SZ-250塑料注射成型机液压传动系统
- 格式:ppt
- 大小:635.00 KB
- 文档页数:20
《非金属材料成型工艺及模具设计》实验报告姓名:班级:学号:实验一注射机操作实验一、实验目的●了解注塑机的工作原理与组成部分及注射机注塑的工作过程●掌握注射机的基本操作●掌握注塑工艺参数选择与调整的基本方法;二、实验设备及用具●SZ250/1200注塑机一台●注射模具一副●扳手、垫块等安装调整工具●塑料原料三、实验步骤1、了解注射机的工作原理注射成型时注射模具安装在注塑机的动模板和定模板上,由锁紧装置合模并锁紧,塑料在料筒内加热呈熔融状态,由注射装置将塑料熔体注入型腔内,塑料制品固化冷却后,由锁模装置开模,并由推出装置将制品推出。
2、了解注射机的基本组成:(1)注射装置:包括加料装置、料筒、螺杆、喷嘴、加压和驱动装置。
(2)锁模装置:常见的锁模装置有机械式、液压式和液压-机械组合式三种型式,本实验用注射机采用的是液压-机械组合式,这种型式是由液压操纵连杆机构来达到启闭和锁合模具的,这种机构的优点是有增力作用,当伸直时又有自锁作用,而且锁模比较可靠;其缺点是机构容易磨损和调模比较麻烦。
(3)液压传动系统:液压传动系统是注射机的动力系统。
(4)电器控制系统:电器控制系统与液压传动系统配合,正确无误的实现注射机的工艺过程(压力、温度、时间)和各种程序动作。
3、SZ250/1200注射机外形结构图(见图1):图1 SZ250/1200注塑机外形结构图1—锁模液压缸2—锁模机铰,3—顶出液压缸4—动模板5—定模板6—射 移油缸7—料筒及加热器8—料斗9-注射油缸10—机身11—油马达四、注塑过程(见图3)图3 注射机工作循环框图五、注射机操作前准备1、检查安全联动的电气安全行程开关盒机械安全闸块的动作是否灵敏;2、各冷却系统不应有冷却现象;3、各拧紧螺栓不应有松动现象;4、料斗内不应有杂物,料筒上的杂物(如胶料)应清理干净才可开启加热器;5、油泵运行5分钟后应打开冷却水阀门。
注射、保压锁 模开 模 冷 却 射台前移顶出制品 塑化退回 固定塑化 退回塑化六、记录试模资料注射机规格及制造厂:SZ250/1200 BⅡ. 湖南省华云机械厂材料规格、牌号、生产厂家:聚丙烯Q/SH3190 6-2005 湖南长盛石化有限公司干燥技术要求:料筒及喷嘴温度:各行程开关位置:XK1 ——XK4 10.5 XK8 28.5 XK18 ——XK2 ——XK6 4.5 XK9 ——XK4 8.5 XK7 18.5 XK10 ——注射机操作面板上工艺参数值锁模1 2 3 台S循34 23 45 56 P环34 56 87 34 T02 95 开模1 2 3 顶针S 20 23 45 56P 20 56 87 34顶针次数03射胶1 2 3 4S预34 23 45 56P时34 56 87 34T04 15 46 34溶胶防涎调模S预23 45 56P时56 87 34T06 07 4434七、简述注塑工艺参数的选择方法、调整过程及试模中各种现象(一)温度1.料筒温度:料筒温度是关键的工艺参数之一,料筒温度高,则流动性好,充模容易,但易溢料、溢边,易分解、易产生内应力,收缩率加大,易产生凹陷等;熔料温度偏低,则充模困难,易产生成型不足、熔接痕、冷块等。
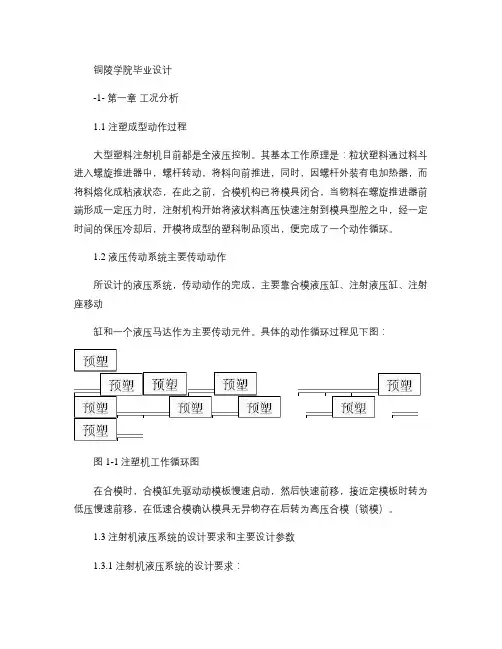
铜陵学院毕业设计-1- 第一章工况分析1.1 注塑成型动作过程大型塑料注射机目前都是全液压控制。
其基本工作原理是:粒状塑料通过料斗进入螺旋推进器中,螺杆转动,将料向前推进,同时,因螺杆外装有电加热器,而将料熔化成粘液状态,在此之前,合模机构已将模具闭合,当物料在螺旋推进器前端形成一定压力时,注射机构开始将液状料高压快速注射到模具型腔之中,经一定时间的保压冷却后,开模将成型的塑科制品顶出,便完成了一个动作循环。
1.2 液压传动系统主要传动动作所设计的液压系统,传动动作的完成,主要靠合模液压缸、注射液压缸、注射座移动缸和一个液压马达作为主要传动元件。
具体的动作循环过程见下图:图 1-1注塑机工作循环图在合模时,合模缸先驱动动模板慢速启动,然后快速前移,接近定模板时转为低压慢速前移,在低速合模确认模具无异物存在后转为高压合模(锁模)。
1.3 注射机液压系统的设计要求和主要设计参数1.3.1 注射机液压系统的设计要求:1.3.1.1 合模运动要平稳,两片模具闭合时不应有冲击;1.3.1.2 当模具闭合后,合模机构应保持闭合压力,防止注射时将模具冲开。
注射后,注射机构应保持注射压力,使塑料充满型腔;1.3.1.3 预塑进料时,螺杆转动,料被推到螺杆前端,这时,螺杆同注射机构一起向后退,为使螺杆前端的塑料有一定的密度,注射机构必需有一定的后退阻力;1.3.1.4 为保证安全生产,系统应设有安全联锁装置。
1.3.2 液压系统设计参数:1.3.2.1 螺杆直径 d = 40 ㎜。
1.3.2.2 螺杆行程 s 1 = 200 ㎜。
1.3.2.3 最大注射压力 p = 153 Mpa。
包磊塑料注射成型机液压系统设计(250g )-2-1.3.2.4 注射速度 v W = 0.07 m/s。
1.3.2.5 螺杆转速 n = 60 r/min。
1.3.2.6 螺杆驱动功率 P M = 5 KW1.3.2.7 注射座最大推力 F z = 3×104 N。

250吨注塑机前后模板摘要:1.250 吨注塑机的概述2.注塑机的工作原理3.前后模板的作用4.250 吨注塑机的应用领域正文:一、250 吨注塑机的概述250 吨注塑机是一种大型的注塑设备,其注射量达到250 吨,具有强大的生产能力。
这种设备主要适用于生产大型塑料制品,如汽车零部件、建筑材料等。
在我国,注塑机行业已经取得了显著的发展,250 吨注塑机作为其中的一种重要产品,为我国的塑料加工业提供了强大的技术支持。
二、注塑机的工作原理注塑机是一种将热塑性塑料通过加热、熔融,然后注射入模具中,经冷却固化后取出制品的设备。
它的工作原理主要包括以下几个步骤:1.加料:将塑料颗粒放入注塑机的料斗中。
2.熔融:通过加热,使塑料颗粒熔融成熔融态。
3.注射:熔融的塑料在注射筒的压力下,通过注射嘴进入模具腔。
4.成型:在模具腔内,熔融塑料经冷却后固化,形成所需的塑料制品。
5.开模:取出制品,完成一次注塑过程。
三、前后模板的作用在注塑机中,前后模板是模具的重要组成部分,它们对塑料制品的成型质量起着关键作用。
前后模板的主要作用如下:1.定型:模板的形状决定了塑料制品的形状,保证了制品的尺寸精度和表面质量。
2.冷却:在注塑过程中,模板需要承受高温熔融塑料的冲击,同时要保证制品的快速冷却,以便成型。
3.导向:模板的导向系统可以保证塑料制品在模具中的正确位置,避免出现偏差。
四、250 吨注塑机的应用领域250 吨注塑机具有强大的生产能力,广泛应用于以下领域:1.汽车零部件:如汽车保险杠、仪表盘、油箱等大型塑料件。
2.建筑材料:如塑料管、塑料型材等。
3.电子产品:如电视机、电脑的外壳等。
4.包装行业:如大型塑料桶、周转箱等。
总之,250 吨注塑机在塑料加工业中具有举足轻重的地位,为各行各业提供了大量的优质塑料制品。
实验二:注射机操作演示实验一.实验目的1.了解注射机的类型2.熟悉注射机的工作过程二.实验设备及原料1.SZ—160/80NB卧式注射机 SZ—15立式注射机2.原料:ABS 聚苯乙烯三.实验要求实验前必须认真预习实验指导书和阅读教材中有关章节。
切记:一切行动都要听从实验指导教师的指挥,安全第一。
四.实验内容注射机是注射成型机的简称,也可称为注塑机。
注射机类型很多,按塑化和注射方式,注射机可分为柱塞式和螺杆式,螺杆式注射机是目前产量最大、使用最广泛的注射机。
按外形特征可分为卧式、立式、角式注射机。
1.注射机规格表示法注射机的规格通常用注射量来表示。
注射机注射量表示方法有两种:(1)重量法用注射出熔融塑料的重量表示注射量的大小,单位为克。
一般以注射聚苯乙烯为标准(因为聚苯乙烯在常温下的密度为1.05g/cm3,接近1g/cm3),即注射量乘相对密度表示制品的重量。
如60克注射机,注射聚苯乙烯时制品重量为60×1.05≈63克;注射聚氯乙烯时制品重60×1.4≈84克。
柱塞式注射机常用重量法来表示其规格。
(2)容积法用注射出熔融塑料的体积来表示注射量的大小,单位为立方厘米。
该法由于与相对密度无关,较方便。
目前我国已统一规定用加工聚苯乙烯塑料时机器一次所能注出的公称容量(cm3)来表示。
螺杆式其值为理论注射量的80%;柱塞式为一次对空注射出最大注射量(理论注射量为机筒头部有效容积,因实际工作中需余留一定量的融料,故实际注射量比理论注射量为小,一般取其80%)。
国产注射机的表示方法如下:XS—ZY125XS—ZS22X表示成型,第一个S表示塑料,Z表示注射,Y表示螺杆,第二个S表示柱塞,数字表示注射量。
我国的注射机规格已系列化,标准规定有:30、60、125、250、350、500、1,000、2,000、3,000、4,000、6,000、8,000、12,000、16,000、24,000、32,000、48,000、64,000cm3图3—1 SZ—160/80NB卧式注射机外形图等。
材料成型设备一、填空题40分,共20小题,集中在二三四五章1、曲柄压力机的组成:工作机构、传动系统、操作机构、能源部分、支撑部分、辅助系统。
P102、曲柄压力机的辅助分类方式:P11按滑块数量分类:单动压力机、双动压力机-按压力机连杆数量分类:单点压力机、双点压力机和四点压力机(“点”数是指压力机工作机构中连杆的数目)3、曲柄压力机型号表示P124、曲柄滑块机构按曲柄形式,曲柄滑块机构主要有几种:曲轴式、偏心齿轮式P175、装模高度调节方式:调节连杆长度、调节滑块高度、调节工作台6、过载保护装置:压塌块式过载保护装置和液压式过载保护装置-两种P197、离合器可分为刚性离合器和摩擦式离合器-,制动器多为摩擦式、有盘式和带式-8、刚性离合器按结合零件可分为转键式,滑销式,滚柱式和牙嵌式9、飞轮的储存和释放能量的方式是转速的加快和减缓-10、曲柄压力机的主要技术参数:通常曲柄压力机设备越小,滑块行程次数越大。
装模高度是指滑块在下死点时滑块下表面到工作台点半上表面的距离。
最大装模高度是指当装模高度调节装置将滑块调节至最上位置时的装模高度值。
与装模高度并行的标准还有封闭高度。
封闭高度是指滑块处于下死点时,滑块下表面与压力机工作台上表面的距离,封闭高度与装模高度不同的是少一块工作台垫板厚度P4211、一般拉深压力机有两个滑块(称双动拉深压力机),外滑块用于压边,内滑块用于拉伸成型P5312、液压机的工作介质有两种,采用乳化液的一般叫水压机,采用油的一般叫油压机,油压机中使用做多的是机械油(标准称全损耗系统用油)P8513、液压机本体结构一般由机架部件,液压缸部件,运动部件及其导向装置所组成。
P8714、液压机立柱的预紧方式主要有加热预紧、液压预紧和超压预紧P9115、液压缸结构可以分为柱塞式,活塞式和差动柱塞式三种形式。
P9416、液压元件是组成液压系统的基本要素,由动力元件,执行元件,控制元件及辅助元件四部分组成。
本课题完成250g中小型注塑机的液压系统设计。
塑料注射成型机是热塑性制品的成型加工设备,它将颗粒塑料加热熔化后,高压快速注入模腔,经一定时间的保压,冷却后成型为塑料制品。
本次设计主要完成了以下设计内容:注射成型原理和理论研究及注射成型工艺过程分析; SZ—250型注塑机节能低耗高效的液压系统设计,绘制工作原理图;液压结构设计与绘图。
液压缸设计中,缸体与缸盖采用外半环连接方式,活塞杆与活塞螺纹采用组合式结构中的螺纹连接。
液压控制装置的结构采用块式集成设计块式,做成通用化的6面体油路块(集成块)。
本设计中采用钟形罩立式安装,通过液压泵上的轴端法兰实现泵与钟形罩的连接,钟形罩再与带发兰的立式电动机连接,依靠钟形罩上的止口保证液压泵与电动机的同轴度。
关键词:注塑机液压系统液压缸钟形罩AbstractThe completion of this subject 250g small injection molding machine hydraulic system. Plastic injection molding is a thermoplastic products, processing equipment, it will heat melting plastic particles, high speed injection mold cavity, after some time packing, cool molding for the plastic products. This design was completed for the following design elements: principles and theoretical study of injection molding and injection molding process analysis; SZ-250 injection molding machine, low power and highly efficient energy-saving hydraulic system design, schematic drawing of work; hydraulic structure design and drawing. Hydraulic cylinder design, the cylinder block and cylinder head connection with external half-ring, piston rod and piston screw thread used to connect modular structure. The structure of hydraulic control unit integrated with block block design, made of 6-sided universal manifold block (Manifold). This design uses vertical installation of the bell jar, pump the shaft through the pump flange to achieve the connection with Bell, Bell again and vertical motors with flange connection, relying on the only bell-shaped hood hydraulic pump and motor mouth to ensure concentricity.Key words: Injection molding machine Hydraulic System Hydraulic cylinder Manifold Bell目录第一章绪论11.1注塑机概述11.2塑料注射机的工作循环塑料1第二章 SZ-250型注塑机液压系统设计22.1SZ-250型注射机液压系统设计要求及有关设计参数2 2.2液压执行元件载荷力和载荷转矩计算22.3液压系统主要参数计算42.4制定系统方案和拟定液压系统图62.5液压元件的选择92.6液压系统性能验算112.7液压缸的设计16第三章液压集成块的设计223.1块式集成的结构223.2块式集成的特点223.3块式集成液压控制装置的设计22第四章SZ-250型注塑机动力装置的设计284.1 SZ-250型注塑机液压站的设计284.2液压油箱的设计294.3液压泵组的结构设计32总结与展望34致谢35参考文献36第一章绪论1.1注塑机概述大型塑料注射机目前都是全液压控制。
注塑机的选择注射模是安装在注射机上使用的工艺装备,因此设计注射模时应该详细了解注射机的技术规范,才能设计出符合规范的模具。
注射机规格的确定主要是根据塑件的大小及型腔的数目和排列方式。
在确定模具结构形式及初步估算外型尺寸的前提下,设计人员应对模具所需的注射量、注射力锁模力、注射压力、拉杆间距、最大和最小模具厚度、推出形式、推出位置、推出行程、开模距离等进行计算。
4.1 注射机的技术规范从模具设计角度考虑,需要了解注射机的主要技术规范有:额定注射量、额定注射压、额定锁模力、模具安装尺寸以及开模行程等。
公称注射量有注射容量和注射质量两种表示法。
4.1.1 公称注射量公称注射容量:是指注射机对空注射时,螺杆一次最大行程所射出的塑料体积,以立方厘米(㎝3)表示。
V 公=(π/4)×D 2·S式中:D —螺杆直径(㎝);S —螺杆的最大注射行程(㎝)在注射过程中,随温度和压力的变化,塑料的密度也发生变化,加上成型物料的漏损等因素,故注射机的公称容量一般为:V 公=a·(π/4)×D 2·S式中:a —注射系数,一般为0.7~0.9。
4.1.2 公称注射质量公称注射质量:注射机对空注射时,螺杆作一次最大注射行程所能射出的聚苯乙烯塑料质量。
由于各种塑料的密度及压缩比不同,在使用其他塑料时,实际最大注射量与聚苯乙烯的公称量可进行如下换算:max G =G 公 1221f f ρρ 式中:max G —实际用塑料时的最大注射量(g );G 公—以聚苯乙烯为标准的注射机的公称注射量(g );ρ—实际用塑料在常温下的密度(g/㎝3);1ρ—ABS在常温下的密度(g/㎝3)(通常为1.05 g/㎝3);2f—实际用塑料的体积压缩比,由实验测定;1f—ABS的压缩比,2.5—3.0,在此设计中取3。
24.2 注塑过程注射量的计算4.2.1塑件质量、体积的计算通过观察分析只该护罩形状不规范,用一般的方法很难计算出其体积和质量。
液压传动与气动技术教学大纲一、说明1.课程的性质和内容本课程是机电等专业的主要技术课之一,该课程是机械专业必修课。
主要教学内容包括液压传动和气动技术两部分。
具体内容有:液压传动基础知识及动力元件、液压执行元件、方向控制阀、压力控制阀、流量控制阀、液压系统分析与维护、气动基础知识及执行元件、单缸控制回路设计、双缸控制回路设计、气动系统分析与维护。
2.课程的任务和要求通过本课程的学习,使学生熟悉液压与气压传动的基础知识及各类液压基本回路的功能,组成和应用。
掌握各种液压元件结构原理、特点,熟悉其应用。
能看懂典型的液压系统图,独立分析典型的液压系统,并了解液压伺服系统及液压新技术。
为达到以上目的,从高等职业教育特点出发,在讲授过程中,突出该课程的概念性、实践性都很强的特点,注意课堂讲授和实验密切结合。
在教学过程中,要注意激发学生学习兴趣,提倡学生主动思考问题,培养学生的自学能力。
本大纲只安排了讲授课程及实验的各部分基本内容,教课教师可根据具体学时情况和客观条件,在内容取舍,讲授顺序,教学环节的安排,教学时数的分配等方面,在大纲范围内,灵活制定教学实施计划,报教学管理部门批准执行。
3.教学中应注意的问题〔1〉教师在讲授中应贯彻理论联系实际的原则,注重动手能力,理论与实际应用的联系。
从现实中存在的现象出发,注重培养学生分析问题和解决问题的能力。
(2)教学过程要本着学生为主体的思想,由实物模型到三维数字模型讲授知识,积极引导学生逐步掌握知识和技能,激发学生的学习兴趣,充分调动学生的学习主动性。
(3)充分运用实物、教具、挂图和二维及三维动画教学手段,加强直观性教学力度。
(4)要注重对系统综合运用的评估,完善各阶段的评估体系和方式。
二、学时分配:三、教学课程要求与内容:模块一.液压传动基础知识及动力元件任务1 认识液压传动系统(一)教学要求1.认识液压传动系统的组成2.掌握液压传动系统的工作原理3.熟悉液压传动的工作特点(二)教学内容1、注塑机锁模机构液压传动系统工作过程2、液压系统的组成3、液压传动的工作特点本部分教学的目的是使学生掌握液压传动的工作原理和传动系统的组成,了解其优缺点。
目录1 绪论........................................................................................... 错误!未定义书签。
2 XS-ZY-250A型塑料注射成型机液压系统设计参数 ........................... 错误!未定义书签。
3 工况分析................................................................................................. 错误!未定义书签。
3.1 合摸油缸负载........................................................................... 错误!未定义书签。
3.1.1 根据合模力确定合模油缸推力......................................... 错误!未定义书签。
3.1.2 空行程时油缸推力............................................................. 错误!未定义书签。
3.1.3 启模时油缸推力................................................................. 错误!未定义书签。
3.2 注射座整体移动油缸负载......................................................... 错误!未定义书签。
3.3 注射油缸负载............................................................................... 错误!未定义书签。
3.4 顶出油缸负载............................................................................... 错误!未定义书签。
全立发250T注塑机说明书
一、机器简介
全立发250T注塑机外形尺寸700mm×550mm×2200mm,重量约
2200KG。
是一台用于塑料成型制品的机器设备,主要用于塑料材料的
拉伸、凹压、剪切等加工,由主机、操作台和控制系统组成,主要控
制部件由发那科公司提供,具有稳定、快捷、可靠等特点,可适用于
日常塑料制品加工,现在已被广泛应用于电子、家用电器等各种行业。
二、注塑机主要技术指标
1.最大合模力:250T
2.主机最大功率:45KW
3.注塑时间范围:0.05-2S
4.最大合模板面:680×630mm
5.压杆行程:410mm
6.产品尺寸:300×300×400mm
7.定模压力:20T
8. 可操作温度范围:320℃
9.加热系统:16-20KW/380V/50Hz
10.合模操作方式:电动半机械驱动
11.螺杆转速范围:0-220 rpm
12.加料量:25KG/H-35KG/H
13.机器重量:约2200KG
三、全立发250T注塑机主要特点
1、优势稳定:全立发250T注塑机采用发那科技术,可靠性高,中温及高温范围内工作稳定性良好。
2、简单操作:该机器机组称重方便,操作简单,是一台用于加工技术稳定、质量高的模型机器。
3、结构紧凑:机器结构紧凑,可方便的搬运,布置更加灵活,方便生产加工,可实现手动或者自动化生产。
4、性能可靠:整台机器结构精良,采用专业电器元器件,特定控制系统,性能稳定可靠;使用寿命长,维护方便简单。