机械制图(公差配合)教案13-2
- 格式:doc
- 大小:169.50 KB
- 文档页数:4
第十三讲 § 2-6换面法2、讲解换面法的四个基本作图方法1、理解并熟练拿握一次换面、二次换面中点的投影的作图规律2、掌握换1何法的四个棊本作图方法,并能够应用于解题实践教学重点:换面法的四个基本作图方法教学难点:新投影面、新投影轴的选择和投影的返回(换面法的反向作图) 教 具:挂图:“将一•般位置直线变换成投影面平行线”;“将一般位置直线变换成投影面垂直线”;“将一般位置平面变换成投影面垂直面”;“将一般位置平面变换成投影面平行面”。
教学方法:理论讲解和实际演示作图相结合。
教学过程: 一、复习IH 课结合作业中的问题,说明在平|何上取点、取直线、取投影面平行线的作图方法。
二、引入新课题在解决工程实际问题时,经常遇到求解度量问题,如实长、实形、距离、夹角等,或者 求解定位问题,如交点、交线等。
通过对百线或平面的投影分析可知,当氏线或平面对投影 面处于一般位置时,在投影图上不能直接反映它们的实长、实形、距离、夹角等;当直线或 平]何对投彩面处于特殊位置时,在投影图上就可以直接得到它们的实长、实形、距离、夹角 等。
换面法就是研究如何改变空间儿何元素对投影面的相对位置,以达到简化解题的H 的。
三、教学内容(一)换面法的概念课 题:1、 换而法的概念 课堂类型: 教学目的:2、3、4、5、 点的投影变换 氏线的投影变换 平面的投影变换 换面法投影变换应用举例讲授 1、讲解换而法的投影变换规律教学要求:1、概念空间几何元素的位置保持不动,用新的投影曲代替原來的投影面,使几何元素在新投影面上的投影对于解题最为简便,这种方法称为变换投影面法,简称换面法。
2、举例如图2-49所示为一处于铅垂位置的三角形平面在V/H体系中不反映实形,现作一个与H面垂直的新投彩面V]平行于三角形平面,组成新的投影面体系W/H,再将三介形平面向V]面进行投影,这时三和形平而在V,而上的投影就反映图2-49换面法的原理该平而的实形。
机械制图公差与配合引言在机械制图中,公差和配合是十分重要的概念。
公差是指机械零件在制造过程中存在的尺寸误差,而配合则是指零件之间的互相连接、装配的方式。
公差和配合的正确选择对于机械零件的功能和性能起着至关重要的作用。
本文将介绍机械制图公差与配合的基本概念、常用的公差符号和表示方法以及常见的配合类型。
机械制图公差的概念和分类公差的概念公差是制造过程中零件尺寸与设计尺寸之间的差异。
由于各种因素的影响,零件的尺寸很难完全符合设计要求,因此需要引入公差来描述零件尺寸的可接受范围。
公差的分类根据公差对零件尺寸的影响方式,公差可分为以下几类:1.线性公差:又称为尺寸公差,用来描述形状尺寸的偏差范围,包括长度、宽度、高度等。
2.倾斜公差:用来描述零件表面与指定面之间的倾斜程度。
3.平行公差:用来描述零件表面平行度的偏差范围。
4.圆柱度公差:用来描述圆柱形零件的偏圆程度。
5.平面度公差:用来描述零件表面平整度的偏差范围。
公差的表示方法和符号公差的表示方法公差通常使用等级制表示,常见的表示方法有以下几种:1.加减公差法:使用正负公差值来表示实际尺寸与设计尺寸的差异。
例如:7.00 ± 0.05。
2.最大最小公差法:使用设计尺寸与允许上下浮动的最大最小尺寸来表示。
例如:Ф20.00-0.05。
3.最大材料条件法:使用最大的理论尺寸和正公差值来表示。
例如:Ф12.00+0.020。
公差的符号表示公差的符号表示同样也非常重要,下面列举几个常用的公差符号:1.Φ:表示直径公差。
2.±:表示公差为正负的加减公差。
3.α、β、γ:分别表示角度公差的三个等级。
4.h7、h8、h9:表示轴向公差的等级。
配合的概念和分类配合的概念配合是指零件之间通过几何特性的相互连接和装配。
选择合适的配合类型可以保证零件的工作正常,提高装配的精度和效率。
配合的分类根据零件相对位置的关系,配合可分为以下几类:1.间隙配合:两个零件之间存在一定的间隙,常见的间隙配合有配钥、配销等。
《机械制图》课程标准1.课程定位本课程是专业基础课程,主要讲授平面图形的绘制(徒手+计算机)、零件图的识读、力学和金属材料、连接和钳工基本知识。
学生通过本课程的学习,能掌握本专业就业面向的变电检修工及接触网工岗位所需的相关机械基础知识,为后续相关专业课程的学习奠定扎实的基础。
结合专业的人才培养目标、培养规格以及就业面向,将学习领域课程内容重构,将《机械基础》的授课内容进行调整,使其更具有专业实践性。
根据前面对后续课程与机械基础课程内容的联系进行分析, 将平面图形(手把)的绘制(徒手+计算机)、零件图的识读、力学和金属材料、连接和钳工基本知识作为机械基础课程的重点内容。
2.课程培养目标2.1专业能力学生通过本课程学习后应达到如下要求:2.1.1掌握制图的基本规定,能利用工具徒手绘制平面图形,也能用软件绘制。
2.1.2掌握公差配合相关理论和知识,会识读零件图。
2.1.3掌握材料力学的基本知识,会绘制受力图并进行受力分析,掌握常用金属材料及其性能、了解常用非金属材料、理解金属材料热处理。
2.1.4理解连接基本知识,会根据不同场合选用不同的连接形式2.1.5 了解钳工基本常识,会进行简单零件的切削加工。
2.1.6具有正确使用和查找本专业一般技术资料和国家标准的能力。
2.1.7初步具有使用计算机进行与本专业有关的信息资料查询、科学运算、绘图和设计能力。
2.2职业技能2.2-1资料收集整理能力2.2-2制定、实施工作计划的能力2.2-3简单的绘图与识图能力2.2-4工艺文件理解能力2.2-5合理选择使用工具能力2.2-6理论知识的运用能力2.3职业素质2.3-1组织协调能力2.3-2语言表达能力2.3-3责任心与职业道德2.3-4面对突发事件的应急处理能力3.课程内容及要求4.4.1本课程的学习教材《机械基础》郁志纯主编高等教育出版社(2019.11)参考教材建议选用徐坚、柴鹏飞. 城市轨道交通机械基础[M]. 北京:机械工业出版社 2018.14.2教学建议采用全面、可控的形成性课程考核方法,形成性考核方法重点考核以下几个方面:1) 学习效果评价(考勤情况等)2) 自主学习能力评价(独立完成项目任务)3) 表述能力评价(课堂发言、讨论)4) 团队合作及协作学习能力评价(项目合作)5) 阶段性考核(期中、期末作考试)最终成绩由项目阶段性考核(40%)+学习、应用能力考核(50%)+考勤(10%)三部分组成。
一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
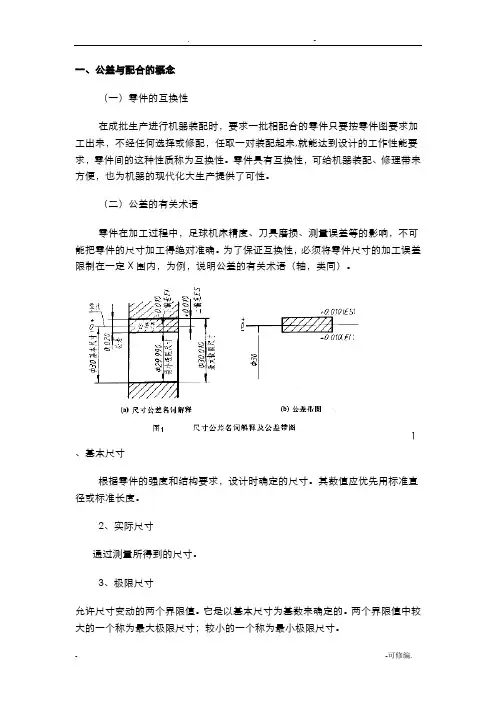
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定X围内,为例,说明公差的有关术语(轴,类同)。
1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸= Ø29.990上偏差ES=最大极限尺寸—基本尺寸=30.010-30=+0。
010下偏差EI=最小极限尺寸—基本尺寸=29.990-30=-0.010公差=最大极限尺寸—最小极限尺寸=3。
010-29.990=0.020=ES-EI= +0.010-(-0.010)=0。
020如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。

《公差配合与技术测量》教案最全面一、教学目标1. 知识与技能:(1)理解公差配合的基本概念及其在机械设计中的重要性;(2)掌握基本尺寸、极限尺寸和公差的概念;(3)学会运用公差配合知识解决实际问题。
2. 过程与方法:(1)通过实例分析,培养学生的动手能力和实际操作技能;(2)学会使用测量工具,提高测量精度。
3. 情感态度与价值观:(1)培养学生对机械制造行业的兴趣和热情;(2)培养学生认真负责、细致观察的职业素养。
二、教学内容1. 公差配合的基本概念(1)基本尺寸、极限尺寸和公差的概念;(2)公差配合的分类及应用。
2. 公差配合的计算(1)基本公差、标准公差和极限公差的关系;(2)线性尺寸、角度尺寸和圆柱尺寸的公差计算方法。
3. 公差配合在机械设计中的应用(1)公差配合在轴和孔配合中的应用;(2)公差配合在齿轮传动中的应用。
三、教学重点与难点1. 教学重点:(1)公差配合的基本概念及其计算方法;(2)公差配合在机械设计中的应用。
2. 教学难点:(1)公差配合的计算方法;(2)公差配合在实际问题中的应用。
四、教学方法1. 讲授法:讲解公差配合的基本概念、计算方法和应用实例;2. 演示法:展示测量工具的使用方法和实际操作过程;3. 实践操作法:学生动手实践,提高测量精度。
五、教学准备1. 教材:《公差配合与技术测量》;2. 教具:测量工具(卡尺、千分尺等)、示教模型;3. 课件:公差配合的相关图片、图表和实例。
六、教学过程1. 引入新课:通过一个实际案例,介绍公差配合在机械设计中的重要性。
2. 讲解基本概念:讲解基本尺寸、极限尺寸和公差的概念,并通过示例进行说明。
3. 公差配合的计算:讲解基本公差、标准公差和极限公差的关系,并通过实例演示公差配合的计算方法。
4. 应用实例:分析公差配合在轴和孔配合、齿轮传动等方面的应用。
5. 总结与练习:对本节课的内容进行总结,布置相关的练习题目。
七、作业布置1. 复习本节课的内容,整理笔记;2. 完成练习题目,包括公差配合的计算和应用实例。
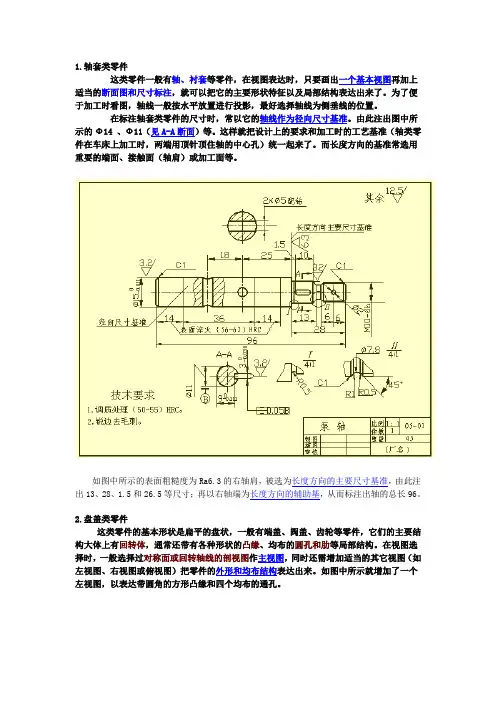
1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
4.箱体类零件一般来说,这类零件的形状、结构比前面三类零件复杂,而且加工位置的变化更多。

精心整理一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语1234下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
?如图1a所示的孔径:6如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。
通常零线表示基本尺寸。
在零线左端标上“0”“+”、“—”号,零线上方偏差为正;零线下方偏差为负。
公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。
为了简便地说明上述术语及其相互关系,在实用中一般以公差带图表示。
公差带图是以放大图形式画出方框的,注出零线,方框宽度表示公差公差值大小,方框的左右长度可根据需要任意确定。
为区别轴和孔的公差带,一般用斜线表示孔的公差带;用加点表示轴的公差。
7、标准公差与标准公差等级标准公差是国家标准所列的以确定公差带大小的任一公差。
标准公差等级是确定尺寸精确程度的等级。
标准公差分20个等级,即IT01、IT0、IT1、IT—18,表示标准公差,阿拉伯数字表示标准公差等级,其中IT01级最高,等级依次降低,IT18级最低。
对于一定的基本尺寸,标准公差等级愈高,标准公差值愈小,尺寸的精确程度愈高。
国家标准将500mm以内的基本尺寸范围分成13段,按不同的标准公差等级列出了各段基本尺寸的标准公差值,见表82孔、轴(1(2。
公差与配合.工作表包含机器零件配合的简易选项的表格和计算同时包含尺寸公差和偏差的定义。
使用工具解决下面的任务:1.根据国际标准ISO 286选择机器零件适合配合。
2.根据国际标准ISO 286定义机器零件的尺寸公差和偏差。
3.根据ANSI B4.1选择机器零件的首选配合以及确定尺寸公差和偏差。
4.根据ISO 2768确定非定义的线性和角度尺寸的极限偏差。
5.为给定的间隙或各自的配合干涉来自动设计配合。
数据,流程,运算法则和标准ANSI, ISO, DIN以及其他使用于计算中。
标准列表:ANSI B4.1, ANSI B4.2, ISO 286, ISO 1829, ISO 2768, EN 20286, JIS B 0401计算的控制,结构及语法.计算的控制与语法可以在此链接中找到相关信息"计算的控制,结构与语法".基本信息.机械工程产品的各个零件的曲面的尺寸,形状和相互位置必须维持在一个确定的精度来获得其正确和可靠的功能。
日常的生产流程不允许对给定的完全精确的几何特性进行维护(或量测)。
生产的零件的实际表面区别于图面中描述的理想曲面。
实际曲面的偏差分为4组来评估,描述和检查生产中允许的错误。
•尺寸偏差•形状偏差•位置偏差•表面粗糙度偏差费用包含了第一组同时可以被用于定义机器零件的尺寸公差和偏差。
如以上所提及的,不可能生产机器零件为绝对的尺寸精度。
实际上,没有必要或无意义的。
保持实际尺寸在极限尺寸之间同时允许偏差能保证工程产品具有正确的功能是足够了。
所给零件的生产精度等级通过图面上描述的尺寸公差而确定。
生产精度考虑到产品的功能和经济而确定。
两个零件的组合得到的配合的功能特性取决于在组合前的尺寸区别。
含义:d=D ... 基本尺寸Dmax , Dmin ... 孔的极限尺寸dmax , dmin ... 轴的极限尺寸ES ... 孔的上偏差EI ... 孔的下偏差es ... 轴的上偏差ei ... 轴的下偏差依照组合零件的公差带的相互位置,有三类配合:A.间隙配合B.过渡配合C.过盈配合极限和配合ISO系统. [1]本节用于根据标准ISO 286:1988选择配合以及确定机器零件的尺寸和偏差。
机械制图的教学计划机械制图的教学计划1一、培养目标1.培养使用正投影的方法以二维图形表达三维形体的能力。
2.培养对空间形体的形象思维能力。
3.培养尺规绘图和阅读专业图样的能力。
4.培养工程意识和贯彻、执行国家标准的意识。
二、学情分析1.本课程是一门实践性较强的专业基础课,在教学中提倡特色教学,应精选内容,打好基础,加强实践,培养能力。
2.本学期学时为80左右。
3.本课程能为学生制图和读图的能力打下一定的基础。
4.江汉石油一个班学生普遍底子薄,基础差,在教学工作中不仅要降低教学难度,而且还要深入浅出,让学生容易接受。
三、教材分析《机械制图》课程特点:理论抽象,难懂,要求空间想象能力强,实践性强,空间转换能力要求强。
为了最大限度的克服以上困难,搞好教学应从以下几个方面努力:1.放慢进度,与学生的接受能力相适应。
2.讲课要做到深入浅出,语言通俗易懂,让学生容易接受。
3.在讲清理论的`基础上,要做到精讲多练。
4.在教学中采取“任务驱动”,讲清制图的重要地位,明确学习目标。
四、教学重点与难点(一)、重点:1.点、线、面的投影规律。
2.基本体、组合体的三视图和轴测图的画法。
(二)、难点:1.组合体的三视图的画法。
2.剖视图、断面图的画法。
五、教学措施应用模型、图片、动画视频,制作多媒体课件,将抽象的空间问题很形象的摆在学生面前,变抽象为形象,促进学生理解,提高课堂教学效果。
机械制图的教学计划2一、课程名称《机械制图》(机械类)二、课程简介机械制图是高等职业学校和高等工程专科学校机械类专业学生必修的一门主干技术基础课。
它是培养学生绘制和阅读工程图样基本方法、技能和空间想象力的重要课程。
三、课程目标1、了解国内外机械制造领域的现状与发展趋势;2、掌握正投影法的基本理论及其应用;3、掌握阅读和绘制机械图样的基本知识、基本方法和技能;4、了解计算机绘图的基本知识;5、培养空间想象和形象思维能力;6、培养耐心细致的工作作风、严肃认真的工作态度。
模块八识读和标注技术要求项目一尺寸公差与配合
项目二几何公差
〗
圆柱面的圆柱度公差值为
的含义
圆柱体的轴线相对于
圆柱体的轴线相对于
的含义
㎜圆柱左端面相对于
的含义键槽的上下对称面相对于
项目三表面结构要求
当要求标注补充信息时,应在图形符号的长边上
上限值,轮廓算术平均偏差
表示表面用去除材料的方法获得,单向
学生:上限值,轮廓最大高度
向极限值,轮廓算术平均偏差
下限值,轮廓算术平均偏差
〗识读表面结构代号
㎜圆柱面用去除材料的方法
〗识读表面结构代号
㎜圆柱右端面是用去除材料的方法获得的,〗识读表面结构代号
〖STEP3〗识读零件左端面的表面结构代号
〖STEP6〗识读
〖STEP7〗识读图样右下角标注的表面结构代号。
国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
1)标准公差标准公差(IT)是国家标准规定的极限制中列出的任一公差数值。
下表列出了国家标准(GB/T 1800.3—1998)规定的机械制造行业常用尺寸(尺寸至500mm)的标准公差数值。
标准公差等级及其代号标准公差等级是指确定尺寸精确程度的等级。
为了满足机械制造中各零件尺寸不同精度的要求,国家标准在基本尺寸至500mm范围内规定了20个标准公差等级,用符号IT和数值表示:IT01、IT0、IT1、IT2~IT18。
其中,IT01精度等级最高,其余依次降低,IT18等级最低。
在基本尺寸相同的条件下,标准公差数值随公差等级的降低而依次增大,详见表1同一公差等级(例如IT6)对所有基本尺寸的一组公差被认为具有同等精确程度。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC 为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。