氧压机使用说明书.
- 格式:doc
- 大小:353.00 KB
- 文档页数:16
氧压机操作规程
氧压机操作规程
为了保障工作人员和设备安全,保证产品质量,严格控制氧气使用风险,特制定此氧压机操作规程。
一、操作前准备
1.全面检查设备各组部件是否齐全,各种接口、管线、电气设备或控制按钮是否正常。
2.确定氧气瓶是否充足,水杯内水是否充足。
3.工作人员需戴上适合的护具,包括耳塞、手套、防护眼镜、口罩等。
4.检查工作区域是否同时存在开火源和高压氧气管道等危险因素。
二、氧压机开机:
1.通电检查电流表是否正常,在确认没有故障后按下电源开关。
2.将氧气瓶和水杯接通管道,并将瓶阀缓慢打开放气,排除管线内气体。
3.开启氧气压力表能显示氧压机供氧状态,当压力表指针稳定在工作压力时,开启转子发动机,观察机器状态是否正常。
三、加工生产:
1.按需求打开加工设备,通入工件。
2.氧气瓶逐渐放气,将水在水杯中分解成氢气和氧气开始加压运转。
3.监控加工设备运转情况,发现异常立即停机检查,所有工作人员不得离开岗位。
四、加工结束:
1.关闭加工设备。
2.关闭氧气瓶,停止加压。
3.关闭氧压机电源,并拆除尾气管道接头。
4.环顾四周,确认设备完好无损,关闭空调及照明设备,锁好门窗,离开工作区域。
以上为氧压机操作规程,工作人员必须熟知本规程并遵守操作流程。
如有违反规程且造成不良后果,责任须由操作人员承担。
同时,为保障工作安全,必须定期进行安全检查和设备维护保养,确保设备安全、可靠、高效运行。
目录1、一般安全要求: (2)2、主要技术规格 (4)3、结构概述、工作原理及用途 (5)4、主要部件的结构说明 (6)5、存放与保管 (7)6、安装 (8)7、启封和组装 (9)8、运转前的准备工作 (11)9、压缩机的日常操作 (13)10、日常维护和检修 (14)11、封存 (16)资料来源编制校对标准化提出部门审定标记处数更改文件号签名日期批准文号批准1、一般安全要求:1.1 通用安全要求压缩机的操作人员必须经过正式培训,在熟知压缩机的结构、原理和说明书以及正确掌握操作方法和安全防范措施的基础上方能上岗操作。
在没有认真进行安全检查的情况下,不可轻易启动压缩机。
任何违反安全规程的操作都可能导致设备的损坏或危及人身安全。
在改动压缩机系统的任何部位前,应事先与制造厂家的设计部门取得联系。
1.2 受压部件安全要求压缩机气路系统中的缓冲罐、中间冷却器、气液分离器及贮气罐等均为受压部件,凡属压力容器的,用户在安装之前,应与当地劳动部门取得联系,并接受监察。
安全阀及安全附件应妥善维护和定期校验。
严禁压缩机系统超温、超压运行。
当压缩机处于运行中或系统内存有压力时,不得紧固螺栓或拆卸受压零部件(包括曲轴箱堵、盖)1.3 防火与防爆要求对于压缩易燃易爆或有毒气体的压缩机,其安装、使用和操作应符合有关规定。
在通入易燃易爆气体之前必须先用氮气或惰性气体将压缩机系统中的空气置换干净。
站房内应有防止有害气体泄漏后聚积的措施。
气路系统中对外排放口(安全阀的释放口、冷却器的排污口等)应加接导管,引到室外的安全地带放空或集气回收。
电器设备应符合压缩介质所需的防爆等级要求。
1.4 润滑油要求压缩机应使用制造厂家指定的牌号的润滑油,其质量要求应符合标准规定,不同型号的润滑油不得混用。
润滑油应定期更换。
1.5 冷却水要求冷却水应保持清洁,以防水道结垢。
冷却水的水质要求为:1.5.1 有机的和机械的杂质和悬浮物应小于100mg/L,含油量小于5mg/L;1.5.2 接近于中性,即PH值6.5~9;1.5.3具有热稳定性,暂时硬度小于10°(注:硬度1°相当于1L水中,含有10mg的CaO或19mg的MgO)若水质未达到上述要求,应进行过滤和净化。
0103设置调速器参数04恢复出厂参数设定利用电调上的SET按键进行参数设置1利用LED参数编程设定卡进行参数设置2设定油门行程23) 刹车时,红色LED恒亮;当油门处于反向最大且最大刹车力度设为100%时,绿色LED也会点亮。
4) 倒车时,红色LED恒亮;当油门处于反向最大且最大倒车力度设为100%时,绿色 LED 也会点亮。
06故障快速处理在油门摇杆处于中立点位置的任意时刻(除进行油门校调或编程设定时),连续按住SET键3秒以上,可恢复出厂设定。
红绿灯同时闪烁时表示恢复设定成功,出厂设定需重新上电方可生效。
10BL60 / 10BL120 Sensored车用无刷电子调速器使用说明书05编程项目说明1. 运行模式(Running Mode):“正转带刹车”模式下,车辆仅能前进和刹车,但不能倒车,该模式通常用于竞赛;“正反转带刹车”模式则提供了倒车功能,通常用于训练。
“正反转带刹车”模式采用双击式倒车方式,即油门 摇杆在第一次从中点区域推至反向区域时,电机只是刹车,不会产生倒车动作;当油门摇杆快速回到中立点区域并第二次推至反向区域时,如果此时电机已停止,则产生倒车动作,如果电机未停止,则不会倒车,仍是刹车,需要 再次将油门回到中点并推向反向区,此时如果电机已经停止才会倒车,这样做的目的是防止车辆行驶过程中因多次点刹而造成误倒车。
“直接正反转”模式采用单击式倒车方式,即油门摇杆从中点区域推至反向区域时,电机立即 产生倒车动作,该模式一般用于攀岩车等特种车辆。
2. 拖刹(Drag Brake)力度: 拖刹是指当油门摇杆从正向区域转入中点区域内时,对电机产生一个微量的刹车力,这样做可以模拟有刷电机的碳刷对电机转子的阻力,适合减速入弯等场合。
(值得注意的是,拖刹会消耗比较多的电量,选择合适的拖刹力度即可)。
3. 电池低压保护阈值(Low Voltage Cut-Off): 这项功能主要是防止锂电池过度放电而造成不可恢复的损坏。
精品文档,你值得期待ZW-25/30型氧气压缩机使用维护说明书0355.SY编制:校对:审核:苏州制氧机有限责任公司二○○八年八月目录一、主要技术规范 (3)二、氧压机简述 (3)三、氧压机的安装要求 (5)四、氧压机的试运转 (8)五、氧压机的正常操作 (9)六、氧压机可能发生的故障及其排除 (10)七、氧压机的检修 (12)八、氧压机的密封和启封 (12)九、交货技术条件 (13)在机器安装以前, 凡与氧气接触的零件表面和管道内部角落, 均应严格去油!一、主要技术规范(一)型式:立式、三列、三级、双作用、气缸无油润滑、水冷式。
(二)排气量:1500m3/h(吸入状态)(三)吸入介质状态:1、介质:干燥氧气2、进气压力:10kPa(G)3、进气温度:20℃(四)最终压力:3.0MPa(G)(五)末级冷却器后气体温度:≤40℃(六)冷却水进口温度:≤32℃(七)气缸直径:一级Ф470mm二级Ф275mm三级Ф165mm(八)活塞行程:220mm(九)曲轴旋转方向:从油泵端看为逆时针方向(十)传动方式:用刚性联轴器与电机直接联接(十一)轴功率:270kW(设计工况)(十二)总重量:22500kg(最大件重量4400kg)(十三)配用电动机:三相异步电动机1.型号:Y500-12型2.功率:315kW3.电压:380kV5.频率:50Hz6.转速:495r/min(十四)冷却水压力:~0.35MPa(表压)(十五)冷却水耗量:48t/h(十六)润滑油循环量:55L/min(一次灌注量300L)N68机械油(十七)齿轮油泵电机功率1.5kW(十八)真空泵电机功率0.55kW二、氧压机简述本机主要由曲轴箱、机身、曲轴、连杆、十字头、气缸、活塞、活门、密封器、气体冷却器、齿轮油泵、油冷却器、氧气过滤器、油过滤器、止回阀门、缓冲器、油蒸汽抽吸系统、氧压机启动柜及仪表柜、电动机等部件组成。
曲轴箱和机身在曲轴中心线处,上下对合构成机座。
共10 页第 1 页YY5201. SMZW-84/30型氧气压缩机使用说明书YY5201 SM开封黄河空分集团有限公司二〇〇八年元月本机各气缸均为铸铁气缸,由缸体、缸头、阀罩和阀盖等零件组成。
气阀配制在缸体侧面,缸体和缸头上有冷却水套,冷却气缸、气阀和填函。
4.7活塞本机各级活塞体均由铝合金制成。
活塞杆材料为不锈钢,表面经高频淬火,具有高耐磨性能,活塞杆与十字头螺纹联接,转动活塞杆即可调整活塞上下死隙。
导向环和活塞环材料均为填充聚四氟乙烯,具有良好的自润滑及耐磨性能。
导向环整体热套在活塞体上,克服了缺口环承受背压的缺点,并能保证在正常运转中不松动,从而控制了环与气缸间合适的工作间隙,因而大大延长了导向环和活塞环的使用寿命,同时还提高了压缩机的容积效率和绝热效率。
活塞环采用斜切口,漏损较小,安装时注意各环开口应错开一定角度。
由于聚四氟乙烯塑料热膨胀系数大,装配时应特别注意活塞环与环槽之间的间隙应在图纸规定的范围之内,过小的侧隙会使活塞环在运动时受热膨胀而卡死在槽内,从而迅速发热损坏。
4.8填函各级填函结构相同,由七盒组成。
每盒均由不锈钢密封盒、装在盒内的三、六瓣密封圈、阻流圈和紧箍在密封圈外缘的弹簧组成。
各填料盒、填函座和填料压盖用两个M8的螺钉联接在一起,然后再整体固定到气缸上,这样便于安装和拆卸。
安装填函时应该注意:a.彻底除净各密封圈毛刺,并用四氯化碳清洗干净。
b. 将密封圈套在Φ73h6圆柱上(或活塞杆上)作轴向漏光检查,除切口处外,各贴合面均不应漏光,否则不予采用(允许小修)。
c. 同一密封盒内,三瓣密封圈应装在靠近气缸一侧。
4.9刮油器刮油器主要由刮油器体、刮油环、弹簧、压盖等零件组成。
刮油环用弹簧箍住,从而使之抱紧活塞杆。
使用前,刮油环需进行刮研,保证与活塞杆很好贴合,以刮净活塞杆上沾附的润滑油,防止润滑油进入填函和气缸中。
装拆刮油环时应注意:a. 刮油环应彻底清除毛刺,但刃口应保持尖锐,装拆时应注意切勿碰伤,以免影响刮油效果。
ZW-84/30型氧气压缩机使用说明书YY5201 SM开封黄河空分集团有限公司二〇〇八年元月目次1 概述 ------------------------------------------------------------------------------------------ 32 主要性能参数 ------------------------------------------------------------------------------ 33 各系统说明 --------------------------------------------------------------------------------- 44 主机主要部件和机组辅助设备说明 --------------------------------------------------- 55 压缩机的主要装配间隙表 --------------------------------------------------------------- 86 压缩机正常开车时的运转参数表 ------------------------------------------------------ 87 压缩机主要零部件、备件和专用工具清单 ------------------------------------------ 91概述ZW-84/30型氧气压缩机为立式、四级四列、双作用、水冷却、无润滑、活塞式氧气压缩机。
可用于大中型空分设备和石油化工等其它工业部门。
该机主要特点为:a. 结构紧凑、占地面积小、重量轻。
b. 动力平衡性好、运转平稳可靠。
c. 振动和噪音小。
d. 运转经济性好。
e. 导向环、活塞环、填料磨损均匀、寿命长。
f.外形美观。
2主要参数3各系统说明请参阅YY5201 LC流程图。
3.1气体系统低压氧气,经吸入滤清器过滤,再经各级压缩及冷却后,送往各使用单位。
文件编号:GD/FS-2926(操作规程范本系列)氧压机安全操作规程详细版The Daily Operation Mode, It Includes All The Implementation Items, And Acts To Regulate Individual Actions, Regulate Or Limit All Their Behaviors, And Finally Simplify ManagementProcess.编辑:_________________单位:_________________日期:_________________氧压机安全操作规程详细版提示语:本操作规程文件适合使用于日常的规则或运作模式中,包含所有的执行事项,并作用于规范个体行动,规范或限制其所有行为,最终实现简化管理过程,提高管理效率。
,文档所展示内容即为所得,可在下载完成后直接进行编辑。
一、氧压机中,凡与压缩机氧气接触的零部件装入前必须严格脱脂去油。
用四氯化碳清洗干挣,以免发生燃爆。
二、氧压机修理人员在更换或修理与压缩氧气相接触的零部件时.必须先将手洗千净,工作台和备件柜等也必须保持清洁无油。
三、润滑水量不可过小或断水,以免气缸温度急剧上升,在高压氧气流下引起燃爆气缸和冷却器的冷却水量必须充足。
四、各级压力变化不正常时,应及时更换或修理有关阀门,避免气缸温度持续上升。
五、注意中间座上、下密封函的工作情况,如密封情况不好,可及时更换填料口以免机油由活塞杆上升带入氧压机气缸。
可在这里输入个人/品牌名/地点Personal / Brand Name / Location Can Be Entered Here。
氧压机说明书
一、产品概述
氧压机是一种用于将空气中的氧气进行压缩储存的设备,主要用于医疗、实验室和工业领域。
本说明书将为您详细介绍氧压机的使用方法、注意事项及维护保养等内容。
二、产品特点
1. 高压氧气输出:氧压机具备高压输出的能力,可将空气中的氧气高效压缩,满足不同领域的应用需求。
2. 稳定性强:氧压机采用先进的压力控制技术,确保输出氧气的稳定性和精准度,使用户能够享受到可靠的氧气供应。
3. 操作简便:氧压机配备直观的操作面板和简单的控制按钮,用户只需简单的操作即可实现氧压机的启停和压力调整等功能。
4. 安全可靠:氧压机具备多项安全保护功能,如过载保护、过压保护和过热保护等,确保用户在使用过程中的安全。
三、使用方法
1. 首先,将氧压机放置在平稳的地面上,并确保周围空气流通良好。
2. 连接氧气供应管道。
将一端连接到氧气源,另一端连接到氧压机的进气口。
3. 打开氧压机的电源开关,并调整压力控制旋钮,使其适应您所需的氧气输出压力。
4. 等待氧压机自动启动,当达到设定压力后,进气自动停止。
此时,您可以通过出气口连接所需的氧气设备或储存罐。
四、注意事项
1. 严禁在氧压机周围进行明火操作,以免引发火灾或爆炸。
2. 长时间使用氧压机时,请确保设备处于通风良好的环境中,并及时清除设备附近的杂物,防止堵塞散热孔。
3. 在氧压机运行期间,定期检查进气口和出气口是否有堵塞情况,如发现堵塞,请及时清理。
4. 定期检查氧压机的压力表和控制面板是否正常工作,如出现故障,请联系售后服务。
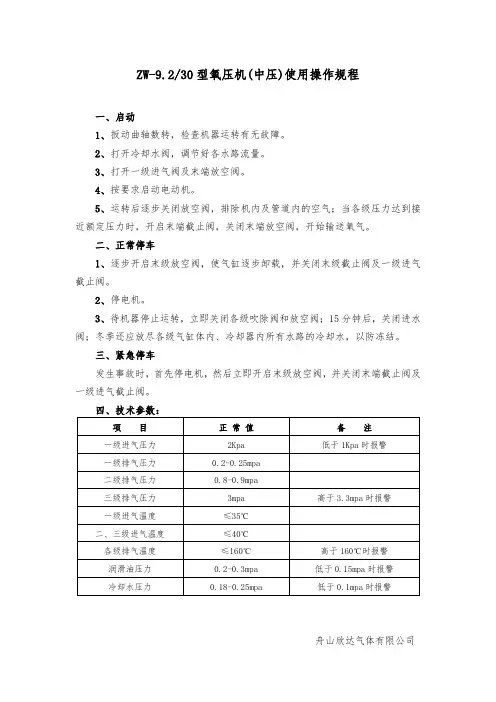
ZW-9.2/30型氧压机(中压)使用操作规程
一、启动
1、扳动曲轴数转,检查机器运转有无故障。
2、打开冷却水阀,调节好各水路流量。
3、打开一级进气阀及末端放空阀。
4、按要求启动电动机。
5、运转后逐步关闭放空阀,排除机内及管道内的空气;当各级压力达到接近额定压力时,开启末端截止阀,关闭末端放空阀,开始输送氧气。
二、正常停车
1、逐步开启末级放空阀,使气缸逐步卸载,并关闭末级截止阀及一级进气截止阀。
2、停电机。
3、待机器停止运转,立即关闭各级吹除阀和放空阀;15分钟后,关闭进水阀;冬季还应放尽各级气缸体内、冷却器内所有水路的冷却水,以防冻结。
三、紧急停车
发生事故时,首先停电机,然后立即开启末级放空阀,并关闭末端截止阀及一级进气截止阀。
四、技术参数:
项目正常值备注
一级进气压力2Kpa 低于1Kpa时报警
一级排气压力0.2-0.25mpa
二级排气压力0.8-0.9mpa
三级排气压力3mpa 高于3.3mpa时报警
一级进气温度≤35℃
二、三级进气温度≤40℃
各级排气温度≤160℃高于160℃时报警
润滑油压力0.2-0.3mpa 低于0.15mpa时报警
冷却水压力0.18-0.25mpa 低于0.1mpa时报警
舟山欣达气体有限公司。
精品文档,你值得期待ZW-25/30型氧气压缩机使用维护说明书0355.SY编制:校对:审核:苏州制氧机有限责任公司二○○八年八月目录一、主要技术规范 (3)二、氧压机简述 (3)三、氧压机的安装要求 (5)四、氧压机的试运转 (8)五、氧压机的正常操作 (9)六、氧压机可能发生的故障及其排除 (10)七、氧压机的检修 (12)八、氧压机的密封和启封 (12)九、交货技术条件 (13)在机器安装以前, 凡与氧气接触的零件表面和管道内部角落, 均应严格去油!一、主要技术规范(一)型式:立式、三列、三级、双作用、气缸无油润滑、水冷式。
(二)排气量:1500m3/h(吸入状态)(三)吸入介质状态:1、介质:干燥氧气2、进气压力:10kPa(G)3、进气温度:20℃(四)最终压力:3.0MPa(G)(五)末级冷却器后气体温度:≤40℃(六)冷却水进口温度:≤32℃(七)气缸直径:一级Ф470mm二级Ф275mm三级Ф165mm(八)活塞行程:220mm(九)曲轴旋转方向:从油泵端看为逆时针方向(十)传动方式:用刚性联轴器与电机直接联接(十一)轴功率:270kW(设计工况)(十二)总重量:22500kg(最大件重量4400kg)(十三)配用电动机:三相异步电动机1.型号:Y500-12型2.功率:315kW3.电压:380kV5.频率:50Hz6.转速:495r/min(十四)冷却水压力:~0.35MPa(表压)(十五)冷却水耗量:48t/h(十六)润滑油循环量:55L/min(一次灌注量300L)N68机械油(十七)齿轮油泵电机功率1.5kW(十八)真空泵电机功率0.55kW二、氧压机简述本机主要由曲轴箱、机身、曲轴、连杆、十字头、气缸、活塞、活门、密封器、气体冷却器、齿轮油泵、油冷却器、氧气过滤器、油过滤器、止回阀门、缓冲器、油蒸汽抽吸系统、氧压机启动柜及仪表柜、电动机等部件组成。
曲轴箱和机身在曲轴中心线处,上下对合构成机座。
ZW-3.3/165 型氧气压缩机使用维护说明书目录一、主要技术规范二、压缩机概述三、压缩机的安装要求四、压缩机的试运转五、压缩机的正常运转操作六、压缩机可能发生的故障及其消除七、压缩机的检修八、压缩机的启封、主要技术规范型号:ZW-3.3/165 型型式:立式、三列、五级压缩、气缸无润滑、水冷式排气量:200m3/h (吸入状态)介质:干燥氧气吸入工况:压力102KPa(绝压)温度< 30 r排出工况:压力16.5MPa冷却水:进水温度v 30 r流量〜7t/h行程:180 mm转速:255r/min气缸直径:一级255m二级225m三级145m四级80m五级48m轴功率:52KW旋转方向:从飞轮端看为逆时针方向传动方向:电动机-- 三角皮带传动配用电机:型号Y208M-6功率55KW转速980r/min电压380V频率50Hz润滑油:规格L-AN68机械油(GB/T443-89)一次充灌量180L进气管径:①108X 4排气管径:①28 X 3 冷却水进水管管径:G3" 冷却水出水管管径:G4"机组总重量:〜5848Kg二、压缩机概述:本机主要由机身、曲轴、连杆、十字头、刮油器、齿轮油泵、气缸、活塞、气阀、冷却器、以及电动机等部件组成。
机身和曲轴箱沿曲轴中心线水平分开,并用圆锥销来定位,曲轴支承在四个滑动轴承上,曲轴轴衬由两半组成,安装在曲轴箱上,内有巴氏合金轴衬,上轴承盖压紧要轴承上,利用垫片可调节曲轴主轴颈与轴衬间的间隙。
曲轴箱上装有油面计,以观察箱内贮油量,后部有放油管,以排放旧润滑油。
机身前后有装卸孔,以便装卸十字头、连杆,拧紧连杆螺钉,十字头销及调整连杆轴承间隙,装卸孔上有盖板盖严。
曲轴的三个曲拐颈按120°等分,四个主轴颈作为支承点,并以一级与三级之间的中间轴承固定了曲轴的轴向移动,飞轮安装于曲轴的动力传递端以传递动力。
传动方式采用三角皮带传动,而主机的大皮带轮外圆设计为平面的,以与三角皮带的底面接触传动,其目的是减轻三角皮带的二侧面传动磨损,以延长三角皮带的使用寿命。
Models 6-225, 6-425, 6-250, 6-450,6-275, 6-475, 6-650, and 6-850Air Hydraulic PressesWARNING LABELSTo the left is the safety Alert symbol. When you see these safety alert symbols on your press, Array be alert to the potential for personal injury.Follow recommended precautions and safe operating practices.SETTING UP THE PRESS FOR OPERATIONFor shipping convenience, some of the parts are not assembled. Assemble these parts in the following order:1. Bolt the base angles to uprights using four bolts and nuts, which are provided. Make sure baseangles are against stops on uprights.NOTE: The press should set on a level floor with the base angles touching the floor at allpoints. Use shims where necessary.2. Connect airline into street elbow (Item No. 136) at right hand side of control block.NOTE: Avoid restrictions in air supply line to insure ample air-to-air motor. To ensuremaximum performance the air supply line should be ½” pipe line if the distance from thecompressor to press is 0-30 feet, ¾” line 30-60 feet, and 1” if greater than 60 feet.NOTE: AIR MUST BE MOISTURE FREE. WATER IN AIR LINE WILL CORRODE THIS PRESSBEYOND REPAIR.3. Oil Requirements: Fill reservoir with Mobil DTE 24 or equivalent oil thru pipeline in back of press atpipe coupling by removing pipe plug. NOTE: Make sure the air-source is removed from thereservoir prior to removal of plug. Oil level may be checked (with ram up) by removing thepipe plug on the right side of reservoir near the front. Replace plug before operating the press.Model 6-225 & 6-425 25-ton presses use 6 quartsModel 6-250 & 6-450 50-ton presses use 8 quartsModel 6-275 & 6-475 75-ton presses use 10 quartsModel 6-650 & 6-850 150-ton presses use 20 quarts.4. Attach nose piece to ram by inserting shank into ram and tightening the set screw.5. CAUTION! Place the hoist crank on the lift drum shaft. Turn the hoist crank to relievethe pressure on the table pins. Keeping tension on the hoist crank, remove the table pins one at a time. After removing the tables pins, turn the crank running the table channels from top to bottom. Check to make sure the cable is tracking correctly. The cable should be on each ofthe two upper pulleys and should track back and forth on the cable drum. Always place tablepins under the table channels before releasing the hoist crank when positioning the tablechannels for cable tracking, servicing, or set-up for desired work opening. If a trackingproblem exists, contact the Dake factory for instructions. Be sure all table pins are fullyinserted in place before applying pressure. Always remove or release pressure on the cablebefore pressure is applied.Optional EquipmentRemote relief valve- part number 713510.OPERATIONSWARNING: DO NOT OVERSTROKE THE RAM. Overstroking will cause premature seal failure. Models 6-225, 6-425, 6-250, 6-275 and 6-475 have a 10-inch stroke. Models 6-650 and 6-850 have a 16-inch stroke.The press has been completely tested at the factory and after setting up according to instructions above, the press is ready for operation. However, it is necessary for the operator to acquaint themselves with the controls.1. Three screws (item 109) are used to lock the workhead in the desired position along headchannels.2. The handcrank (item 19) is provided to raise or lower the table channels to the proper work height.When desired height is obtained insert the table pins. Models 6-225, 6-425, 6-250 and 6-450 use 2pins on each side (4 total) and Models 6-275, 6-475, 6-650 and 6-850 use 3 pins on each side (6total). NOTE: Be sure ALL table pins are in place an in as far as they can go before pressureis applied. Be sure to slack off on the cable before pressure is applied. (Refer to point 5under SETTING UPS THE PRESS FOR OPERATION)3. The handle on the left side of the control block (item 76) opens and closes the ball valve, whichreleases pressure on the ram. This valve should be kept firmly closed and opened only when it isdesired to return the ram to its up position.4. The two table plates and two V-blocks are used for supporting the work in process.5. The control knob (item 103) on the right side of the panel regulates the speed of ram travel. Theknob will return to the off position when released.6. The relief valve (item 90) has been set at factory to open at maximum tonnage of press. The valvecan be adjusted by removing hex nut located on top of the valve block at the right front of reservoirand turning the adjusting screw to the left for a lower setting. WARNING: Never exceed ratedtonnage of press.MAINTENANCECAUTION: When disconnecting any parts of this machine be extremely careful that all parts are clean to prevent entrance of dirt in the hydraulic system.1. If press loses Pressure:a. Check all tubing joints for leaks and tighten the tube nuts.b. Leakage past release valve (Item 72). Drain the reservoir, and remove packing nut (Item75),valve rod (Item 73), and ball valve (Item 72). Clean out valve seat and reseat ball valve usingbrass rod as a drift striking sharply with a hammer. Reassemble valve rod, packing and packingnut. Refill reservoir with appropriate oil amount.c. Leakage past eductor inlet check ball (Item 69). Drain reservoir, remove large pipe plug (Item71), valve seat (Item 70), and check ball (Item 69). Clean and inspect seat. Reseat ball on seator replace seat with a new one if necessary. Reassemble with ball above the seat tighteningplugs securely.d. Worn cup leather (Serial No < 192522) or T-ring seal (Serial No > 192523). If none of theprevious conditions seem to have been the cause of the trouble, the cup leather or T-ring sealmay be worn out or damaged. To inspect this it is necessary to drain the oil and remove theworkhead from the press frame. Remove tube assembly (Item 144). Set 2 4x4 blocks on thetable then raise table channels with the block up to the bottom of the reservoir applying pressureto the reservoir. Remove roller brackets from the reservoir and lower workhead using the table.WARNING: Be sure that stroke indicator rod support (item 61) is installed in the side ofthe piston. If not, Insert ½”-13 stud or capscrew in tapped hole in piston. This will holdcylinder off piston. The piston leather or T-ring seal can now be inspected and replaced ifnecessary. Press may be reassembled in reverse order being careful not to damage the lip ofthe leather cup or T-ring seal as it enters the cylinder.2. If press will not develop rated tonnage.a. Dirt under valve balls. Refer to MAINTENANCE 1 – c above.b. Worn cup leather. Refer to MAINTENANCE 1 – d above.c. Relief valve not set properly. This valve is located on the top side near the right end of thecontrol block at the front of the reservoir. The valve is set at the factory to bypass oil from thepump back to the reservoir when the press reaches its rated capacity. The load on the spring(Item 91), which governs the pressure at which the valve will bypass oil, is adjusted by turningthe screw (Item 90) in to increase pressure or out to decrease pressure. Replace seal (Item89) and cap nut (Item 88). NOTE: We advise that the relief valve not be tampered withafter it is once set at the capacity of the press.3. If nothing happens when press is operated.a. Release valve open. Be sure to have release valve firmly closed when using press.b. If the ram will come down only a fraction of its rated stroke, check the oil level in the reservoirwith the ram at the top of its stroke. It should be visible in the sight window at the side of thereservoir.4. If press is operating slow.a. Check air supply line for restrictions to determine if air motors are getting ample supply of air.b. Release valve not closed properly. Release valve must be firmly closed when using the press.c. Wrong hydraulic fluid. After considerable research and tests made with the cooperation of thepump manufacturer, we recommend Mobil DTE 24 oil or equivalent.5. If Oil is coming out of the air vent.Drain out the spring chamber by removing the 1/8” pipe plug, which is put in the hub or boss that contains the oil seal where the ram extends out of the reservoir. Once oil is drained, run the press up to full tonnage with pipe plug still out. Excessive oil is a sign that the head seal has been damaged.Refer to Maintenance section 1 item d to replace seal. Replace pipe plug.6. Excessive leakage around the ram.Drain out the spring chamber as instructed in Maintenance section 5. A small amount of oil in this chamber facilitates lubricating the bushing the ram passes thru and prevents scoring. However, if operation performed on press is spoiled due to slight leakage of oil, remove pipe plug as described in MAINTENANCE 5 and connect tube line to continually drain this chamber.WARNING LABELSTo the left is the safety Alert symbol. When you see these safety alert symbols on your press, be alert to the potential for personal injury.Follow recommended precautions and safe operating practices.Carefully read all safety messages in these instructions and on your press safety signs.Keep safety labels in good condition. Replace missing or damaged safety labels. This machine is intended to be operated by one person. This person should be conscious of the press ram movement not only forLabel 300168 Label 84487Label 84399Label Placement ViewLabel 84395 Label 76462Label 7355Control Block Exploded ViewGrand Haven, MI 49417Phone: 616-842-7110 800-937-3253Fax: 616-842-0859 800-846-3253Web: E-mail: *********************************************************Ite m Part NameModel6-2256-425Model6-2506-450Model6-2756-475Model6-6506-850Qty1 Pulley 602-25H 602 727 1563 22 Frame 700134 700116 706943 701030 13 Hex head cap screw 43341 43342 43361 43720 24 Name plate 81002 81002 81002 81003 15 6-32 x ½” Self tapping screw 43876 43876 43876 43876 46 Table plate 966 545 702 1534 27 V-block - 336 336 1576 28 Table spacer assembly 716691 716692 716788 1553 49 Table channel 701020 701091 706945 701032 210 Lockwasher 43647 43647 43648 43649 811 Hex nut 43916 43916 43917 43919 812 Table pins 981 569 - - 4Table pins - - 569 7205 6 Safety clips 302816 613 Base angle 978 566 566 1551 214 Hex cap screw 43349 43349 43349 43365 415 Lockwasher 43647 43647 43647 43648 416 Square nut 43916 43916 43916 43917 417 Cable 988 580 726 1562 118 Cable clamp 991 991 991 583 419 Hoist crank assembly 701653 701653 701653 701653 120 Worm shaft 7530 7530 7530 742 1 21A Retaining ring 43978 43978 43978 43982 2 21B Retaining ring 27437 27437 27437 43983 222 Worm key 386 386 386 746 123 Worm 385 385 385 744 124 Hoist frame 725 725 725 739 125 Hex cap screw 43335 43335 43335 43353 226 Hex nut 43912 43912 43912 43916 227 Drum shaft 724 724 724 741 128 Drum key 737 737 737 745 129 Worm gear 736 736 736 743 130 Cable drum 723 723 723 740 1 Complete Table Hoist Assembly(Items 20, 21A, 21B, 22, 23, 24, 27, 28, 29,30)701677-S 701677-S 701677-S 700111-S 1Figure 237 ½” Hex Nut 43916 43916 43916 43916 6 39 Cylinder Gasket 9776 9777 9777 9778 140 ½”-13 x 1-½” Soc. Hd. Cap Screw(Serial No. < 192522) -- 43471 43471 -- 141 Piston Bumper (Serial No. < 192522)-- 2221 2221 -- 142 ¼”-20x1” HHCS (Serial No. < 192522)43305 -- -- -- 43/8”-16x1-¼” HHCS (Serial No. < 192522)-- 43330 -- -- 6 3/8”-16x1-¾” HHCS (Serial No. < 192522)-- -- 43332 43332 8 43 ¼” Lockwasher (Serial No. < 192522)43643 -- -- -- 43/8” Lockwasher (Serial No. < 192522)-- 43645 43645 43645 6-844 Supporting Ring (Serial No. < 192522)967 4110 2222 1536 145 Leather Cup (Serial No. < 192522)969 557 706 1538 1T-ring Seal (Serial No. > 192523)17976 17878 17942 37052 146 Cylinder 7361 4101 2213 4197 147 Piston Assembly (Serial No. < 192522)701401 701402 701403 701404 1Piston Assembly (Serial No. > 192523)716225 716226 716227 716228 1 48 Ram Spring (Small) 5722 4107 2231 4196 1Figure 150 Ram Spring (Large) 5721 4106 2232 4195 1Ite m Part NameModel6-2256-425Model6-2506-450Model6-2756-475Model6-6506-850Qty51 Piston Bushing (Serial No. < 192522)5731 4111 2229 1158 1Wear Ring (Serial No. > 192522)76805 76806 76807 3704552 Oil Seal 6019 6020 6021 1477 153 Oil Seal Gasket 6516 6517 6518 6519 154 Retaining Plate 7359 6513 6514 6474 155 No. 10-24 x ½“ Rd. Hd. Screw 43881 43881 43881 43881 4-656 5/16” Set Screw 43575 43575 43575 43575 157 Nose Piece Assembly 701706 701707 701708 701709 158 V-Nose Assembly 701710 701711 701712 701713 159 Stroke Indicator Rod 2260 2260 2260 4264 160 ½“-13 Hex Jam Nut 43940 43940 43940 43940 161 Special Nut 2259 2259 2259 2259 162 ¼“-20 x ¼” Soc. Hd. Set Screw 43558 43558 43558 43558 163 Support Stud 2258 2258 2258 4266 164 No. 2 x 3/16” Drive Screw 43616 43616 43616 43616 365 Scale 2261 2261 2261 4265 166 Reservoir Assembly 715266 716784 716784 715269 167 1/8” N.P.T.F. Soc. Hd. Pipe Plug 589 589 589 589 268 Check Valve Seat 1300 1300 1300 1300 269 ½” N.P.T.F. Soc Hd. Pipe Plug 596 596 596 596 370 3/8” N.P.T.F. Soc Hd. Pipe Plug 588 588 588 588 571 ¼” N.P.T.F. Soc. Hd. Pipe Plug 1567 1567 1567 1567 172 Ball Valve ¾“ Dia. 1936 1936 1936 1936 173 Release Valve Rod 2257 2257 2257 2257 174 Valve Rod Packing 1937 1937 1937 1937 775 Packing Nut 1931 1931 1931 1931 176 Valve Handle 2230A 2230A 2230A 2230A 177 Handle Washer 348 348 348 348 178 3/8”-16 x ¾“ Hex Cap Screw 43326 43326 43326 43326 179 Plunger Unit 6151 6151 6151 6151 180 Pivot Pin 6152 6152 6152 6152 181 Air Control Arm 6153 6153 6153 6153 182 Air Control Link 6154 6154 6154 6154 185 Air Control Shaft 6156 6156 6156 6156 186 Pin 5772 5772 5772 5772 387 1/16” x ½” Cotter Pin 44049 44049 44049 44049 688 Valve Cap Nut 2236 2236 2236 2236 189 O-ring 3965 3965 3965 3965 190 Relief Valve Adj, Screw 2237 2237 2237 2237 191 Relief Valve Spring 893 893 893 893 192 Ball Retainer 892 892 892 892 193 Ball Valve ¼” Dia. 918 918 918 918 194 Relief Valve Seat 891 891 891 891 195 Check Valve Spring 579 579 579 579 196 Check Valve Spring 890 890 890 890 197 Ball Valve ½” Dia. 586 586 586 586 2 100 No. 10-24 x 2-¾” Machine Screw 300248 300248 300248 300248 4 101 Gauge 71270 71271 71272 71273 1103 Control Knob 2250A 2250A 2250A 2250A 1Ite m Part NameModel6-2256-425Model6-2506-450Model6-2756-475Model6-6506-850Qty104 ¼”-20 x ½” Soc. Hd. Set Screw 43562 43562 43562 43562 1 105 ½” Washer 43634 43634 43634 43634 1 106 5/8”-11 Hex Nut 43917 43917 43917 43917 7 108 Rear Roller Bracket 9472 9472 9472 4204 1 109 ¾”-10 x 3” Set Screw 43616 43616 43616 43616 3 112 Flanged Roller 2244 2244 2244 2244 3 113 Bearing 6023 6023 6023 6023 3 114 Front Roller Bracket 9473 9473 9473 4205 1 115 Pump – Haskel Air 63453 63453 63453 63453 1 116 3/8” Pipe Nipple 58226 58226 58226 58226 1 123 ¾” x 4” Pipe Nipple 1818 1818 1818 1818 1 124 ¾“ 90° Pipe Elbow 74017 74017 74017 74017 1 125 ¾“ x 2” Pipe Nipple 58227 58227 58227 58227 1 126 ¾“ Pipe Coupling 1744 1744 1744 1744 1 128 3/8” Street Elbow 1264 1264 1264 1264 2 129 3/8” Pipe Nipple 58226 58226 58226 58226 1 130 Quick Exhaust 1911 1911 1911 1911 1 132 Restrictor 7368 7368 7368 7368 1 133 3/8” Pipe Nipple 58226 58226 58226 58226 1 134 ¼“ - 1/8” Bushing 1100 1100 1100 1102 3 136 ¼“ 90° Street Elbow 1110 1110 1110 1110 1 137 ¼“ Pipe Coupling 1330 1330 1330 1330 1 138 Check Valve 1841 1841 1841 1841 1 139 Tube Fitting 19576 19576 19576 19576 5 140 Air Vent 632 632 632 632 1 141 Tube 7680 7681 7682 7683 1 142 Tube 7684 7684 7684 7685 1 143 Tube Elbow 1944 1944 1944 1944 2 144 Tube Assembly 701719 701720 701721 701722 1 145 Tube Elbow 1252 1252 1252 1252 2 146 Tube Assembly 701723 701723 701723 701724 1 147 Tube Elbow 1248 1248 1248 1248 2 148 Tube Assembly 701725 701725 701725 701726 1 Cylinder Repair Kit (Items: 39, 45, 52, 53, 72,74, 89, 93, 97)713053 713054 713055 713056 1 Haskel Pump Repair Kit 713034 713034 713034 713034 1-2 ADDED PARTS USED WITH DOUBLE PUMP PRESSES NOT ILLUSTRATED115 Pump 63453 63453 63453 63453 1 139 Tube Fitting 597 597 597 597 5 149 Tube Tee 1249 1249 1249 1249 1 150 Tube Tee 7693 7693 7693 7693 1 151 Tube Assembly 701727 701727 701727 701728 1 152 Straight Fitting 1251 1251 1251 1251 1 153 Tube Assembly 701729 701729 701729 701729 1 154 Straight Fitting 1247 1247 1247 1247 1 155 Tube Assembly 701730 701730 701730 701731 1Model 6-225, 6-425, 6-250, 6-450,11 6-275, 6-475, 6-650, & 6-850。
氧压机操作规程一、安全操作1.仅有经过培训并且掌握使用技能、并且经过授权的人员可以操作氧压机。
2.操作人员必须了解氧的特性,并理解在操作过程中可能遇到的危险。
3.在操作过程中,禁止在氧气周围进行火源作业,例如电焊或者切割。
4.在操作过程中,尽量避免瓶子上方有任何物品,以避免瓶子意外倒塌。
5.在使用采样器或其他工作时,切勿离开工作现场,只有在安全措施得到授权后方可进行操作。
6.安定氧压机的底部和底架必须放在坚实而平稳的地面上,当操作压力时也需要做出这样的安排。
7.液态氧必须处于垂直的立式状态,并与操作装置紧密连接,在操作后要保持瓶口清洁。
8.针对设备、附件和管道的检查必须在启动之前进行。
该检查应确保每个组件是否牢固、电线是否完好、自动开启和安全特征是否正常以及任何检测设备是否正确校准。
9.在操作氧压机之前,必须确保系统已经充满氧气且压力稳定,这样才可以开始工作。
二、操作流程1. 开始操作•步骤一:打开氧气瓶的主型手阀;•步骤二:开启氧压机电源,监测压力;2. 操作中•操作人员必须定期监测氧压机状态和液体氧的水平;•在操作中,氧气水平不得少于2/3;•当操作完成后,关闭氧气压机电源,然后关闭氧气瓶的主型手阀;3. 维护保养•定期检查空气过滤器,并进行更换;•测量压力表,并随时观察氧气液位;•当氧气瓶水平低于1/3时,请及时更换;•压力表读数定期记录,必要时要校准。
三、应急处理1.在氧压机密封环发生失效或出现泄漏时,操作人员应立即切断氧气供应;2.压力装置连上压力表和瓶子时,请确保安装无误;3.当氧气压力过高或过低时,应从电源中切断氧气压缩机;4.如果氧气压缩机冷却器被堵塞,请关闭电源并立即清理冷却器;5.操作人员必须牢记,如果出现任何危险异常,必须立即通知上级领导或负责人,并采取安全措施,以保障有关人员。
四、总结氧压机是一种操作需要谨慎的设备,操作人员必须掌握操作技巧、理解氧的特性以及实际操作过程的风险,以确保操作安全。
制氧机使用说明书制氧机使用说明书篇一:家用制氧机的使用方法家用制氧机的使用方法鱼跃制氧机适用:医疗机构和家庭进行氧疗与保健。
1、医疗功能:给患者供氧,配合治疗心脑血管、呼吸系统、。
慢性阻塞性肺炎等疾病,以及煤气中毒及其它严重缺氧病症。
2、保健功能:通过给氧改善身体供氧状况,达到补氧保健的目的。
适用于中老年人,体质较差者,孕期妇女,高考学生等存在不同程度缺氧的人群,也可在重体力或脑力消耗后,用于消除疲劳,恢复身体机能。
3、鱼跃制氧机适用于城市、乡村、边远地区、山区、高原等中小型医院、诊所、卫生站等。
同时也适用于疗养院、家庭氧疗、体育训练中心、高原兵站及其他用氧场所。
何谓氧中毒?长时间、高流量吸氧(指吸入浓度为90%以上氧气,流量>5升/分),从而导致肺泡中氧浓度过高,使得肺泡及人体出现各种损害性病变,称为氧中毒。
如果吸入90%以上的氧气流量控制在1—3升/分钟之间,则肺泡氧浓度在25-33%之间,符合肺泡中气体交换的最佳浓度,是绝不会发生氧中毒的。
1、氧流量不宜过高或过低,过高会造成二氧化碳在体内潴留,加重病情;过低则达不到氧疗效果,正确的吸氧流量应该2升/分钟左右,(90%以上医用氧)。
2、根据病情状况,确定每天氧疗时间:(1)慢性阻塞性肺疾病(慢性支气管炎、支气管哮喘、肺气肿、肺心病等)每天氧疗时间最好在15小时以上,具体时段不限;(2)心脑血管系统疾病(高血压、高血脂、动脉硬化、冠心病、心律失常、脑血栓、脑萎缩等)、颈椎病患者建议每天分早晨、下午、晚上三次吸氧,每次吸氧40分钟左右;(3)糖尿病人建议每日吸氧2-4次,每次1小时左右,分别安排在早上、上午、下午、晚上;(4)失眠患者最好在临睡前吸氧30-60分钟;(5)亚健康状态、美容每次吸氧在30分钟左右,一天1-2次;制氧机使用说明书篇二:制氧机说明书变压吸附制氧机操作使用说明书JIUDA深圳市久大轻工机械SHEN ZHEN JIUDA LIGHT INDUSTRY MACHINERY CO. LTD.目录1、相关知识31.1. 气体知识31.2. 压力知识31.3. 电力知识31.4. 安全知识31.5. 知识产权31.6. 提示32、变压吸附(PSA)制氧原理及系统设备概述42.1. 概述42.2. PSA制氧原理42.3. PSA制氧基本工艺流程42.4. PSA制氧系统设备53、设备安装及工况条件6 3.1. 设备布置要求63.2. 工况条件73.3. 设备安装74、设备调试及开停车7 4.1. 设备调试前准备工作7 4.2. 设备首次开车74.3. 设备正常开车步骤8 4.4. 设备正常停车步骤84.5. 故障紧急停车步骤84.6. 设备正常运行状态描述94.7. 设备操作注意事项95、设备检验95.1. 检验标准95.2. 设备出厂检验96、设备维护106.1. 设备日常维护106.2. 设备周期性维护106.3. 常见故障处理116.4. 设备维护记录表117、随机附件117.1. 设备清单117.2. 随机提供的资料、备件127.3. 设备提示、警示牌128、设备保修条款128.1. 设备质量保证条款12 8.2. 设备保修范围128.3. 产品售后服务承诺13 附件1.系统日常工作记录表附件2.系统维护记录表1、相关知识1.1. 气体知识氧气作为空气中含量丰富的气体,取之不竭,用之不尽。
一、概述:3Z-3.33(4)/165型氧气压缩机(产品代号为C301)为立式、三列、五级、水冷气缸无润滑活塞式压缩机,本产品是KDON-180、KDON-350、KDON-550型空分设备的配套机组。
供用户灌充瓶装氧气、氮气、氩气的充装专用设备。
C301氧压机是收集国内空分行业氧压机技术参数及结构,征求国内用户的意见和建议进行优化设计,精良制造的产品。
C301氧压机运动机构采用活塞力为3.5吨的立式、三列运动机构,气缸采用高强度铸件缸体镶不锈钢套,活塞环、导向环材质采用填充聚四氟乙烯。
各级进、排气活门采用网状阀片,冷却器采用水浴式绕管冷却管。
C301氧压机配置压力、温度指示,报警,控制仪表,提高了产品的安全使用性能。
二、主要技术参数:型号:3Z-3.33(4)/165型代号:C301·000型式:立式、三列、五级、水冷气缸无润滑活塞式吸入工况:介质:干燥氧气(氧气含湿量、露点-60℃)压力:0.01MPa温度:≤32℃排气量:≥200(240)Nm3/h(吸入工况)排气压力:16.17MPa(五级排气压力)出气温度:≤40℃(经五级冷却器后氧气温度)活塞行程:180mm气缸直径:Ø260(1级)Ø230(2级)Ø145(3级)Ø85(4级)Ø50(5级)曲轴转速:240(308)r/min传动方式:三角皮带旋转方向:从齿轮油泵端看为逆时针转动轴功率:50(70)KW冷却水耗量:7.2T/h进水温度:≤32℃润滑油:N68机械油(运动机构)曲轴箱油温:<60℃噪声声功级:≤112dB(A)压缩机总重:~5200Kg配套电机:型号:Y280M-6P(Y280S-4)功率:55(70)KW转速:980(1485)r/min电压:380V三、结构简述:C301氧压机为立式、三列、五级、活塞式压缩机,由运动机构(机身、曲轴、连杆、十字头、齿轮油泵、润滑系统、刮油器)、中间座、气缸、活塞、活门、密封器、冷却器、过滤器、气路系统、水路系统、仪电控系统、电动机等部机组成。
目录1、一般安全要求: (2)2、主要技术规格 (4)3、结构概述、工作原理及用途 (5)4、主要部件的结构说明 (6)5、存放与保管 (7)6、安装 (8)7、启封和组装 (9)8、运转前的准备工作 (11)9、压缩机的日常操作 (13)10、日常维护和检修 (14)11、封存 (16)1、一般安全要求:1.1 通用安全要求压缩机的操作人员必须经过正式培训,在熟知压缩机的结构、原理和说明书以及正确掌握操作方法和安全防范措施的基础上方能上岗操作。
在没有认真进行安全检查的情况下,不可轻易启动压缩机。
任何违反安全规程的操作都可能导致设备的损坏或危及人身安全。
在改动压缩机系统的任何部位前,应事先与制造厂家的设计部门取得联系。
1.2 受压部件安全要求压缩机气路系统中的缓冲罐、中间冷却器、气液分离器及贮气罐等均为受压部件,凡属压力容器的,用户在安装之前,应与当地劳动部门取得联系,并接受监察。
安全阀及安全附件应妥善维护和定期校验。
严禁压缩机系统超温、超压运行。
当压缩机处于运行中或系统内存有压力时,不得紧固螺栓或拆卸受压零部件(包括曲轴箱堵、盖)1.3 防火与防爆要求对于压缩易燃易爆或有毒气体的压缩机,其安装、使用和操作应符合有关规定。
在通入易燃易爆气体之前必须先用氮气或惰性气体将压缩机系统中的空气置换干净。
站房内应有防止有害气体泄漏后聚积的措施。
气路系统中对外排放口(安全阀的释放口、冷却器的排污口等)应加接导管,引到室外的安全地带放空或集气回收。
电器设备应符合压缩介质所需的防爆等级要求。
1.4 润滑油要求压缩机应使用制造厂家指定的牌号的润滑油,其质量要求应符合标准规定,不同型号的润滑油不得混用。
润滑油应定期更换。
1.5 冷却水要求冷却水应保持清洁,以防水道结垢。
冷却水的水质要求为:1.5.1 有机的和机械的杂质和悬浮物应小于100mg/L,含油量小于5mg/L;1.5.2 接近于中性,即PH值6.5~9;1.5.3具有热稳定性,暂时硬度小于10°(注:硬度1°相当于1L水中,含有10mg的CaO或19mg的MgO)若水质未达到上述要求,应进行过滤和净化。
允许城市饮用自来水做冷却水使用。
1.6 人身防护压缩机运转中,人身或衣物不得接触传动皮带、链条、联轴器扇叶片等运动部件。
不要触摸气缸壁或排气管道,以免烫伤。
1.7 电气要求压缩机电气设备的安装与维护应符合电气安全的有关规定。
操作者必须持有相应的电工操作合格证书,并在电气技术人员指导下进行工作。
维修电气之前,应先切断电源,并设专人监护和警告标志。
1.8 吊装安全要求吊装设备及吊具的承载能力应满足所吊设备的要求,吊装过程中,应注意人身及设备安全。
包装箱一般用菱镁砼制作,起吊按图1–1所示。
其中吊绳与顶板的夹角不得小于45°,若小于45°,必须在吊绳间加辅助支撑(其长度与底板等宽)。
2、主要技术规格2.1 压缩机2.1.1 型号 GV3-100/15-150-I2.1.2 型式二级、双缸、V型、水冷2.1.3 压缩介质氧气2.1.4 容积流量 100 Nm3/h2.1.5 进气压力 1.5 MPa2.1.6 排气压力一级 4.6~4.8MPa (G)二级15 MPa (G)2.1.7 油缸直径一级Φ63 mm二级Φ44 mm2.1.8 排油压力一级 5.3~5.5MPa (G)二级 16.5~17 MPa (G)2.1.9 曲轴转速 400 r/min±5%2.1.10 活塞行程 130 mm2.1.11 膜片直径一级Ф429 mm二级Ф375 mm2.1.12 轴功率≤21 kW2.1.13 润滑油牌号中国长城-4839抗化学润滑油2.1.14 冷却水消耗量 1700 L/h2.2 电动机2.2.1 型号 YB225M-62.2.2 型式三相异步隔爆等级dIIBT42.2.3 功率 30 kW2.2.4 转速 980 r/min2.2.5 电压 380 V2.3 机组2.3.1 外形尺寸(长X宽X高)≈2150X1450X1700 mm2.3.2 机组重量≈2000 Kg3、结构概述、工作原理及用途3.1 结构概述(参看随机出厂图册GV3/64-00,)GV3-100/15-150-I型隔膜压缩机主要由按V型排列的左、右缸、曲轴箱、曲轴连杆机构、底座及冷却器等部件组成。
该机两个气缸缸体部件结构相同,包括缸盖、配油盘、缸体等零、部件。
在缸盖与配油盘上各有一形状特殊的曲面,一组金属膜片夹紧于中间,分别形成了两个空腔,位于缸盖一侧的空腔是气缸,位于配油盘一侧并通过配油盘上的许多小孔与配油盘下面的空间相通的空腔是油缸。
两个油缸的活塞分别与两根连杆相连,压缩机的进、排气阀置于缸盖上的阀孔中。
曲轴箱上装有补偿油泵,由曲轴轴端的偏心套来驱动,曲轴的前端有齿轮油泵,用于输送液压油至各磨擦表面实现润滑。
压缩机上还配有油、气压显示仪表及自动控制保护装置。
压缩机的动力由电动机通过三角皮带传递至主机。
3.2 工作原理以活塞处于上止点的位置为起始点,当曲轴转动时,活塞开始向下运动,膜片随着油液下沉和自身弹力的作用,恢复到平衡位置,这时气缸容积逐渐增大,先是残留在余隙中的气体膨胀,继而从气缸的吸气阀吸入气体,当活塞行至下止点时,膜片到达下极限位置,则气缸中吸气过程完成。
接着,活塞开始向上运动,驱动油液,从配油盘上的许多小孔均匀地作用在膜片上,推动膜片向上变形,这时气缸中开始压缩气体,当压力高于排气管道中的气体压力时,排气阀自动开启,气体被压出,油压继续上升,迫使膜片紧贴缸盖曲面,排净气体,则排气过程结束。
往复运动的活塞驱动油液,促使膜片来回振动,在吸、排气阀的配合下,膜片每振动一个周期,气缸中就完成一次包括膨胀、吸气、压缩和排气的循环过程,从而提高了输送气体的压力。
油缸中的油液有一部分会通过活塞环与缸壁及环槽的间隙泄漏到曲轴箱中,为了使膜片在压缩行程终了时能紧贴缸盖曲面排净压缩介质,压缩机装有补偿油泵,补偿油泵在吸气行程中将油注入油缸,油量略多于泄漏量,多余的油量在行程终了时通过控制油压的调压阀(或随动阀)流回到曲轴箱中。
由于膜片将气缸与油缸完全隔开,膜片本身作往复振动,起了活塞的作用。
因而不需要往气缸中加任何润滑物质,压缩介质只与金属膜片接触,能完全不被油迹沾污,保证了压缩介质的纯洁,气缸由缸盖曲面和膜片所组成,是一个封闭的空腔,具有非常优良的密封性能。
3.3 适用范围由于本压缩机具有上述结构特点,适用压缩和输送合同协议规定之气体用户若对本机使用工况有其特殊要求,必须与制造厂家进行协商。
4、主要部件的结构说明4.1 缸体部件(参看随机出厂图册缸体部件G3V/2-21-00和G3V/3-21-00)压缩机的两个缸体部件均由缸盖、膜片、配油盘、缸体等主要零件组成。
膜片夹紧于缸盖与配油盘之间,缸盖与配油盘上各有一形状特殊的曲面,缸盖曲面与膜片之间组成气缸,缸盖上装有进、排气阀,排气阀居于缸盖的中心,配油盘上均匀地布有油孔,使油缸内油压均匀地传给膜片。
4.2 调压阀调压阀主要由阀座、阀、阀体、调节螺钉、弹簧等主要零件组成。
调压阀弹簧的弹力控制油缸的油压。
当油压高于规定值时,可反时针拧动调节螺钉,放松弹簧;当油压低于规定值时,可顺时针拧动调节螺钉压紧弹簧;当油压符合规定值时,用锁母将调节螺钉锁死。
油缸加油或放油时,可转动操纵手柄,使手柄与油压阀轴线相垂直,此时阀杆与阀座分离。
油缸油压应始终高于排气压力的15~20%。
4.3 补偿油泵补偿油泵主要由柱塞、弹簧、注油阀、排油阀等主要零件组成。
装于曲轴末端的偏心套使柱塞作往复运动。
柱塞行程为6毫米,行程次数与曲轴转速相同,柱塞往上运动时,从齿轮泵带有压力(0.2~0.4MPa)的液压油进入滤油器后,经注油阀注入液压油;柱塞往下运动时,将液压油经排油阀排出,从柱塞和柱塞套间隙中泄漏的液压油经补偿油泵上部回油孔返回曲轴箱。
4.4冷却器冷却器的结构为套管式。
冷却器的内、外管间的环形空间为冷却水路,内管为气路。
一、二级冷却器分别与分离器连通。
分离器上装有放空阀门,作为卸荷排污之用。
4.5 油压检测机构本机的油缸排油压力检测机构由仪表板上的耐震压力表、阻尼器和止逆阀所组成,耐震压力表的表壳内完全密封,内充阻尼液体,内部机构全浸在阻尼液中,通过阻尼液的粘性作用,使表针指示平稳,装于耐震压力表下面的阻尼器为可调式,使用时可根据被测油压的脉动幅度进行调节。
通过适当改变针阀旋入锥孔的深度,减轻脉动的油压对油压表的瞬时性冲击,延长油压表的寿命。
由于阻尼器的压力损失,会使油压表测出的油压数值略低于实际值,使用时应在保证压力损失较小的前提下,使油压表指针摆动幅度减小,指针上升速度也应以缓慢为宜,阻尼器的下面装有放气阀门,用于排出油管中的残留空气,并有给油压表卸荷的功能。
放气阀门的下面装有止逆阀,止逆阀通过管路与油缸连通。
4.6 工作油路工作油路由润滑油路部分和油压保障部分组成。
压缩机传动机构的润滑采用齿轮油泵循环压力润滑,储于机身油池内的润滑油,过滤后进入齿轮油泵,由齿轮油泵压入曲轴中的油孔到达曲轴摩擦表面进行润滑。
同时,部分润滑油沿连杆中的油孔到达十字头销及十字头,润滑其摩擦表面,齿轮油泵的油压应保证在0.3~0.5MPa之间,曲轴两端的轴承利用飞溅油进行润滑。
油压保障部分由补油管路、测压管路、回油管路组成。
补偿油泵输出的油液经补油泵管路给压缩机一、二级缸补油,多余油液经调压阀返回曲轴箱中。
4.7 气路外接气源由进气口进入一级气缸压缩,然后经一级冷却器冷却后进入二级气缸压缩,升压后通过排气管路进入二级冷却器,再由二级冷却器缓冲罐上的排气口排出,最后输入到用户的使用系统。
5、存放与保管5.1 开箱检查压缩机到货后,用户应立即拆箱检查,并按本机装箱单逐项进行清点,若有短缺、丢失或损坏,应做好现场记录,及时与厂家联系;包装箱内的随机文件、备件应有专人保管。
5.2存放5.2.1 室内存放须做到:5.2.1.1 干燥、通风和无腐蚀;5.2.1.2 室温不低于-15℃;5.2.1.3 相对湿度大于85%时,应在箱内放置干燥器;5.2.1.4 机器上敞开的管口用木塞堵严;5.2.1.5 必要时可在管路中充入干燥的氮气。
5.2.1 短期露天存放须做到:5.2.2.1 包装箱外加遮蓬,做到防风、防雨、防晒等;5.2.2.2 避开地势低洼的地方存放,以防水浸;5.2.2.3每周检查一次存放情况,发现问题及时改善.压缩机自出厂后十二个月内为封存有效期,逾期必须拆箱检查,并按本书第11节所述重新封存。
6、安装6.1 基础压缩机的基础为高出地面的混凝土凸台,用户根据制造厂所提供的地基图纸并参照现场土质和环境条件自行设计和浇灌。