什么液压压下系统
- 格式:docx
- 大小:14.07 KB
- 文档页数:3
水下设备的液压系统分类第一类是整个液压系统都在海水环境中。
第二类是液压泵站及控制元件在常压环境中,而执行元件在海水中。
目前,对第一类的研究较多,应用较广泛。
水下压力环境对液压系统的影响1 对液压执行器的影响对单出杆液压缸,当活塞杆伸出时,受到一个水下环境压力引起的附加载荷,使无杆腔压力升高,使系统的功耗增加;当活塞杆缩回时,水下环境压力有卒于活塞的收回,给执行器的返程控制增加了不确定的因素。
由于水下环境压力的干扰始终存在,从而使系统的压力一直处在不稳定状态。
对于液压马达,水下环境压力作用于马达输出端面,使液压马达轴受到一个轴向不平衡的力的作用。
2 对液压密封元件的影响液压密封元件均属于单向密封元件,即只能防止液压油向壳体外的泄露。
直接应用于海水高压环境中时,液压密封元件承受着内外双向压力的作用,对于那些壳体压力较低或接近零压的元件,海水就很容易侵入系统,从而影响整个液压系统的正常工作。
目前,消除水下环境压力对液压系统的影响,通用的解决办法是水下环境压力补偿。
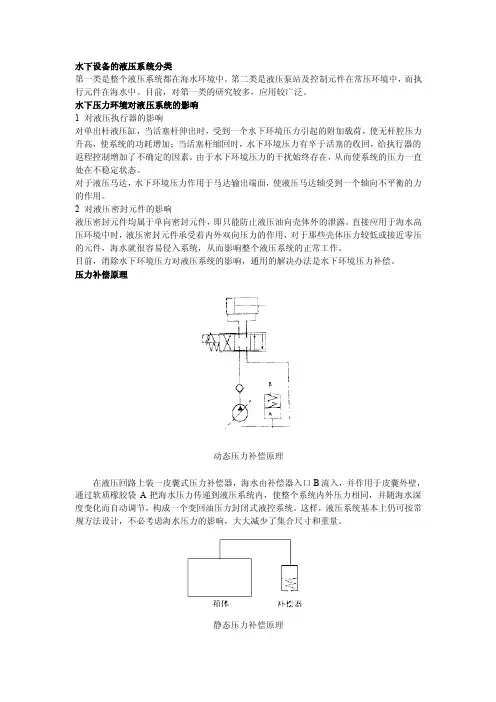
压力补偿原理动态压力补偿原理在液压回路上装一皮囊式压力补偿器,海水由补偿器入口B流入,并作用于皮囊外壁,通过软质橡胶袋A把海水压力传递到液压系统内,使整个系统内外压力相同,并随海水深度变化而自动调节,构成一个变回油压力封闭式液控系统。
这样,液压系统基本上仍可按常规方法设计,不必考虑海水压力的影响,大大减少了集合尺寸和重量。
静态压力补偿原理箱体内装有各种设备。
该箱体是充满油的,与补偿器相连。
同理,通过补偿器可使箱体内外压力平衡。
这样,箱体便可采用薄壁件,而不是耐压件,同样大大减少箱体的几何尺寸与重量。
压力补偿器传统的液压系统压力补偿器的常见形式:金属薄膜盒式、波纹管式和皮囊式。
如图所示:三种压力补偿器的的共同特点是均带有弹性元件,允许一定的弹性变形,补偿器的出口与油箱相联,内部充满液压油,当补偿器的外壳受到水压力的作用时,外壳产生弹性变形,此压力传递给内部的液压油,根据液体的不可压缩性质,补偿器内部的压力与外部水压力相等,而油箱与补偿器是连通的,因此油箱内部的压力也与外界的水压力相同。
液压系统压力等级划分
液压系统压力等级划分是指将液压系统中的压力按照一定的标
准进行分类,以便于系统设计者选择合适的液压元件和系统工作压力。
根据国家标准GB/T 3766-2002《液压传动系统和元件的压力等级》
规定,液压系统压力等级分为以下几个等级:
1. 高压液压系统:工作压力为16MPa至35MPa,适用于需要高
功率、高速度、大容量的液压动力设备。
2. 中压液压系统:工作压力为6.3MPa至16MPa,适用于一般工业机械和设备。
3. 低压液压系统:工作压力为0.6MPa至6.3MPa,适用于小型、轻型设备。
液压系统压力等级的划分除了考虑设备的功率、速度和容量等因素,还要考虑液压元件的耐压能力、密封性和可靠性等因素。
不同压力等级的液压系统需要选用不同等级的液压元件和材料,以确保系统的可靠性和安全性。
- 1 -。
液压系统(完整)介绍一、液压系统的基本概念液压系统,是一种利用液体传递压力和能量的动力传输系统。
它主要由液压泵、液压缸(或液压马达)、控制阀、油箱、油管等部件组成。
液压系统广泛应用于各类机械设备中,如挖掘机、起重机、汽车制动系统等,其优势在于结构紧凑、输出力大、操作简便。
二、液压系统的工作原理液压系统的工作原理基于帕斯卡原理,即在密闭容器内,液体受到的压力能够大小不变地向各个方向传递。
具体来说,液压系统的工作过程如下:1. 液压泵:将机械能转化为液体的压力能,为系统提供动力源。
2. 液压缸(或液压马达):将液体的压力能转化为机械能,实现直线或旋转运动。
3. 控制阀:调节液体流动方向、压力和流量,实现对液压系统的控制。
4. 油箱:储存液压油,为系统提供油源。
5. 油管:连接各液压部件,传递压力和能量。
三、液压系统的分类1. 水基液压系统:以水作为工作介质,具有环保、成本低等优点,但易腐蚀金属、密封性能较差。
4. 气液联动液压系统:以气体和液体为工作介质,结合了气压传动和液压传动的优点,适用于特殊场合。
四、液压系统的关键部件详解1. 液压泵:作为液压系统的“心脏”,液压泵负责将低压油转化为高压油,为整个系统提供动力。
常见的液压泵有齿轮泵、叶片泵和柱塞泵等。
每种泵都有其独特的特点和适用范围,选择合适的液压泵对系统的性能至关重要。
2. 液压缸:液压缸是系统的执行元件,它将液压油的压力能转化为机械能,实现直线往复运动或推送力量。
根据结构不同,液压缸可分为活塞式、柱塞式和膜片式等。
3. 控制阀:控制阀是液压系统的“大脑”,它负责调节和分配液压油流动的方向、压力和流量。
常用的控制阀包括方向阀、压力阀和流量阀等,它们共同确保系统按照预定的要求稳定运行。
4. 滤清器:液压油中的杂质会对系统造成损害,滤清器的作用就是过滤液压油中的杂质,保护系统的正常运行。
合理选择和使用滤清器,对延长液压系统寿命具有重要意义。
五、液压系统的优势与应用1. 优势:力量大:液压系统能够实现大范围的力矩放大,轻松完成重物搬运等任务。
![热连轧产品厚差控制技术[论文]](https://uimg.taocdn.com/69e34786a0116c175f0e4840.webp)
热连轧产品厚差控制技术探讨摘要热轧带钢厚度精度一直是热轧带钢产品质量的重要指标,而厚度控制技术是实现轧制高精度热轧产品的重要手段。
本文介绍了重钢热轧产线的厚度控制系统及控制方法,并分析了几种厚度异常原因和解决措施。
为企业取得良好的经济效益提供了可靠的技术基础,对于现代数字控制理论在工业现场的应用研究具有重要的参考价值。
关键词热连轧 agc控制中图分类号:tp273 文献标识码:a0 引言精轧机组f1~f7 压下系统为全液压压下,并设有液压agc自动厚度控制系统和正弯辊装置,用于保证带钢全长范围内的厚度精度及板形要求。
精轧机架间设有喷水冷却装置,用于控制终轧温度,带钢终轧温度在850℃以上。
精轧机组后设置射线测厚仪和光电式测宽仪,其中测厚仪参与液压agc监控。
1 agc控制系统实现1.1系统硬件配置结合生产线工艺布置和特点,控制系统选用了两套西门子tdc控制器(simatic technology and drive c0ntrol——即工艺和驱动自动化系统),每套tdc控制器中配置4个cpu(cpu551),下挂有et200远程i/o从站。
1.2控制系统网络由于充分考虑了热连轧生产中信息流和数据流的特点,网络拓扑结构采用分段和分层设计,以实现数据和信息的快慢分离、区域分流。
整个网络分为过程控制级(l2)、基础自动化级(l1)和传动系统三级(l0)。
1.3控制原理agc控制的目的是为了消除纵向板厚偏差,以期达到目标板厚。
agc控制过程,就是先设定好一个目标值,然后根据检出的厚度实际值进行比较,得到厚度偏差,将此偏差进行放大计算,最后输出一个调节量至控制对象,使轧机出口侧实际板厚向目标值看齐。
这样周而复始地进行下去,直到消除偏差为止。
要实现控制还需要解决两个问题:一是目标板厚如何确定,二是控制量的求得。
2系统控制功能实现2.1 apc控制概念所谓apc控制就是在指定的时刻,将被控对象的位置自动地调节到预先给定的目标值上,调节后的位置与目标值之差保持在允许的误差范围内,这个调节过程称为位置自动控制,简称apc。
液压系统工作原理
液压系统工作原理是基于液体传递力量的原理。
液压系统主要由液压液、液压泵、液压执行元件和控制元件等组成。
首先,液压液通过液压泵进行加压,使液体产生一定压力。
液体在泵压力的作用下进入液压执行元件,如液压缸或液压马达。
液压执行元件会将液体的压力转化为机械能,从而实现工作。
液压系统的基本工作原理是利用液体的不可压缩性来传递力量。
当液压液进入液压执行元件时,由于液体的不可压缩性,使得液体无法自由膨胀,从而增加了液体的压力。
这样,液体的压力就能够传递到液压执行元件上,产生力量。
在液压系统中,控制元件起着关键的作用。
控制元件根据控制信号的输入,调整液压系统的工作状态。
常见的控制元件有液压阀、液压缸和液压马达等。
液压阀可以控制液体的流量和压力,从而实现液压系统的控制功能。
液压系统的工作原理具有很多优点。
首先,液压系统可以实现大转矩、大功率输出,适用于重载、大功率的工作环境。
其次,液压系统具有平稳性好、响应迅速的特点,可以实现精确的控制。
此外,液压系统还具有可靠性高、寿命长的特点,适用于各种恶劣环境。
总之,液压系统是基于液体传递力量的原理工作。
通过液体的不可压缩性和液压执行元件的转换作用,液压系统能够实现力量的传递和控制,广泛应用于各个领域。
常用液压油管压力
常用液压油管根据不同的应用和工作条件,其压力等级也不同。
以下是一些常见的液压油管压力等级:
1.低压液压油管:工作压力一般在16MPa以下,通常用于低压液
压系统中,如机床、建筑机械等。
2.中压液压油管:工作压力一般在16-31.5MPa之间,适用于中
等压力的液压系统,如挖掘机、装载机等机械设备。
3.高压液压油管:工作压力一般在31.5-63MPa之间,主要用于
高压液压系统,如航空、航天等领域。
4.超高压液压油管:工作压力一般在63-100MPa之间,通常用于
超高压液压系统,如岩石破碎、石油钻探等。
此外,根据不同的材料和应用,液压油管还有耐高温、耐腐蚀、耐油等多种类型。
因此,在选择液压油管时,需要根据具体的工作条件和使用环境来选择合适的类型和压力等级。
液压系统工作原理液压系统是一种利用液体传递能量的工作原理,广泛应用于各个领域,如机械工程、航空航天、汽车工程等。
本文将介绍液压系统的工作原理和其应用。
一、液压系统的基本原理液压系统的基本原理是利用液体的压力传递力量。
液压系统由液压泵、液压阀、液压缸和液压马达等组成。
液压泵通过机械力将液体压入系统,液压阀控制液体的流向和压力,液压缸将液体的压力转化为线性运动力,液压马达将液体的压力转化为旋转运动力。
液压系统的工作原理可以简单描述为以下几个步骤:1. 液压泵通过机械力将液体从油箱中吸入,然后通过压力产生装置(如齿轮、柱塞等)将液体压缩,并推动液体进入液压系统。
2. 液压阀控制液体的流向和压力。
液压阀有多种类型,如单向阀、双向阀、溢流阀等。
它们根据系统的需求来控制液体的流动方向和压力大小。
3. 液压缸是液压系统中的重要组成部分,它将液体的压力转化为线性运动力。
液压缸由活塞和缸体组成,当液体进入液压缸时,液体的压力作用在活塞上,从而推动活塞产生线性运动。
4. 液压马达是将液体的压力转化为旋转运动力的装置。
液压马达由马达本体和齿轮箱组成,当液体进入液压马达时,液体的压力作用在齿轮箱上,从而推动齿轮箱产生旋转运动。
二、液压系统的应用液压系统广泛应用于各个领域,以下是几个常见的应用领域:1. 工程机械:液压系统在工程机械中扮演着重要的角色,如挖掘机、起重机、推土机等。
液压系统可以通过液压缸实现机械的运动,提高工作效率和精度。
2. 汽车工程:液压系统在汽车工程中应用广泛,如制动系统、转向系统等。
制动系统利用液压系统将踏板的力量转化为制动力,提高制动效果。
转向系统利用液压系统将驾驶员的转向力转化为车轮的转向力,提高操控性能。
3. 航空航天:液压系统在航空航天领域中也有重要的应用,如飞机的起落架、飞行控制系统等。
液压系统可以提供高压力和高精度的力量传递,确保飞机的安全和稳定。
4. 石油工业:石油工业中的钻井设备、输送设备等也广泛使用液压系统。
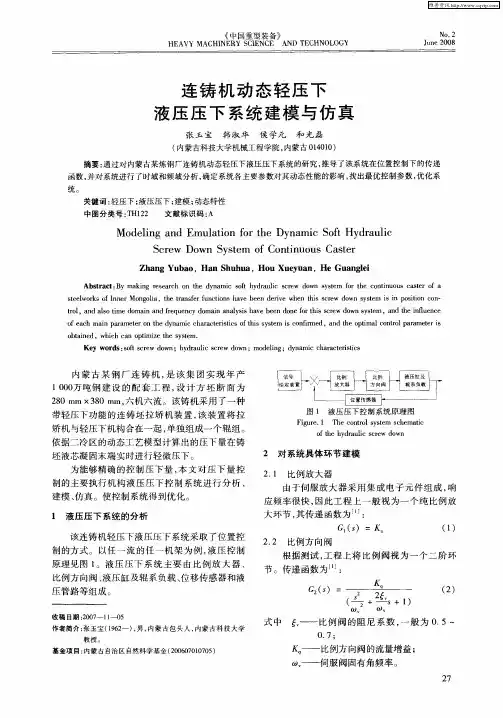
什么液压压下系统?
冷轧机的轧铺力是很大的。
以往是靠大功率电动机带动牌坊顶部的蜗轮蜗杆和压下螺丝来实现的。
轧机上采用液压技术后,轧制速度提高了10倍以上,精度大大提高了。
采用液压压下系统的轧机一旦发现误差,能以极短的时间调整辊缝。
电动机械压下装置则由于蜗杆和压下螺丝易于产生扭变,造成死区,影响了轧制精度。
在液压压下系统中,液压缸行程短、活塞面积大,用于传递轧制力和调整辊缝。
油缸活塞的直径为965毫米,总行程为100毫米。
当供给240公斤/厘米2的压力油时,每个油缸可以产生1500吨的压力。
伺服阀是液压系统中最关键的元件,是液压系统同电气系统的连接机构。
伺服阀根据电气信号的大小能打开一个相应的开口度,能将辊缝误差的电气信号转变成巨大的液压能,从而实现压下的动作。
油缸壁上安装两个位置传感器,随时对油缸位置进行检测,并把所测结果转变成电气信号送进计算机。
在油缸还没有到达所要求的位置前,计算机连续地将实际位置值与给定位置的差值以电压信号送出,经过放大送回到伺服阀,伺服阀则以极快的速度,变动阀芯开口度,让相应流量的压力油流入液压缸内继续进行压下,直到油缸到达所要求的位置时为止。
由于位置传感器是安装在液压缸上,无法检测因轧材厚度不均而引起的辊缝变化情况。
为消除这一厚度误差,在轧机下支承辊轴承座底部安置测压头,用以测量实际的轧制力。
测压头把这个轧制力转变成电气信号,送回电气系统,使其与所要求的轧制力相比较,比较后所得的误差值即作为位置控制系统的给定数的修正值。
从而进行轧材厚度偏差产生的弹跳调整。
上述调整中尚未考虑到因温度因素而引起的辊缝飘移。
在轧制过程中轧辊与板材摩擦发热而膨胀,辊缝因此缩小。
为此,在轧机的出口端设有X光测厚仪。
轧辊偏心和油膜轴承的油膜厚度变化将引起辊缝变化。
轧机的控制系统中为此设有滤波器。
通过上面一系列的调整,轧机的辊缝几乎被控制在一个恒定的数值上,整个系统的误差能够保证在千分之四毫米的范围之内。
在整个电液伺服控制系统中,伺服阀居于心脏位置。
该轧机上所用的Moog73-234型伺服阀,它属于二级放大伺服阀。
第一级由控制线圈、永久磁铁、衔铁、弹簧管和喷嘴挡板组成,第二级为液压滑阀。
当轧机处于停止状态或者在轧制时,轧辊已到达要求的位置时,系统内并无偏差信号,当然也无信号电流输入控制线圈,这时衔铁就处于平衡位置。
在喷嘴中始终喷着液压系统供来的控制压力油。
由于此时挡板处于两个喷嘴的中间位置,两个喷嘴喷出来的油流受到相等的反冲力,同两个喷I相连的两条控制油道中的油压相等,主阀芯两端受到的推力也相等,主阀芯此时处于中间位置,阀芯的控制边将伺服阀的主油路封死,液压系统的压力油不能通向液压缸,从而压下油缸不动作。
系统内一旦发生轧制误差,伺服阀的控制线圈就马上得到这个误差的电流信号,衔铁被磁化即产生向左或向右的偏转,使弹簧管、挡板弯曲,两个喷嘴的射流所受到的反冲力失去平衡,主阀芯便在两端油压推力差的作用下,迅速移向左边或右边。
挡板的端头与主阀芯是用球铰接在一起的,主阀芯的移动带动挡板的弯曲偏转。
当偏转到使两个喷嘴的射流反冲力相等时,主阀芯两端的液压推力重新相等,主阀芯便停止在一个新的平衡位置上,在伺服阀的液压输入孔道与输出孔道之间打开一个开口度(这个开口度与输入伺服阀的误差电流信号成一定的比例关系)。
压力油则以一定的流量流向油缸,使油缸在静油压的作用下进行压下,以消除已出现的轧制误差。
当油缸内的压力油达到要求的位置后,误差电流信号便消失,伺服阀的衔铁随之偏转到最初的平衡位置上,主阀芯回到中心位置,将液压系统的能源与工作机构的输能通道切断,压下油缸就固定在所要求的轧制位置上了。
轧制误差出现的相当频繁,伺服阀必须不停顿地工作,要求伺服阀具有很高的响应速度和精度。
以下无正文
仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.
仅供个人用于学习、研究;不得用于商业用途。
Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.
Pour l 'étude et la recherche uniquement à des fins personnelles; pas à des fins commerciales.
仅供个人用于学习、研究;不得用于商业用途。
толькодля людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях.。