =37.8 细 4.0 =40.8 细 3.0 =38.9 细 3.0 =41.9 细 2.0 =39.9 细 2.0 =42.9 细 1.5 =40.5 细 1.5 =43.5M48 粗 5.0 =42.7 M52 粗 5.0 =46.7 细 4.0 =43.8 细 4.0 =47.8 细 3.0 =44.9 细 3.0 =48.9 细 2.0 =45.9 细 2.0 =49.9 细 1.5 =46.5 细 1.5 =50.5欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。