SPC-控制图判异准则
- 格式:pdf
- 大小:232.89 KB
- 文档页数:7
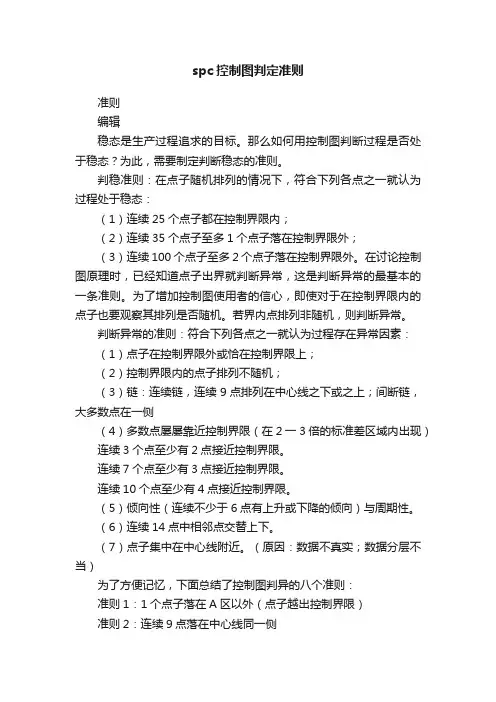
异常原因一般为:•新操作人员,方法不对,机器故障,原料不合格•检验方法或标准变化•计算错误,测量误差UCLLCLA AB C C B xxTest 1. One Point Beyond Zone A判异准则1任何1个点落在A 区以外异常原因一般为:(同准则1)判异准则2,5, 6:2: 连续9个点落在中心线的同一侧;5: 连续3个点中有2个点落在中心线同一侧的B 区以外;6: 连续5个点中有4个点落在中心线同一侧的C 区以外xTest 2. Nine Points in a Rowon One Side of the Center LineUCLLCLA AB C C B UCLLCLA AB C C B xxx Test 5. 2 Out of 3 Points in a Row in Zone A or BeyondUCLLCLA AB C C B xxTest 6. 4 Out of 5 Points in a Row in Zone B and Beyond异常原因一般为:•工具逐渐磨损,维护水平逐渐降低,操作人员技能逐渐提高判异准则3连续6个点递增或递减UCLLCLA AB C C B Test 3. 6 Points in a Row Steadily Increasing or Decreasingxx异常原因一般为:•轮流使用两台设备或有两个操作员工轮流操作,使得数据分层不够判异准则4连续14个点中相邻点交替上下UCLLCLA AB C C B Test 4. 14 Points in a Row Alternating Up and Downx异常原因一般为:•数据有假,计算错误;分层不够判异准则7连续15个点落在中心线两侧的C 区以内UCLLCLA AB C C B xTest 7. 15 Points in a Row in Zone C (Above and Below CL)异常原因一般为:•数据分层不够判异准则8连续8个点落在中心线两侧且无一在C 区内UCLLCLA AB C C B xTest 8. 8 Points in a Row on Both Sides of CL with None in Zone C。
SPC_8种判异准则SPC(Statistical Process Control,统计过程控制)是一种通过统计分析来监控和控制过程稳定性的方法。
在SPC中,判异准则用来判断过程是否处于控制状态,即过程是否稳定。
下面介绍SPC中常用的8种判异准则:1.点在控制界限之外:该判异准则是最常用的准则之一、该准则要求观察点的数值超出了控制限范围,即超出了正常的变异范围。
2.达到连续规则:该准则要求连续9个点落在同一侧的控制线上,即在过程的一侧出现异常。
这种异常模式可能显示出其中一种迁移或持续的趋势。
3.前后规则:该准则要求连续6个点在同一侧的控制线上,在随后的6个点中至少有4个点处于另一侧的控制线上。
这种模式可能显示出不稳定的变异。
4.背靠背规则:该准则要求连续6个点在同一侧的控制线上,并且其中至少有3个点与前面的连续6个点在同一侧。
这种模式可能表明过程正发生变化。
5.平均值规则:该准则要求连续两个样本的平均值落在中心线的同一侧,并且超出了控制限的2个标准差。
这种模式可能表示过程均值的变化。
6.趋势规则:该准则要求观察点有连续的5个点递增或递减。
这种模式可能表示着其中一种持续的变化趋势。
7.群体间隔规则:该准则要求同一样本的两个连续点间隔超过2个标准差。
这种模式可能表示出样本的变异与正常变异模式不同。
8.确认规则:当其他判异准则发出异常信号时,可以使用该准则进行确认。
该准则要求出现连续超过10个点都没有异常信号时,可以认为其他判异准则出现异常是真实的。
这些判异准则提供了一种可靠的方法来检测和判断过程是否处于控制状态。
通过使用这些准则,可以及时识别并纠正过程中的异常,保证产品质量的稳定性和一致性。
同时,SPC中还可以根据不同的需求和情况,灵活调整和应用这些判异准则,以适应不同的生产环境和过程变异特点。
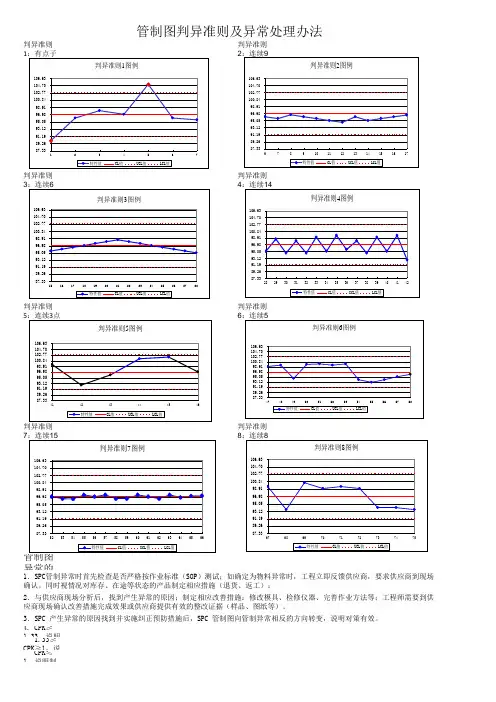
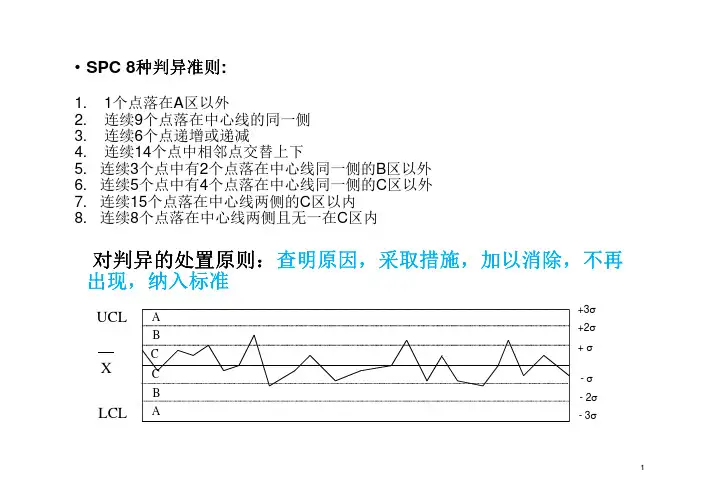
判异准则1:有点子落在界外。
判异准则2:连续9点落在中心线同一侧。
判异准则3:连续6点递增或递减。
判异准则4:连续14点相邻点上下交替。
判异准则5:连续3点中有2点落在中心线同一侧的B 区以外。
判异准则6:连续5点中有4点在中心线同一侧的C 区以外。
判异准则7:连续15点在C 区中心线上下。
判异准则8:连续8点在中心线两侧。
但无一在C 区中。
管制图异常的处理:
4. CPK≥1.33,说明制程能力较好,需继续保持; 1.33≥CPK≥1,说明制程能力一般,须改进加强; CPK≤1,说明制程能力较差,急需改进。
管制图判异准则及异常处理办法
1.SPC管制异常时首先检查是否严格按作业标准(SOP)测试;如确定为物料异常时,工程立即反馈供应商,要求供应商到现场确认。
同时视情况对库存、在途等状态的产品制定相应措施(退货、返工);
2.与供应商现场分析后,找到产生异常的原因;制定相应改善措施:修改模具、检修仪器、完善作业方法等;工程师需要到供应商现场确认改善措施完成效果或供应商提供有效的整改证据(样品、图纸等)。
3.SPC 产生异常的原因找到并实施纠正预防措施后,SPC 管制图向管制异常相反的方向转变,说明对策有效。
SPC控制图判异准则制定依据判异准则顺口溜Revised by BLUE on the afternoon of December 12,2020.SPC控制图判异准则制定依据过程控制图包含2种.一种是“分析用控制图”.另一种是“控制用控制图”。
分析用控制图,主要作以下2点用途:①所分析的过程是否为稳态:②过程能力指数是否满足要求。
这种把能力抬数满足要求称作技术稳态。
分析用控制图的调整过程即质址不断改进的过程。
控制用控制图,、”I过程达到我们所确定的“统计稳态“和技术稳态”后.才能将分析用控制图的控制线延长作为控制用控制图°这种延长的控制线相当于生产立法,便进入日常管理。
故从数埋统讣的角度來看,分析用控制图阶级就是过程参数未知阶段,而控制用控制图阶段则是过程参数已知阶段。
在由分析用控制图向控制用控图转化前,需嬰对过程判读.这时就需要用到:判稳准则和判异原则。
1)判稳准则的思路对于判井來说.“点出界就判界” O虽不百发百中,也是干发九九七中.很可靠.但在控制图上有一点未出界. 可否判稳这可能存在2种可能:①过程木來就稳定:②异常漏报c故出现一点未出界不能立即判稳。
但接连出现m(m»l)个点子未出界,则情况大不相同。
这时整个点子系列的0总要比个别点子的0小得筝,可以忽略不讣。
那么仅有一种可能.即过程稳定。
如果接连在控制界内的点子更女.即使有个别个点子偶然出界.过程仍可看作是稳态的。
这就是判稳准则的思路。
判稳准则,在点子随机排列的情况下,符合下列各原则之一就判稳:连续25个点.界外点数d=0;其概率P二al连续35个点•界外点数dWl;其概率P二a 2连续100个点,界外点数dW2;其概率P二a 3尽管在上述判稳原则下,对于出界点也应十加以排査。
用概率统计如下•假设过程正常:P (连续35 点,dWl) = ( ) 35 ( ) 0+ ( ) 31 ( ) 1= =a2故,P (连续35 点,d>l) = 1 - = =a2同理,al = : a2 = : a3 = •可见al与a2和a 3明显不相称。

S P C控制图判异准则制定依据判异准则顺口溜精选文档TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-SPC控制图判异准则制定依据过程控制图包含2种,一种是“分析用控制图”,另一种是“控制用控制图”。
分析用控制图,主要作以下2点用途:①所分析的过程是否为稳态;②过程能力指数是否满足要求。
这种把能力指数满足要求称作技术稳态。
分析用控制图的调整过程即质量不断改进的过程。
控制用控制图,当过程达到我们所确定的“统计稳态“和技术稳态”后,才能将分析用控制图的控制线延长作为控制用控制图。
这种延长的控制线相当于生产立法,便进入日常管理。
故从数理统计的角度来看,分析用控制图阶级就是过程参数未知阶段,而控制用控制图阶段则是过程参数已知阶段。
在由分析用控制图向控制用控图转化前,需要对过程判读,这时就需要用到:判稳准则和判异原则。
1)判稳准则的思路对于判异来说,“点出界就判异”。
虽不百发百中,也是千发九九七中,很可靠,但在控制图上有一点未出界,可否判稳?这可能存在2种可能:①过程本来就稳定;②异常漏报。
故出现一点未出界不能立即判稳。
但接连出现m (m>>1)个点子未出界,则情况大不相同。
这时整个点子系列的β总=βm要比个别点子的β小得多,可以忽略不计。
那么仅有一种可能,即过程稳定。
如果接连在控制界内的点子更多,即使有个别个点子偶然出界,过程仍可看作是稳态的。
这就是判稳准则的思路。
判稳准则,在点子随机排列的情况下,符合下列各原则之一就判稳:连续25个点,界外点数d=0;其概率P = α1连续35个点,界外点数d≤1; 其概率P = α2连续100个点,界外点数d≤2; 其概率P = α3尽管在上述判稳原则下,对于出界点也应当加以排查。
用概率统计如下,假设过程正常:P(连续35点,d≤1)=(0.9973)35(0.0027)0+(0.9973)34(0.0027)1= 0.9959 =α2故, P(连续35点,d>1)= 1 - 0.9959 = 0.0041 =α2同理,α1 = 0.0654;α2 = 0.0041;α3 = 0.0026,可见α1 与α2 和α3明显不相称。
spc控制图判定准则准则编辑稳态是生产过程追求的目标。
那么如何用控制图判断过程是否处于稳态?为此,需要制定判断稳态的准则。
判稳准则:在点子随机排列的情况下,符合下列各点之一就认为过程处于稳态:(1)连续25个点子都在控制界限内;(2)连续35个点子至多1个点子落在控制界限外;(3)连续100个点子至多2个点子落在控制界限外。
在讨论控制图原理时,已经知道点子出界就判断异常,这是判断异常的最基本的一条准则。
为了增加控制图使用者的信心,即使对于在控制界限内的点子也要观察其排列是否随机。
若界内点排列非随机,则判断异常。
判断异常的准则:符合下列各点之一就认为过程存在异常因素:(1)点子在控制界限外或恰在控制界限上;(2)控制界限内的点子排列不随机;(3)链:连续链,连续9点排列在中心线之下或之上;间断链,大多数点在一侧(4)多数点屡屡靠近控制界限(在2一3倍的标准差区域内出现)连续3个点至少有2点接近控制界限。
连续7个点至少有3点接近控制界限。
连续10个点至少有4点接近控制界限。
(5)倾向性(连续不少于6点有上升或下降的倾向)与周期性。
(6)连续14点中相邻点交替上下。
(7)点子集中在中心线附近。
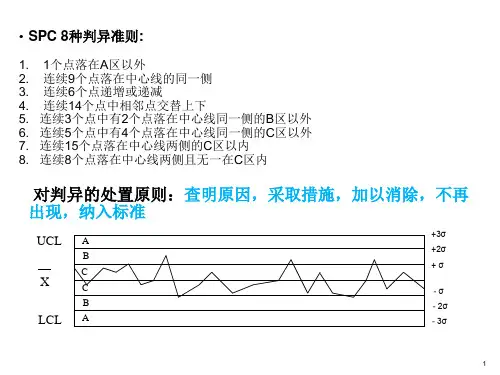
(原因:数据不真实;数据分层不当)为了方便记忆,下面总结了控制图判异的八个准则:准则1:1个点子落在A区以外(点子越出控制界限)准则2:连续9点落在中心线同一侧准则3:连续6点递增或递减准则4:连续14点中相邻点子总是上下交替准则5:连续3点中有2点落在中心线同一侧B区以外准则6:连续5点中有4点子落在中心线同一侧C区以外准则7:连续15点落在中心线同两侧C区之内准则8:连续8点落在中心线两侧且无1点在C区中。
SPC判异准则及异常处理方法SPC(Statistical Process Control,统计过程控制)是一种统计学方法,用于监控和控制生产过程中的变异性。
SPC判异准则及异常处理方法是在SPC中根据统计原理和实践经验,通过判断变异性的大小和特征,对生产过程中的异常情况进行识别和处理的一组准则和方法。
以下是关于SPC判异准则及异常处理方法的详细解释。
1.单点超过控制限:当其中一数据点超过了控制限(如平均值+-3倍标准差),则判定该点为异常点,需要进行进一步的调查和分析。
2.连续点在控制限同一侧:当连续9个数据点(或更多)在控制限的同一侧,即连续的点都在控制限的上方或下方,也被视为异常情况。
3.连续点递增或递减:当连续6个数据点(或更多)趋势性递增或递减,即连续的点呈现上升或下降趋势,也被判定为异常情况。
异常处理方法:1.确认异常情况:当SPC中的判异准则检测到异常情况时,首先需要进行确认。
确认的过程包括检查数据是否正确记录、仪器是否正常运行以及可能的人为误操作等方面。
确保数据的准确性和可靠性。
2.分析异常原因:在确认异常情况后,需要进行进一步的分析,找出异常的原因。
可以通过对异常数据点进行回溯追踪,了解数据采集和处理的过程,找出是否有不符合要求的环节。
也可以进行因果分析,通过探讨可能的原因和影响因素,找到导致异常情况的主要因素。
3.处理异常问题:根据分析结果,采取相应的措施来处理异常问题。
可以通过修复或调整设备,改进操作流程,培训操作人员等方式来减少异常情况的发生。
同时,还可以根据SPC方法的统计结果,进行数据的加权处理,降低异常数据点对整体变异性的影响。
4.不断改进:异常处理过后,应对整个过程进行总结和反思,总结异常情况的原因和处理方法的有效性,并将其纳入到改进措施中。
持续改进是SPC方法的核心理念之一,通过不断改进过程和系统,提高生产质量和效率。
除了上述的判异准则和异常处理方法外,还有其他的SPC判异准则和异常处理方法,例如:典型模式判异、自相关及偏自相关判异、均值偏移判异等等。
SPC八大判异准则/三大判稳原则(一)、控制图八大判异准则提练:①、1界外:1点落在A区以外。
②、2/3A(连续3点中有2点在中心线同一侧的B区外(即A区内)。
③、4/5C(连续5点中有4点在中心线同一侧的C区以外。
④、6连串(连续6点递增或递减,即连成一串。
⑤、8缺C(连续8点在中心线两侧,但没有一点在C区中。
⑥、9单侧(连续9点落在中心线同一侧。
⑦、14交替(连续14点相邻点上下交替。
⑧、15全C:连续15点在C区中心线上下,即全部在C区内。
解说:23456,AC连串串(连增或连减);---2/3、4/5、6分别对应A、C、连串串;即2/3A;4/5C;6连串。
81514,缺C全C交替转---8、15、14分别对应缺C、全C、交替转;即8缺C;15全C;14上下交替。
9单侧,一点在外---9点在同一侧;一点出A区外。
口决:23456,AC连串串;81 514,缺C全C交替转;9单侧,一点在外。
(二)、控制图的判稳原则:①、连续25点在控制线内;②、连续35点最多有一点出界;③、连续100点最多有两点出界。
满足上面任意一点都可以判定为稳态。
工程技术部工艺模块目前主要负责项目如下:1、新品开发过程中样机制作配合,新品试制跟踪总结。
2、新工艺引进验证、效率提升,配合技术部门进行4M变更,提高电机工厂的生产效率。
3、核心工艺人员参与电机工厂设备、模具技改工作。
4、降本项目的推进与跟踪。
5、日常工艺文件编制更新,电机工厂工艺纪律检查及工艺质量的整体把控。
6、员工日常的工艺质量培训工作7、车间提交的工艺难点问题解决。
质量隐患的排查、判定及跟踪。
、车间提交的工艺难点 问题解决。
质量隐患的排查、判定及跟踪。
、变频电机检测失效的攻关8、变频电机检测失效的攻关目前存在的难点:在电机工厂现有规模的情况下,工程技术模块还缺乏1-2名弱电和控制方向的人员。
向的人员。
1-2名设备模具的方向型人才。
在现有电机工厂核心工艺人员逐步成长的情况下,应该在不久的将来久的将来足以承担电机工厂的发展需求。
SPC判异规则范文SPC(Statistical Process Control,统计过程控制)是一种管理和监控过程稳定性的质量管理方法。
SPC判异规则是用来识别过程中出现异常或超出控制限的模式或点。
这些规则可帮助管理者及时发现和纠正过程中的问题,确保产品质量符合标准要求。
以下是常见的SPC判异规则。
1. 单点超出控制限规则(One-point beyond control limits rule)这是最简单的判异规则,当一个点超出控制限时,即可认为过程出现异常。
此判异规则适用于稳定性较高的过程。
但需要注意的是,有时候一个点的超出可能是由于随机因素导致的,因此需要进一步确认。
2. 连续点落在同一侧规则(Runs beyond limits rule)连续点落在同一侧超出控制限,可能表明过程中存在系统性的偏移或变化。
这种情况下,应该检查系统是否需要进行调整或改进。
3. 趋势规则(Trends rule)趋势规则用于检测过程中的递增或递减趋势。
当连续的点呈现递增或递减的趋势时,即使点本身没有超出控制限,也应该引起关注。
此时可能需要对过程进行调整或修复。
4. 非随机分布规则(Non-random pattern rule)当点的分布不随机时,即存在特殊的模式,可能表明过程中存在系统性的偏离。
例如,在控制图中出现串珠、波浪、周期性等模式,都可能表明过程中存在问题。
5. 突变规则(Shifts rule)突变规则用于检测过程中的突然变化。
当连续的点突然出现跳跃或突变时,可能表明过程发生了突发事件或变化。
突变的原因可能是由于设备故障、材料变化或操作员失误等。
6. 相关性规则(Lack of correlation rule)相关性规则用于检测不同变量之间的相关性是否符合预期。
当两个或多个变量之间的相关性不符合以往的经验或理论预期时,可能表明存在未知的因素影响了过程。
以上是常见的SPC判异规则,这些规则可以根据具体的过程和需求进行调整和定制。
SPC判异判稳
(一)、控制图八大判异准则提练:
①、2/3A(连续3点中有2点在中心线同一侧的B区外<即A区内>)
②、4/5C(连续5点中有4点在中心线同一侧的C区以外)
③、6连串(连续6点递增或递减,即连成一串)
④、8缺C(连续8点在中心线两侧,但没有一点在C区中)
⑤、9单侧(连续9点落在中心线同一侧)
⑥、14交替(连续14点相邻点上下交替)
⑦、15全C(连续15点在C区中心线上下,即全部在C区内)
⑧、1界外(1点落在A区以外)
口决:
23456,AC连串串;
81514,缺C全C交替转;
9单侧,1点在外。
(二)、控制图的判稳原则:
1.连续25点在控制线内;
2.连续35点最多有一点出界;
3.连续100点最多有两点出界。
满足上面任意一点都可以判定为稳态。