SMT外观检验标准 (1)
- 格式:xlsx
- 大小:2.31 MB
- 文档页数:2
smt外观检验标准SMT外观检验标准。
一、引言。
SMT(Surface Mount Technology)是一种表面贴装技术,它已经成为电子制造业中最主要的生产工艺之一。
在SMT生产过程中,外观检验是非常重要的环节,它直接关系到产品质量和客户满意度。
因此,建立科学、严谨的SMT外观检验标准对于保证产品质量、提高生产效率具有重要意义。
二、外观检验标准的制定原则。
1. 合理性原则,外观检验标准必须符合实际生产情况,能够准确反映产品的外观质量特点。
2. 可操作性原则,外观检验标准必须具备一定的操作性,能够方便生产人员进行检验操作。
3. 公正性原则,外观检验标准必须客观、公正,能够避免主管人员的主观因素对检验结果的影响。
4. 统一性原则,外观检验标准必须统一于相关国家标准或行业标准,以确保产品质量符合法律法规的要求。
三、SMT外观检验标准的内容。
1. 焊接质量,检查焊点的焊接是否均匀、牢固,是否有焊接飞溅、焊接虚焊等现象。
2. 组件安装质量,检查元件的安装位置、方向是否正确,是否存在错装、漏装等问题。
3. 表面质量,检查PCB板表面是否有划痕、氧化、污渍等影响外观的缺陷。
4. 封装质量,检查封装件的外观是否完整,是否存在破损、变形等情况。
5. 标识质量,检查产品标识的清晰度、完整度,是否存在模糊、缺失等问题。
6. 清洁度,检查产品表面的清洁度,是否存在灰尘、油污等影响外观的因素。
四、SMT外观检验标准的执行流程。
1. 定期培训,定期对生产人员进行外观检验标准的培训,提高他们的外观质量判断能力。
2. 抽检制度,建立抽检制度,对生产线上的产品进行定期抽检,确保产品外观质量符合标准要求。
3. 记录管理,对外观检验结果进行详细记录,建立台账,以便追溯和分析问题原因。
4. 反馈改进,对发现的外观质量问题及时反馈给生产部门,并协助他们进行改进措施。
五、SMT外观检验标准的意义。
1. 保证产品质量,建立科学的外观检验标准,能够及时发现产品外观质量问题,保证产品质量符合客户要求。
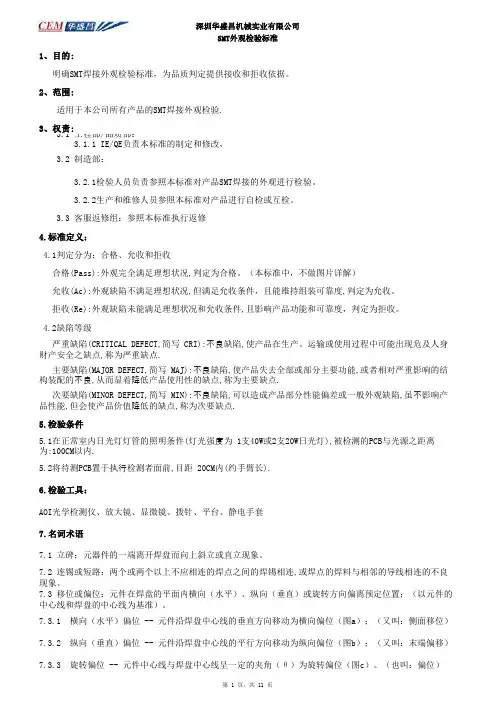
深圳华盛昌机械实业有限公司SMT外观检验标准1、目的:明确SMT焊接外观检验标准,为品质判定提供接收和拒收依据。
2、范围:适用于本公司所有产品的SMT焊接外观检验.3、权责:3.1 工程部/品质部:3.1.1 IE/QE负责本标准的制定和修改,3.2 制造部:3.2.1检验人员负责参照本标准对产品SMT焊接的外观进行检验。
3.2.2生产和维修人员参照本标准对产品进行自检或互检。
3.3 客服返修组:参照本标准执行返修4.标准定义:4.1判定分为:合格、允收和拒收合格(Pass):外观完全满足理想状况,判定为合格。
(本标准中,不做图片详解)允收(Ac):外观缺陷不满足理想状况,但满足允收条件,且能维持组装可靠度,判定为允收。
拒收(Re):外观缺陷未能满足理想状况和允收条件,且影响产品功能和可靠度,判定为拒收。
4.2缺陷等级严重缺陷(CRITICAL DEFECT,简写 CRI):不良缺陷,使产品在生产、运输或使用过程中可能出现危及人身财产安全之缺点,称为严重缺点.主要缺陷(MAJOR DEFECT,简写 MAJ):不良缺陷,使产品失去全部或部分主要功能,或者相对严重影响的结构装配的不良,从而显着降低产品使用性的缺点,称为主要缺点.次要缺陷(MINOR DEFECT,简写 MIN):不良缺陷,可以造成产品部分性能偏差或一般外观缺陷,虽不影响产品性能,但会使产品价值降低的缺点,称为次要缺点.5.检验条件5.1在正常室内日光灯灯管的照明条件(灯光强度为 1支40W或2支20W日光灯),被检测的PCB与光源之距离为:100CM以内.5.2将待测PCB置于执行检测者面前,目距 20CM内(约手臂长).6.检验工具:AOI光学检测仪、放大镜、显微镜、拨针、平台、静电手套7.名词术语7.1 立碑:元器件的一端离开焊盘而向上斜立或直立现象。
7.2 连锡或短路:两个或两个以上不应相连的焊点之间的焊锡相连,或焊点的焊料与相邻的导线相连的不良现象。
.)以下为最大允收限度,如果超过25%则拒收。
名文件编号称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装生效日期A01页码3/9判 定 說 明图 示 说 明作 业 指 导 书SMT 通用检验标准WI-Q-001电容、电感偏移标准模式电容、电感偏移零件间隔零件直立电阻帖反电阻偏移(垂直方向)项 目WW1≧W*25%,NGW零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面OKWW1W1≧W*25%,NGW零件直立拒收!名文件编号称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%, 反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。


编号:WI-A-001 A1.0版SMT加工品质检验标准一、目的:规范SMT加工的工艺质量要求,以确保产品品质符合要求。
二、范围:适用于公司所有SMT加工生产过程中的工艺品质管控。
三、定义:1、一般作业工艺:指产品加工过程中质量常规管控的作业如:焊膏储存、印刷效果、贴片状况、回流焊,QC检验等。
2、A类(主要不良):工艺执行漏作业、错作业、作业不到位,功能不能实现。
(例:焊锡短路,错件等)3、B类(次要不良):工艺执行作业不到位,影响PCB板的安装使用与功能实现;影响产品的外观等不良。
(例:P板表面松香液体过多)4、不良项目的定义(详情请见附件)四、相关标准IPC-A-610D-2005《电子组件的接受条件》SJ/T 10666 - 1995《表面组装组件的焊点质量评定》SJ/T 10670 - 1995《表面组装工艺通用技术要求》五、标准组成:1、印刷工艺品质要求(P-01)2、元器件贴装工艺品质要求(P-02)3、元器件焊锡工艺要求(P-03)4、元器件外观工艺要求(P-04)六、检验方式:检验依据: GB/T2828.1-2003 -----II类水准AQL接收质量限:(A类)主要不良:0.65 (B类)次要不良:1.0七、检验原则一般情况下采用目检,当目检发生争议时,可采用10倍放大镜。
本标准参照相关标准由品质部制定,标准的发行与修订、废止需经品质部的允许。
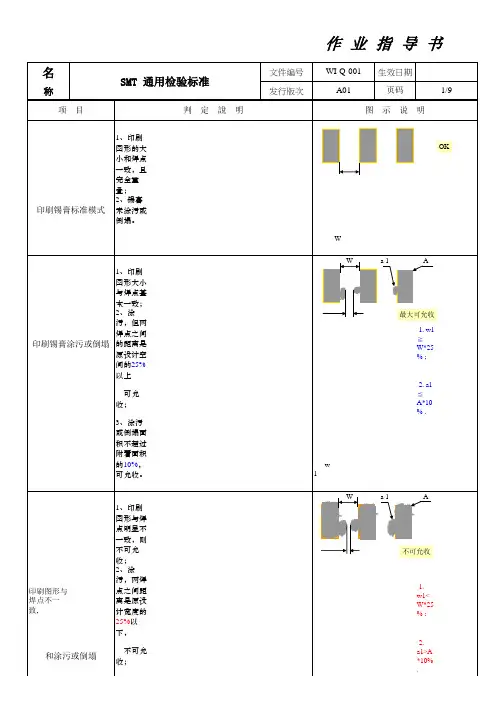
拟定:审核:批准:序号工艺类别工艺内容品质标准要求图示不良判定工艺性质P01印刷工艺锡浆印刷1、锡浆的位置居中,无明显的偏移,不可影响粘贴与焊锡。
2、印刷锡浆适中,能良好的粘贴,无少锡、锡浆过多。
3、锡浆点成形良好,应无连锡、凹凸不平状。
A、IC等有引脚的焊盘,锡浆移位超焊盘1/3。
A、CHIP料锡浆移位超焊盘1/3。
A、锡浆丝印有连锡现象A、锡浆呈凹凸不平状A、焊盘间有杂物(灰尘,残锡等)一般工艺序号工艺类别工艺内容品质标准要求合格图示不良判定工艺性质P02贴装工艺位置型号规格正确1、贴装位置的元器件型号规格应正确;元器件应无漏贴、错贴A、贴装元器件型号错误A、元器件漏贴特殊工艺P02贴装工艺极性方向1、贴片元器件不允许有反贴2、有极性要求的贴片器件安装需按正确的极性标示安装+(贴片钽质电容极性图示)A、元器件贴反(不允许元件有区别的相对称的两个面互换位置,如:有丝印标识的面与无丝印标识的面上下颠倒面),功能无法实现B、元器件贴反、影响外观A、器件极性贴反、错误(二极管、三极管、钽质电容)一般工艺P02贴装工艺位置偏移1、元器件贴装需整齐、正中,无偏移、歪斜A、元器件焊端偏出PCB焊盘1/2以上位置B、元件焊端偏出PCB焊盘1/4以上位置一般工艺V684102102102D≥1/2D≥1/4102102P03焊锡工艺元件浮起高度1、片状元件焊端焊盘平贴PCB基板B、片状元件焊端浮离焊盘的距离应小于0.5mmB、圆柱状元件接触点浮离焊盘的距离应小于0.5mmB、无脚元件浮离焊盘的最大高度为0.5mmB、“J”型引脚元件浮离焊盘的最大高度为0.5mmB、片状元件,二、三极管翘起的一端,其焊端的底边到焊盘的距离要小于0.5mm一般工艺〈0.5MM〈0.5MM序号工艺类别工艺内容品质标准要求图示不良判定工艺性质P01外观工艺PCB板外观1、板底、板面、铜箔、线路、通孔等,应无裂纹或切断,无因切割不良造成的短路现象2、PCB板平行于平面,板无凸起变形。
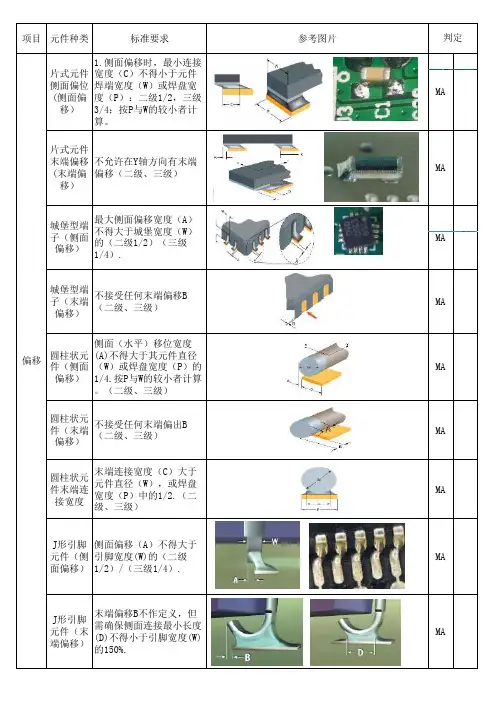
片式元件侧面偏位(侧面偏移)1.侧面偏移时,最小连接宽度(C)不得小于元件焊端宽度(W)或焊盘宽度(P):二级1/2,三级3/4;按P与W的较小者计算。
MA片式元件末端偏移(末端偏移)不允许在Y轴方向有末端偏移(二级、三级)MA城堡型端子(侧面偏移)最大侧面偏移宽度(A)不得大于城堡宽度(W)的(二级1/2)(三级1/4).MA城堡型端子(末端偏移)不接受任何末端偏移B(二级、三级)MA圆柱状元件(侧面偏移)侧面(水平)移位宽度(A)不得大于其元件直径(W)或焊盘宽度(P)的1/4.按P与W的较小者计算。
(二级、三级)MA圆柱状元件(末端偏移)不接受任何末端偏出B(二级、三级)MA圆柱状元件末端连接宽度末端连接宽度(C)大于元件直径(W),或焊盘宽度(P)中的1/2.(二级、三级)MAJ形引脚元件(侧面偏移)侧面偏移(A)不得大于引脚宽度(W)的(二级1/2)/(三级1/4).MAJ形引脚元件(末端偏移)末端偏移B不作定义,但需确保侧面连接最小长度(D)不得小于引脚宽度(W)的150%.MA偏移鸥翼型引线元件(侧面偏移最大侧面偏移(A)不得大于引脚宽(W)的(二级1/2或0.5mm,取较小者)/(三级1/4或0.5mm,取较小者)MA鸥翼型引线元件(末端偏移1、脚长L小于3倍引线宽度W不允许出现偏出B;2、偏出违反最小电气间隙MA表面贴装面阵列焊料球偏出,违反最小电气间隙MA底部有散热面端子元器件二级/三级:1、散热面端子的侧面偏出不大于端子宽度的25%;2、散热面端子的末端偏出焊盘;3散热面末端端子的连接宽度与焊盘接触区域的润湿小于100%;4、散热面偏出违反最小电气间隙MA反贴/反白元件翻贴片式元器件的电气要素面朝下.(即:丝印面向下)片式电阻常见。
一级可接受,二三级制程警示MI立碑片式元件不允许焊接元件有斜立或直立现象(元件一端脱离焊盘焊锡而翘起)MA焊锡高度无引脚元件最小填充高度F为焊料厚度G加城堡高度H的(二级25%)/(三级50%)MA侧立片式元件不允许宽、高比超过(二级2/1)/(三级1.25/1)的元件侧立(元件本体旋转90度贴放)片式电容常见MA偏移错件所有物料不接受贴装元件规格与要求不符的现象MA少件所有物料不允许有出现元件漏贴的现象MA反向有极性元件不接受有极性元件方向贴反(备注:元件上的极性标志必须与PCB板上的丝印标志对应一致)MA多件所有物料不允许有空位焊盘贴装元件MA连锡/短路所有元件1、横跨在不应该相连的导体上的焊接连接;2、焊料跨接到毗邻的非公共导体或元器件上。
![smt外观检验规范[1]](https://uimg.taocdn.com/7b40ba86cf2f0066f5335a8102d276a2002960f1.webp)
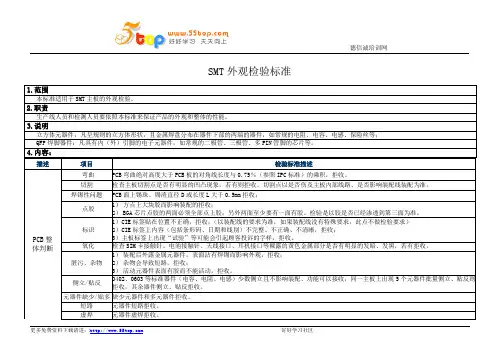
SMT外观检验规范1、目的:使本司SMT站所生产的PCBA产品外观检验有据可循,具体外观标准与客户要求有冲突的情形下,原那么上以客户要求为准。
2、范畴:本标准参考IPC-610D 2级〔专用服务类电子产品〕PCBA外观检验标准,仅适用于本司SMT站所生产的所有PCBA产品。
3、定义 :3.1 标准 :3.1.1允收标准 (ACCEPTANCE CRITERIA):允收标准为包刮理想状况、允收状况、不合格缺点状况 (拒收状况)等三种状况。
3.1.2理想状况 (TARGET CONDITION):此组装状况为接近理想与完美之组装状况。
能有良好组装可靠度,判定为理想状况。
3.1.3允收状况 (ACCEPTABLE CONDITION):此组装状况为未符合接近理想状况,但能坚持组装可靠度故视为合格状况,判定为允收状况。
3.1.4不合格缺点状况 (NONCONFORMING DEFECT CONDITION):此组装状况为未能符合标准之不合格缺点状况,判定为拒收状况。
3.1.5工程文件与组装作业指导书的优先级....等:当外观允收标准之内容与工程文件、组装作业指导书等内容冲突时,优先采纳所列其它指导书内容;未列在外观允收标准之其它专门(客户)需求,可参考组装作业指导书或其它指导书。
3.2 缺点定义:3.2.1严峻缺点 (CRITICAL DEFECT):系指缺点足以造成人体或机器产生损害,或危及生命财产安全的缺点,称为严峻缺点,以CR表示之。
3.2.2要紧缺点 (MAJOR DEFECT):系指缺点对制品之实质功能上已失去有用性或造成可靠度降低,产品损坏、功能不良称为要紧缺点,以MA表示之。
3.2.3次要缺点 (MINOR DEFECT):系指单位缺点之使用性能,实质上并无降低事实上用性,且仍能达到所期望目的,一样为外观或机构组装上之差异,以MI表示之。
(a)配带洁净手套与配合良好静电防护措施。
(b)握持板边或板角执行检验。
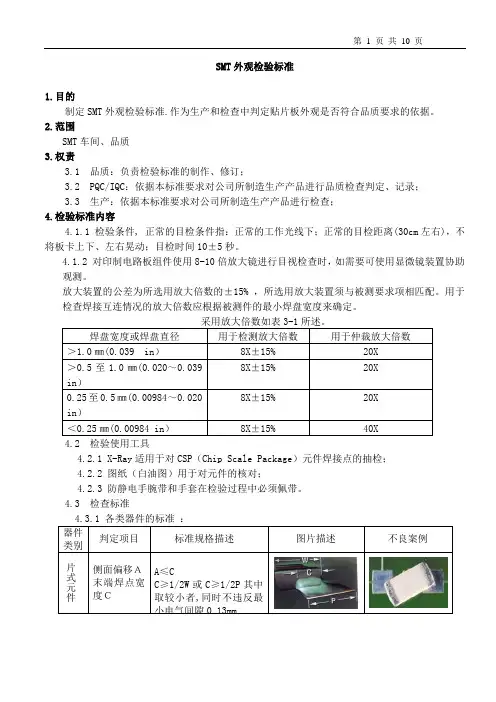
SMT PCBA贴片外观检验标准一范文检验环境:1检验环境:温度:25+/-3 C,湿度:40-70%RH2. 在距40W日光灯(或等效光源)1m之内,被检产品距检验员30cm之处进行外观判定抽样水准QA抽样标准:执行GB/T2828.1-2003 II级正常检验一次抽样方案AQL 值:CR:0 MAJ: 0.25 MIN:0.65检验设备塞尺、放大镜、BOM清单、贴片位置图SMT外观检验标准检验项目:1, 锡珠:•旱锡球违反最小电气间隙。
•旱锡球未固定在免清除的残渣内或覆盖在保形涂覆下。
•旱锡球的直径<0.13mm可允收,反之,拒收。
2, 假焊:•元件可焊端与PAD间的重叠部分(J)清楚可见。
(允收)•元件末端与PAD间的重叠部分不足(拒收)3, 侧立:•宽度(W)对高度(H)的比例不超过二比一(允收)•宽度(W)对高度(H)的比例超过二比一(见左图)。
•元件可焊端与PAD表面未完全润湿。
•元件大于1206类。
(拒收)4, 立碑:•片式元件末端翘起(立碑)(拒收)5, 扁平、L形和翼形引脚偏移:•最大侧面偏移(A)不大于引脚宽度(W)的50%或0.5mm (0.02英寸)(允收)•最大侧面偏移(A)大于引脚宽度(W)的50%或0.5mm (0.02英寸)(拒收)6, 圆柱体端帽可焊端侧面偏移:•侧面偏移(A)W元件直径宽度(W)或PAD宽度(P)的25% (允收)•侧面偏移(A)大于元件直径宽度(W )或PAD宽度(P)的25% (拒收)7片式元件-矩形或方形可焊端元件侧面偏移:•侧面偏移(A)三元件可焊端宽度(W)的50% 或PAD宽度(P)的50%。
(允收)面偏移(A)大于元件可焊端宽度(W )的50%或PAD宽度(P)的50%。
(拒收)8, J形引脚侧面偏移:•侧面偏移(A )小于或等于引脚宽度(W)的50%。
(允收)侧面偏移(A)超过引脚宽度(W)的50%。
(拒收)连锡:•元件引脚与PAD焊接整齐,无偏移短路的现象。
smt外观检查标准SMT外观检查标准。
一、引言。
SMT(Surface Mount Technology)是一种表面贴装技术,广泛应用于电子元器件的生产中。
在SMT生产过程中,外观检查是非常重要的环节,它直接关系到产品的质量和可靠性。
本文档旨在制定SMT外观检查标准,以确保产品外观质量符合要求,提高产品的可靠性和竞争力。
二、外观检查标准。
1.焊接质量。
1.1焊点外观,焊点表面应光滑平整,无裂纹、气泡、凹坑等缺陷。
1.2焊盘外观,焊盘应平整,无氧化、锈蚀等现象。
1.3焊料外观,焊料应均匀,无虚焊、溢出等情况。
2.元器件安装。
2.1元器件位置,元器件应安装在指定位置,无偏移、歪斜等情况。
2.2元器件间距,元器件之间应保持适当间距,避免短路等问题。
2.3元器件损坏,元器件表面应无划痕、磨损等损坏现象。
3.印刷质量。
3.1印刷位置,印刷应准确无误,无偏移、重影等情况。
3.2印刷质量,印刷应均匀、清晰,无残留、漏印等情况。
3.3印刷剥离,印刷应牢固,无剥离、脱落等现象。
4.外观质量。
4.1外观检查,产品外观应整洁,无划伤、污渍等现象。
4.2标识清晰,产品标识应清晰可见,无模糊、掉色等情况。
4.3封装完整,产品封装应完整,无开裂、变形等问题。
5.包装质量。
5.1包装完好,产品包装应完整,无破损、变形等情况。
5.2包装标识,包装标识应清晰,无模糊、错位等现象。
5.3包装数量,包装数量应准确无误,避免漏装、多装等问题。
三、结论。
SMT外观检查是确保产品质量的重要环节,本文档制定了一系列的外观检查标准,涵盖了焊接质量、元器件安装、印刷质量、外观质量和包装质量等方面。
通过严格执行这些标准,可以有效提高产品的质量和可靠性,提升企业的竞争力,满足客户的需求。
希望全体员工都能认真遵守这些标准,共同努力,为公司的发展贡献力量。
四、附录。
1.外观检查标准示意图。
2.外观检查记录表。
3.外观检查标准执行流程图。
以上即为SMT外观检查标准的文档内容,希望能够对相关人员在SMT生产过程中有所帮助,提高产品的质量和可靠性。
SMT外观检验标准-作业指导书名文件编号称发行版次序号123456 苏州精业电器厂(本指导书依照IPC-A-610D国际标准要求制作)制作: 审核: 批准:翻面片式元件的外露电极朝向印刷板面安装,大于(含)0603元件判定为NG.小于0603元件判定可接收,但需提出制程警示.(依照IPC-A-610D国际标准8.2.2.9.2过程警示2,3级)空焊末端没有重叠(空焊),判定为NG.(依照IPC-A-610D国际标准8.2.2.8缺陷-1,2,3级)侧立元件宽度与高度之比大于2:1;元件焊接端与焊盘未完全润湿;元件端头与焊盘重叠小于100%;满足以上现象则判定:元件侧力为NG。
(依照IPC-A-610D国际标准8.2.2.9.1缺陷-1,2,3级)长方体元件偏移长方体元件垂直移位,与PCB焊垫接触面积小于0.13mm或小于焊盘宽度(垂直方向)的50%(依照IPC-A-610D国际标准8.2.2.1缺陷-1,2级)L脚少锡图示描述最小侧面焊点长度(D)小于引脚宽度(W)或0.5mm;(依照IPC-A-610D国际标准8.2.5.34缺陷-1级)翼形或L脚偏移最小末端焊接宽度(C)小于元件引脚(L脚及翼形)宽度的50%,判定为:NG.(依照IPC-A-610D国际标准8.2.5.3缺陷-1,2级)1作业指导书项目SMT外观检验标准生效日期第一版页码名文件编号称发行版次序号789101112名文件编号苏州精业电器厂(本指导书依照IPC-A-610D国际标准要求制作)制作: 审核: 批准:作业指导书偏移长方体元件歪斜移位,与PCB焊垫接触面积小于0.13mm或焊接面小于焊盘宽度的50%(依照IPC-A-610D国际标准8.2.2.1缺陷-1,2级)焊锡高度最大焊接高度(E)可超出焊盘或爬伸到元件金属镀层端帽可焊端的顶部,但不可接触元件体.(依照IPC-A-610D国际标准8.2.2.5缺陷-1,2,3级)长方体元件垂直少锡最小焊缝高度(F)小于焊锡厚度(G)加可焊端高度(H)的25%或0.5mm,判定为NG.(依照IPC-A-610D国际标准8.2.2.6缺陷-1,2,3级)引脚超焊盘元件脚趾部违反最小电气间隙(0.13mm),判定为:NG.(依照IPC-A-610D国际标准8.2.5.2缺陷-1,2,3级)描述图示立碑片式元件末端翘起(立碑),判定为NG.(依照IPC-A-610D国际标准8.2.2.9.4缺陷-1,2,3级)长方体元件水平少锡长方体元件焊锡涵盖于焊垫及零件端点处之宽度,水平方向小于元件宽度的50%.(依照IPC-A-610D国际标准8.2.2.3缺陷-1,2,3级)作业指导书SMT外观检验标准生效日期第一版页码2项目SMT外观检验标准生效日期称发行版次序号131415161718名文件编号称发行版次序号苏州精业电器厂审核: 批准:焊点中“腰部收缩”说明BGA焊点与焊盘没有完全融合在一起;焊盘没有完全润湿;焊点处焊膏没有完全再流;焊点拉尖或裂纹,判定为:NG(依照IPC-A-610D国际标准8.2.12.3缺陷-1,2,3级)锡珠(本指导书依照IPC-A-610D国际标准要求制作)所有的开裂、缺口、残缺或应力裂纹,判定为:NG(依照IPC-A-610D国际标准9.4缺陷-3级)4项目描述图示撞件作业指导书SMT外观检验标准生效日期第一版页码焊料没有完全润湿焊盘或元件端头;判定为:NG(依照IPC-A-610D国际标准5.2.4缺陷-1,2,3级)BGA焊接不良焊料球(锡球)破坏最小电气间(0.13mm);或跨接在不需要连接的导体之间;锡球未被焊接到金属表面.判定为:NG(依照IPC-A-610D国际标准5.2.6.1缺陷-1,2,3级)连锡焊料跨接不需要连接的导体(连锡)判定为:NG(依照IPC-A-610D国际标准5.2.6.2缺陷-1,2,3级)拉尖焊料拉尖高度违法组装件最大高度或违法最小电气间隙(0.13mm)(依照IPC-A-610D国际标准5.2.9缺陷-1,2,3级)制作:项目描述图示拒焊3SMT外观检验标准第一版页码192021222324(本指导书依照IPC-A-610D国际标准要求制作)点胶、印刷(2)焊盘和待悍端被粘胶污染,未形成焊制作:审核:批准: 末端焊点宽度末端焊点宽(C)度小于元件直径宽(W)或焊盘宽度(P)50%,其中较小者点胶、印刷(1)粘胶位于待悍区域,减少待悍端的宽度超过50%圆柱体端帽形可端元件侧面偏移侧面偏移(A)小于元件直径宽(W)或焊盘宽度(P)的25%,其中较小者。