spc控制图判定准则
- 格式:docx
- 大小:14.10 KB
- 文档页数:1
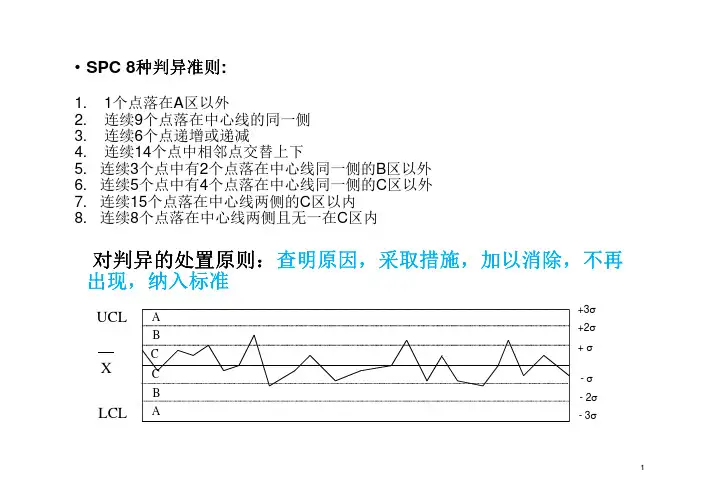
异常原因一般为:•新操作人员,方法不对,机器故障,原料不合格•检验方法或标准变化•计算错误,测量误差UCLLCLA AB C C B xxTest 1. One Point Beyond Zone A判异准则1任何1个点落在A 区以外异常原因一般为:(同准则1)判异准则2,5, 6:2: 连续9个点落在中心线的同一侧;5: 连续3个点中有2个点落在中心线同一侧的B 区以外;6: 连续5个点中有4个点落在中心线同一侧的C 区以外xTest 2. Nine Points in a Rowon One Side of the Center LineUCLLCLA AB C C B UCLLCLA AB C C B xxx Test 5. 2 Out of 3 Points in a Row in Zone A or BeyondUCLLCLA AB C C B xxTest 6. 4 Out of 5 Points in a Row in Zone B and Beyond异常原因一般为:•工具逐渐磨损,维护水平逐渐降低,操作人员技能逐渐提高判异准则3连续6个点递增或递减UCLLCLA AB C C B Test 3. 6 Points in a Row Steadily Increasing or Decreasingxx异常原因一般为:•轮流使用两台设备或有两个操作员工轮流操作,使得数据分层不够判异准则4连续14个点中相邻点交替上下UCLLCLA AB C C B Test 4. 14 Points in a Row Alternating Up and Downx异常原因一般为:•数据有假,计算错误;分层不够判异准则7连续15个点落在中心线两侧的C 区以内UCLLCLA AB C C B xTest 7. 15 Points in a Row in Zone C (Above and Below CL)异常原因一般为:•数据分层不够判异准则8连续8个点落在中心线两侧且无一在C 区内UCLLCLA AB C C B xTest 8. 8 Points in a Row on Both Sides of CL with None in Zone C。
转:品质知识大盘点(5W3H/8D&5C/7M1E/QC 7 tools/10S&五常法/TS 五大手册/SPC 八大判定准则/IE 7大手法)2007-11-26 14:48品质知识大盘点(5W3H/8D&5C/7M1E/QC 7 tools/10S&五常法/TS 五大手册/SPC 八大判定准则/IE 7大手法)我喜欢规纳和总结。
因为经过规纳后,复杂的东西可以变得简单;杂乱的东西可以变得有序;不太了解的东西可以在不断规纳、不断地比较理解过程中,变得完整。
所以,今天刚好有时间,初步整理一些关于品质方面的知识如下:(声明:有些内容可能是网站上其它朋友整理的,我只是借过来一用;有些内容是根据我自己的理解,和别人的说法有些区别。
我把这些内容写到一块只是便于记忆而以.如果大家对以下规纳知识有异议,可以提出来一起讨论;如果对其它知识另有好的规纳,也不要忘记写出来与大家一起分享!1、5W3H2、8D/5C报告3、QC 旧七大手法4、QC 新七大手法5、ISO/TS16949 五大核心手册6、10S/五常法7、7M1E8、SPC八大判异准则/三大判稳原则9、IE 七大手法10、ISO知识大总结二、详细内容规纳:1、5W3H思維模式What,Where,When,Who,Why,How,How much,How feel(1)Why:为何----为什么要做?为什么要如此做(有没有更好的办法)?(做这项工作的原因或理由)(2)What:何事----什么事?做什么?准备什么?(即明确工作的内容和要达成的目标)(3)Where:何处----在何处着手进行最好?在哪里做?(工作发生的地点)?(4)When:何时----什么时候开始?什么时候完成?什么时候检查?(时间)(5)Who:何人----谁去做?(由谁来承担、执行?)谁负责?谁来完成?(参加人、负责人)?(6)How:如何----如何做?如何提高效率?如何实施?方法怎样?(用什么方法进行)?(7)How much:何价----成本如何?达到怎样的效果(做到什么程度)?数量如果?质量水平如何?费用产出如何?概括:即为什么?是什么?何处?何时?由谁做?怎样做?成本多少?结果会怎样?也就是:要明确工作/任务的原因、内容、空间位置、时间、执行对象、方法、成本。

S P C控制图判异准则制定依据判异准则顺口溜精选文档TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-SPC控制图判异准则制定依据过程控制图包含2种,一种是“分析用控制图”,另一种是“控制用控制图”。
分析用控制图,主要作以下2点用途:①所分析的过程是否为稳态;②过程能力指数是否满足要求。
这种把能力指数满足要求称作技术稳态。
分析用控制图的调整过程即质量不断改进的过程。
控制用控制图,当过程达到我们所确定的“统计稳态“和技术稳态”后,才能将分析用控制图的控制线延长作为控制用控制图。
这种延长的控制线相当于生产立法,便进入日常管理。
故从数理统计的角度来看,分析用控制图阶级就是过程参数未知阶段,而控制用控制图阶段则是过程参数已知阶段。
在由分析用控制图向控制用控图转化前,需要对过程判读,这时就需要用到:判稳准则和判异原则。
1)判稳准则的思路对于判异来说,“点出界就判异”。
虽不百发百中,也是千发九九七中,很可靠,但在控制图上有一点未出界,可否判稳?这可能存在2种可能:①过程本来就稳定;②异常漏报。
故出现一点未出界不能立即判稳。
但接连出现m (m>>1)个点子未出界,则情况大不相同。
这时整个点子系列的β总=βm要比个别点子的β小得多,可以忽略不计。
那么仅有一种可能,即过程稳定。
如果接连在控制界内的点子更多,即使有个别个点子偶然出界,过程仍可看作是稳态的。
这就是判稳准则的思路。
判稳准则,在点子随机排列的情况下,符合下列各原则之一就判稳:连续25个点,界外点数d=0;其概率P = α1连续35个点,界外点数d≤1; 其概率P = α2连续100个点,界外点数d≤2; 其概率P = α3尽管在上述判稳原则下,对于出界点也应当加以排查。
用概率统计如下,假设过程正常:P(连续35点,d≤1)=(0.9973)35(0.0027)0+(0.9973)34(0.0027)1= 0.9959 =α2故, P(连续35点,d>1)= 1 - 0.9959 = 0.0041 =α2同理,α1 = 0.0654;α2 = 0.0041;α3 = 0.0026,可见α1 与α2 和α3明显不相称。
SPC控制图判断标准SPC控制图判断标准⼀:判稳准则在点⼦随机排列的情况下,符合下列个点之⼀就判稳:(1)连续25个点,界外点数d=0;(2)连续35个点,界外点数d≤1;(3)连续100个点,界外点数d≤2。
⼆:判异准则SPC的基准是稳态,如若过程出现显著偏离稳态则为异态。
异态出可分为异常好与异常坏两类。
判异准则:(1)点出界就判异;(2)界内点排列不随机判异。
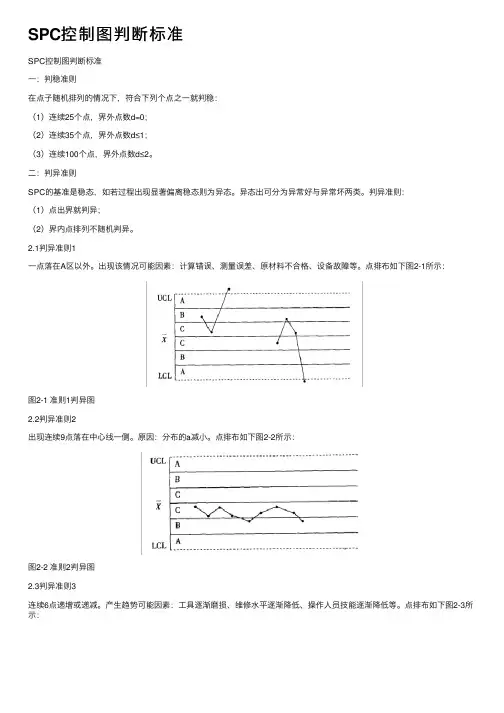
2.1判异准则1⼀点落在A区以外。
出现该情况可能因素:计算错误、测量误差、原材料不合格、设备故障等。
点排布如下图2-1所⽰:图2-1 准则1判异图2.2判异准则2出现连续9点落在中⼼线⼀侧。
原因:分布的a减⼩。
点排布如下图2-2所⽰:图2-2 准则2判异图2.3判异准则3连续6点递增或递减。
产⽣趋势可能因素:⼯具逐渐磨损、维修⽔平逐渐降低、操作⼈员技能逐渐降低等。
点排布如下图2-3所⽰:图2-3 准则3判异图2.4判异准则4连续14点中相邻点上下交替。
产⽣趋势可能因素:轮流使⽤两台设备、两位⼈员轮流操作。
点排布如下图2-4所⽰:图2-4 准则4判异图2.5判异准则5连续3点落在中⼼线同⼀侧的B区以外。
产⽣趋势可能因素:参数u发⽣了变化。
点排布如下图2-5所⽰:图2-5准则5判异图2.6判异准则6连续5点中有4点落在中⼼线同⼀侧的C区以外。
表明参数u发⽣了变化。
点排布如下图2-6所⽰:图2-6准则6判异图2.7判异准则715点在C区中⼼线上下。
可能原因:①是否应⽤了假数据,弄虚作假;②是否数据分层不够。
点排布如下图2-7所⽰:图2-7准则7判异图2.8判异准则88点在中⼼线两侧,但⽆⼀在C区中。
原因:数据分层不够。
点排布如下图2-8所⽰:图2-8准则8判异图。
控制图判异规则及异常处理机制01控制图控制图就是对生产过程的关键质量特性值进行测定、记录、评估并监测过程是否处于控制状态的一种图形方法。
根据假设检验的原理构造一种图,用于监测生产过程是否处于控制状态。
它是统计质量管理的一种重要手段和工具。
02控制图的分析准则控制图判断异常的准则有两条:点子出界就判断异常;界内点排列不随机判断异常。
稳态是生产过程追求的目标。
那么如何用控制图判断过程是否处于稳态?为此,需要制定判断稳态的准则。
03判稳准则在点子随机排列的情况下,符合下列各点之一就认为过程处于稳态:(1)连续25个点子都在控制界限内;(2)连续35个点子至多1个点子落在控制界限外;(3)连续100个点子至多2个点子落在控制界限外。
在讨论控制图原理时,已经知道点子出界就判断异常,这是判断异常的最基本的一条准则。
为了增加控制图使用者的信心,即使对于在控制界限内的点子也要观察其排列是否随机。
若界内点排列非随机,则判断异常。
04八大判异规则八大判异准则是SPC控制图的重要内容,小编总结了三句口诀,三句话即可记住SPC控制图的八大判异准则!三句话23456,AC连串串(连增或连减);81514,缺C全C交替转;9单侧,一点在外。
备注1、2/3A(连续3点中有2点在中心线同一侧的B区外<即A区内>)2、4/5C(连续5点中有4点在中心线同一侧的C区以外)3、6连串(连续6点递增或递减,即连成一串)4、8缺C(连续8点在中心线两侧,但没有一点在C区中)5、9单侧(连续9点落在中心线同一侧)6、14交替(连续14点相邻点上下交替)7、15全C(连续15点在C区中心线上下,即全部在C区内)8、1界外(1点落在A区以外)解释23456,AC连串串(连增或连减)是指2/3、4/5、6分别对应A、C 连串串;即2/3A;4/5C;6连串。
81514,缺C全C交替转是指8、15、14分别对应缺C、全C、交替转;即8缺C;15全C;14上下交替。

spc控制图判定准则准则编辑稳态是生产过程追求的目标。
那么如何用控制图判断过程是否处于稳态?为此,需要制定判断稳态的准则。
判稳准则:在点子随机排列的情况下,符合下列各点之一就认为过程处于稳态:(1)连续25个点子都在控制界限内;(2)连续35个点子至多1个点子落在控制界限外;(3)连续100个点子至多2个点子落在控制界限外。
在讨论控制图原理时,已经知道点子出界就判断异常,这是判断异常的最基本的一条准则。
为了增加控制图使用者的信心,即使对于在控制界限内的点子也要观察其排列是否随机。
若界内点排列非随机,则判断异常。
判断异常的准则:符合下列各点之一就认为过程存在异常因素:(1)点子在控制界限外或恰在控制界限上;(2)控制界限内的点子排列不随机;(3)链:连续链,连续9点排列在中心线之下或之上;间断链,大多数点在一侧(4)多数点屡屡靠近控制界限(在2一3倍的标准差区域内出现)连续3个点至少有2点接近控制界限。
连续7个点至少有3点接近控制界限。
连续10个点至少有4点接近控制界限。
(5)倾向性(连续不少于6点有上升或下降的倾向)与周期性。
(6)连续14点中相邻点交替上下。
(7)点子集中在中心线附近。
(原因:数据不真实;数据分层不当)为了方便记忆,下面总结了控制图判异的八个准则:准则1:1个点子落在A区以外(点子越出控制界限)准则2:连续9点落在中心线同一侧准则3:连续6点递增或递减准则4:连续14点中相邻点子总是上下交替准则5:连续3点中有2点落在中心线同一侧B区以外准则6:连续5点中有4点子落在中心线同一侧C区以外准则7:连续15点落在中心线同两侧C区之内准则8:连续8点落在中心线两侧且无1点在C区中。
【SPC 8种波动】SPC 8种波动的检验标准是什么?导语:SPC 8种波动,即八种判断异常的检验准则,每一种检验准则代表一种异常现象,应用SPC 控制图进行过程评估与监控,首先应掌握此八种波动检验模式《常规控制图》国家标准GB/T4091——2001明确给出了变差的可查明原因的八种波动模式,那么SPC 8种波动的检验标准是什么?下面我们将做详细介绍:图示:SPC 8种波动的检验标准是什么?SPC控制图检验1:1个点落在A区以外检验1给出了对控制图的基本解释:点出界就判异。
当过程处于统计控制状态时,点子落在控制限内的概率为99.73%,落在控制限外的概率为1-99.73%=0.27%。
检验1可以对过程中的单个失控做出反应,如计算、测量误差、原材料不合格、设备故障等。
SPC控制图检验2:连续9点落在中心线同一侧当过程处于统计控制状态时,连续9点落在中心线同一侧的概率为P(连续9点落在中心线同一侧)=2*(0.5)9=0.003906=0.3906%即虚发报警的概率为0.3906%,第一类错误的概率为α=0.3906%。
在SPC控制图中心线同一侧连续出现的点成为链,链可能位于中心线的上测也可能位于中心线的下侧。
注意:连必须由“连续”出现的点子构成。
链中包含的点子数目成为链长。
链长≥9,判断出现了异常。
连续9点落在中心线同一侧”判断出现异常的一个重要原因是:模式2的α=0.3906%与“点出界就判异”的模式1的α=0.27%最接近。
出现检验2此种模式,主要是过程平均值减小的缘故。
SPC控制图检验3:连续6点递增或递减当过程处于统计控制状态时,连续6点递增或递减的概率为P(连续6点递增或递减)=0.2733%即须发报警的概率为0.2733%,第一类错误的概率为α=0.2733%。
点子逐点上升或下降的状态称为倾向或趋势。
注意,递减的下降倾向,后面的点子一定要低于或等于前面的点子,否则倾向中断,需要重新计算。
SPC八大判异准则/三大判稳原则(一)、控制图八大判异准则提练:①、1界外:1点落在A区以外。
②、2/3A(连续3点中有2点在中心线同一侧的B区外(即A区内)。
③、4/5C(连续5点中有4点在中心线同一侧的C区以外。
④、6连串(连续6点递增或递减,即连成一串。
⑤、8缺C(连续8点在中心线两侧,但没有一点在C区中。
⑥、9单侧(连续9点落在中心线同一侧。
⑦、14交替(连续14点相邻点上下交替。
⑧、15全C:连续15点在C区中心线上下,即全部在C区内。
解说:23456,AC连串串(连增或连减);---2/3、4/5、6分别对应A、C、连串串;即2/3A;4/5C;6连串。
81514,缺C全C交替转---8、15、14分别对应缺C、全C、交替转;即8缺C;15全C;14上下交替。
9单侧,一点在外---9点在同一侧;一点出A区外。
口决:23456,AC连串串;81 514,缺C全C交替转;9单侧,一点在外。
(二)、控制图的判稳原则:①、连续25点在控制线内;②、连续35点最多有一点出界;③、连续100点最多有两点出界。
满足上面任意一点都可以判定为稳态。
工程技术部工艺模块目前主要负责项目如下:1、新品开发过程中样机制作配合,新品试制跟踪总结。
2、新工艺引进验证、效率提升,配合技术部门进行4M变更,提高电机工厂的生产效率。
3、核心工艺人员参与电机工厂设备、模具技改工作。
4、降本项目的推进与跟踪。
5、日常工艺文件编制更新,电机工厂工艺纪律检查及工艺质量的整体把控。
6、员工日常的工艺质量培训工作7、车间提交的工艺难点问题解决。
质量隐患的排查、判定及跟踪。
、车间提交的工艺难点 问题解决。
质量隐患的排查、判定及跟踪。
、变频电机检测失效的攻关8、变频电机检测失效的攻关目前存在的难点:在电机工厂现有规模的情况下,工程技术模块还缺乏1-2名弱电和控制方向的人员。
向的人员。
1-2名设备模具的方向型人才。
在现有电机工厂核心工艺人员逐步成长的情况下,应该在不久的将来久的将来足以承担电机工厂的发展需求。
MINITAB培训(基础级)
左键Try
保存文件
File Save Current worksheet
放置文件的位置
保存数据
检查数据检查数据正态分布
制作控制图
制作X-R图
,点击“OK”
生成X-R图
继续
制成能力图
定,但仍需要不断改进
制作P图
不合格率
不合格率图
制作NP图
NP图
正态分布条件下的分布概率
判异准则:
点出界:准则1
界内点排列不随机:准则2~8
这些判异准则主要适用于Xbar和单值X图,且数据
服从正态分布
准则1:一点在A区以外
参数σ和μ发生变化,可以对过程的单个或多个失控作出反应,如计算错误、测量误差、原材料不合格、设备故障等
准则1的第一类错误概率α
0=0. 27%
准则2:连续9点在中心线的同一侧
原因:过程平均值μ减少或增加的缘故。
=0. 27%
准则2的第一类错误概率α
准则3:连续6点递增/递减(针对过程平均值的趋势而言)原因:工具磨损、制作者技能提高等的逐渐提高,使参数μ随时间发生变化
准则4:连续14点相邻点上下交替
原因:数据分层不够,可能是由于轮流使用2台设备或由2人操作引起的系统效应
图和数据“非常好
THANK YOU。
SPC8种波动的检验标准是什么?SPC 8种波动,即八种判断异常的检验准则,每一种检验准则代表一种异常现象,应用SPC 控制图进行过程评估与监控,首先应掌握此八种波动检验模式。
《常规控制图》国家标准GB/T4091——2001明确给出了变差的可查明原因的八种波动模式,那么SPC 8种波动的检验标准是什么?下面我们将做详细介绍:SPC控制图检验1:1个点落在A区以外检验1给出了对控制图的基本解释:点出界就判异。
当过程处于统计控制状态时,点子落在控制限内的概率为99.73%,落在控制限外的概率为1-99.73%=0.27%。
检验1可以对过程中的单个失控做出反应,如计算、测量误差、原材料不合格、设备故障等。
SPC控制图检验2:连续9点落在中心线同一侧当过程处于统计控制状态时,连续9点落在中心线同一侧的概率为P(连续9点落在中心线同一侧)=2*(0.5)9=0.003906=0.3906%即虚发报警的概率为0.3906%,第一类错误的概率为α=0.3906%。
在SPC控制图中心线同一侧连续出现的点成为链,链可能位于中心线的上测也可能位于中心线的下侧。
注意:连必须由“连续”出现的点子构成。
链中包含的点子数目成为链长。
链长≥9,判断出现了异常。
连续9点落在中心线同一侧”判断出现异常的一个重要原因是:模式2的α=0.3906%与“点出界就判异”的模式1的α=0.27%最接近。
出现检验2此种模式,主要是过程平均值减小的缘故。
SPC控制图检验3:连续6点递增或递减当过程处于统计控制状态时,连续6点递增或递减的概率为P(连续6点递增或递减)=0.2733%即须发报警的概率为0.2733%,第一类错误的概率为α=0.2733%。
点子逐点上升或下降的状态称为倾向或趋势。
注意,递减的下降倾向,后面的点子一定要低于或等于前面的点子,否则倾向中断,需要重新计算。
递增的上升倾向也是同样的。
产生检验3模式的原因可能是工具逐渐磨损、维修逐渐变坏等,从而使得参数随着时间而变化。
转:品质知识大盘点(5W3H/8D&5C/7M1E/QC 7 tools/10S&五常法/TS 五大手册/SPC 八大判定准则/IE 7大手法)2007-11-26 14:48品质知识大盘点(5W3H/8D&5C/7M1E/QC 7 tools/10S&五常法/TS 五大手册/SPC 八大判定准则/IE 7大手法)我喜欢规纳和总结。
因为经过规纳后,复杂的东西可以变得简单;杂乱的东西可以变得有序;不太了解的东西可以在不断规纳、不断地比较理解过程中,变得完整。
所以,今天刚好有时间,初步整理一些关于品质方面的知识如下:(声明:有些内容可能是网站上其它朋友整理的,我只是借过来一用;有些内容是根据我自己的理解,和别人的说法有些区别。
我把这些内容写到一块只是便于记忆而以.如果大家对以下规纳知识有异议,可以提出来一起讨论;如果对其它知识另有好的规纳,也不要忘记写出来与大家一起分享!1、5W3H2、8D/5C报告3、QC 旧七大手法4、QC 新七大手法5、ISO/TS16949 五大核心手册6、10S/五常法7、7M1E8、SPC八大判异准则/三大判稳原则9、IE 七大手法10、ISO知识大总结二、详细内容规纳:1、5W3H思維模式What,Where,When,Who,Why,How,How much,How feel(1)Why:为何----为什么要做?为什么要如此做(有没有更好的办法)?(做这项工作的原因或理由)(2)What:何事----什么事?做什么?准备什么?(即明确工作的内容和要达成的目标)(3)Where:何处----在何处着手进行最好?在哪里做?(工作发生的地点)?(4)When:何时----什么时候开始?什么时候完成?什么时候检查?(时间)(5)Who:何人----谁去做?(由谁来承担、执行?)谁负责?谁来完成?(参加人、负责人)?(6)How:如何----如何做?如何提高效率?如何实施?方法怎样?(用什么方法进行)?(7)How much:何价----成本如何?达到怎样的效果(做到什么程度)?数量如果?质量水平如何?费用产出如何?概括:即为什么?是什么?何处?何时?由谁做?怎样做?成本多少?结果会怎样?也就是:要明确工作/任务的原因、内容、空间位置、时间、执行对象、方法、成本。
准则
编辑
稳态是生产过程追求的目标。
那么如何用控制图判断过程是否处于稳态?为此,需要制定判断稳态的准则。
判稳准则:在点子随机排列的情况下,符合下列各点之一就认为过程处于稳态:
(1)连续25个点子都在控制界限内;
(2)连续35个点子至多1个点子落在控制界限外;
(3)连续100个点子至多2个点子落在控制界限外。
在讨论控制图原理时,已经知道点子出界就判断异常,这是判断异常的最基本的一条准则。
为了增加控制图使用者的信心,即使对于在控制界限内的点子也要观察其排列是否随机。
若界内点排列非随机,则判断异常。
判断异常的准则:符合下列各点之一就认为过程存在异常因素:
(1)点子在控制界限外或恰在控制界限上;
(2)控制界限内的点子排列不随机;
(3)链:连续链,连续9点排列在中心线之下或之上;间断链,大多数点在一侧
(4)多数点屡屡靠近控制界限(在2一3倍的标准差区域内出现)
连续3个点至少有2点接近控制界限。
连续7个点至少有3点接近控制界限。
连续10个点至少有4点接近控制界限。
(5)倾向性(连续不少于6点有上升或下降的倾向)与周期性。
(6)连续14点中相邻点交替上下。
(7)点子集中在中心线附近。
(原因:数据不真实;数据分层不当)
为了方便记忆,下面总结了控制图判异的八个准则:
准则1:1个点子落在A区以外(点子越出控制界限)
准则2:连续9点落在中心线同一侧
准则3:连续6点递增或递减
准则4:连续14点中相邻点子总是上下交替
准则5:连续3点中有2点落在中心线同一侧B区以外
准则6:连续5点中有4点子落在中心线同一侧C区以外
准则7:连续15点落在中心线同两侧C区之内
准则8:连续8点落在中心线两侧且无1点在C区中。