量块
- 格式:docx
- 大小:55.91 KB
- 文档页数:3

量块选购常识量块选购常识一. 量块的等级出处一般来讲,量块按级划分,是依据生产厂出厂公差带来确定的;量块按等划分,是依据国家量值传递系统表来确定的(即1等量块传递2等,2等量块传递3等,3等量块传递4等……)。
因此,生产厂生产的量块出厂按级来确定。
在购买人使用之前,要送计量检定机构进行检定,计量检定机构则会对其定等。
比如出厂时量块为0级,送检后,计量检定机构对其判定为3等,并给出具体每块量块的修正值。
二.量块的精度等级的划分(1) 量块分级量块的分级是以量块长度相对于标称长度的偏差(即量块的长度偏差)划分的。
在我国量块检定规程JJG146-2003中,按《长度计量器具(量块部分)检定系统JJG2056-90》的规定分为K、0、1、2、3共五级。
按级使用量块时,用其中心长度的标称长度,因此测量结果中包含了量块实测值对期标称值的偏差。
(2) 量块分等量块的等主要是根据量块长度的测量不确定度划分的。
在JJG146-2003《量块》国家计量检定规程中,按《长度计量器具(量块部分)检定系统JJG2056-90》的规定分为1、2、3、4、5共五等。
按等使用量块时,用其中心长度的实测值。
因此其测量结果只能在一定的程度上接近该量块长度的真值(即测量结果包含了量块实测值对其真值的偏差)。
由此可见,量块按等使用的精度比级的精度高得多,目前最高精度的测量方法(如在激光量块干涉仪上测量),其精度可达±(0.03+0.2L/m)μm。
所以,量块精度分等又分级,目的就在于可借助于高精度的测量方法来确定量块实测值,在使用时加以修正,从而提高量块的使用精度,另外,按等使用还能克服由于量块经常使用导致测量面质量下降而引起精度降低的缺陷。
因此按等使用量块不仅精度高,而且具有一定的经济意义。
为此,对于作为基准进行长度尺寸传递,以及高精度的测量,应当按等使用;而在一般测量时可按级使用,以简化计算。
三. 量块等与级的关系由我国量块检定规程JJG146-2003可见:K、0、1、2、3级量块的长度偏差分别与1、2、3、4、5等量块长度的测量不确定度相当,因此在量块的使用中,一定“等”的量块可以用相应“级”的量块来代替。


量块一、概述量块是由两个相互平行的测量面之间的距离来确定其工作长度的高精度量具,其长度为计量器具的长度标准,通过对计量仪器、量具和量规等示值误差的检定等方式,使机械加工中各种制成品的尺寸能够溯源到长度基准。
按JJG2056-90《长度计量器具(量块部分)检定系统》的规定,量块分为1、2、3、4、5、6等和00、0、K、1、2、3级。
量块已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。
二、检定条件(1)标准条件:温度20℃;大气压力101.325KPA;水蒸汽压力(湿度)1.333KPa。
(2)标准姿态:长度等于或小于100mm的量块,测量或使用其长度时,量块的轴线可竖直或水平安装。
长度大于100mm的量块,测量或使用其长度时,量块的轴线应水平安装,这时,量块一个较窄的侧面放置在分别距量块两端侧量面各为0.211×L的两个横放的支柱上;所有可能影响量块长度、长度变动量或测量面平面度的外加力都应避免。
(3)检定条件偏离标准的处理:如果量块长度测量时的条件与(1)和(2)条款的规定不相同,其测量结果应作相应的修正。
3.检定项目、技术要求(1)外观:①每个量块都应刻印有永久性的、字迹清晰的、代表其标称长度的数码字,也允许刻印制造厂的商标。
标称长度到5.5mm的量块,上述标记刻印在上测量面上,但在测量面中心沿长边方向为12mm区域内和四角测点位置不应刻印任何标记。
标称长度大于5.5mm的量块,在左侧面上刻印上述标记。
标称长度大于100mm的量块,除刻印上述标记以外,还应标示刻印支承位置定位线。
②新制造量块的测量面和侧面不应有划痕、碰伤和锈蚀。
③成套量块的盒上应标明出厂时的级别、编号和商标。
(2)截面尺寸:量块的截面尺寸应符合表6—10—44的规定。
表6—10—44量块的截面尺寸ba&Nb sp;标称尺寸(mm)截面长度a截面宽度b大于到0.5300-0.39-0.05-0.20.510101000350-0.390.05-0.2(3)侧面的平面度、侧面对测量面和侧面之间的垂直度、平行度和倒棱。

1、量块(块规)⑴形状:矩形、圆形⑵材料:钢、石英、玛瑙⑶测量面:1对相互平行的光滑平面⑷参数:①中心长度 L:量块一个测量面中心点a到与该量块另一测量面相研合的辅助平面之间的垂直距离②长度变动量:量块任意点长度L i 中的最大、最小长度差③标称尺寸:量块上标出的尺寸⑸量块的等级:级:00、0、1、2、3依次降低;按长度极限偏差和长度变动量分;以标称长度作为工作尺寸。
等:1、2、3、4、5、6依次降低;按中心长度测量的极限偏差和平面平行度分;以检定后中心长度的实际尺寸作为工作尺寸。
①按等使用:排除了量块的制造误差,仅有测量误差②按级使用:包含了量块的制造误差和测量误差⑹成套量块的尺寸系列:GB6093—1985⑺量块的组合:要求:块数尽量少,最多4块方法:每一块量块消除一位数字,从最末位数字开始例:组合尺寸33.625(用83块一套)标题:长度计量--量块(扩展)量块的基本知识量块是在长度计量工作中经常使用的计量器具。
通过量块可以进行长度的量值传递,量块又可以作为计量标准器对长度计量测试仪器、量具、量规等进行检定,还可以直接测量和调整精密机床的夹具、刀具在加工中的定位尺寸或对精密机械零件尺寸的测量。
所以它对长度计量单位的统一和量值传递准确可靠起着重要的作用。
一、量块的构造及技术要求量块的形状有:矩形截面的长方体量块;圆形截面的圆柱体量块;带有圆孔方形截面的长方管体量块和圆环形截面的圆管体量块。
我国与大多数的国家一样,均采用如图4-l所示的长方体量块。
每个量块都有两个测量面和四个侧面,对标称长度为5.5 mm及小于它的量块,其代表标称长度的数码字和制造者商标,刻印在一个测量面上,称此面为上测量面。
与此相对的面为下测量面。
标称长度大于5.5mm到1000mm的量块,其标称长度的数码字和制造者商标,刻印在面积较大的一个侧面上。
当此面顺向面对观测者放置时,它右边的那一个面为上测量面,左边的那一个面为下测量面。
量块一量块的用途和精度量块又称块规。
它是机器制造业中控制尺寸的最基本的量具,是从标准长度到零件之间尺寸传递的媒介,是技术测量上长度计量的基准。
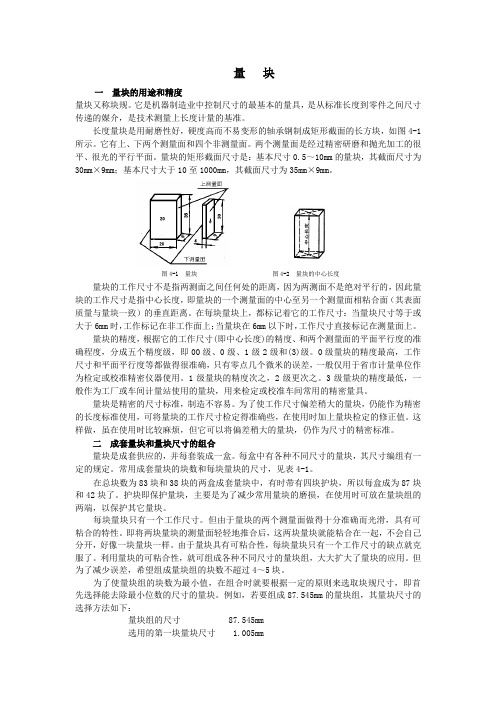
长度量块是用耐磨性好,硬度高而不易变形的轴承钢制成矩形截面的长方块,如图4-1所示。
它有上、下两个测量面和四个非测量面。
两个测量面是经过精密研磨和抛光加工的很平、很光的平行平面。
量块的矩形截面尺寸是:基本尺寸0.5~10mm的量块,其截面尺寸为30mm×9mm;基本尺寸大于10至1000mm,其截面尺寸为35mm×9mm。
图4-1 量块图4-2 量块的中心长度量块的工作尺寸不是指两测面之间任何处的距离,因为两测面不是绝对平行的,因此量块的工作尺寸是指中心长度,即量块的一个测量面的中心至另一个测量面相粘合面(其表面质量与量块一致)的垂直距离。
在每块量块上,都标记着它的工作尺寸:当量块尺寸等于或大于6mm时,工作标记在非工作面上;当量块在6mm以下时,工作尺寸直接标记在测量面上。
量块的精度,根据它的工作尺寸(即中心长度)的精度、和两个测量面的平面平行度的准确程度,分成五个精度级,即00级、0级、1级2级和(3)级。
0级量块的精度最高,工作尺寸和平面平行度等都做得很准确,只有零点几个微米的误差,一般仅用于省市计量单位作为检定或校准精密仪器使用。
1级量块的精度次之,2级更次之。
3级量块的精度最低,一般作为工厂或车间计量站使用的量块,用来检定或校准车间常用的精密量具。
量块是精密的尺寸标准,制造不容易。
为了使工作尺寸偏差稍大的量块,仍能作为精密的长度标准使用,可将量块的工作尺寸检定得准确些,在使用时加上量块检定的修正值。
这样做,虽在使用时比较麻烦,但它可以将偏差稍大的量块,仍作为尺寸的精密标准。
二成套量块和量块尺寸的组合量块是成套供应的,并每套装成一盒。
每盒中有各种不同尺寸的量块,其尺寸编组有一定的规定。
常用成套量块的块数和每块量块的尺寸,见表4-1。

第一章概述1.1 概述量块是一种端面长度标准。
通过对计量仪器、量具和量规等示值误差检定等方式,使机械加工中各种制成品的尺寸溯源到长度基准。
量块的外形如图1-1-1、图1-1-2、图1-1-3所示。
图中,上和下表示测量面;前、后、左、右分别表示侧面。
每个量块都有两个测量面和四个侧面。
标称长度不大于5.5mm的量块,代表其标称长度的数码刻印在上测量面上,与其相背的为下测量面。
标称长度大于5.5mm的量块,代表其标称长度的数码刻印在面积较大的一个侧面上。
当此侧面顺向面对观察者放置(如图1-1-3)时,其右边的一面图 1 -1-1 图1-1-2为上测量面,左边的一面为下测量面。
图1-1-3量块主要以其长度的测量不确定度分等,以量块长度的偏差分级,同时量块各等、级对量块长度变动量和其它性能也有相应要求。
1.2 范围JJG146-2003《量块》检定规程适用于标称长度从0.5mm到1000mm,1等到5等,K级和0级到3级量块的首次检定和后续检定。
第二章 量块的主要计量特性2、术语2.1 量块用耐磨材料制造,横截面为矩形,并具有一对相互平行测量面的实物量具。
量块的测量面可以和另一量块的测量面相研合而组合使用,也可以和具有类似表面质量的辅助体表面相研合而用于量块长度的测量。
2.2 量块的长度l量块一个测量面上的任意点到与其相对的另一测量面相研合的辅助体表面之间的垂直距离。
辅助体的材料和表面质量应与量块相同,见图2-2-1。
注:1 量块任意点不包括距测量面边缘为0.8mm 区域内的点。
2 量块长度包括单面研合的影响。
3 量块长度l 是由数值和长度单位构成的物理量。
2.3 量块的中心长度c l对应于量块未研合测量面中心点的量块长度,见图2-2-1。
2.4 量块的标称长度n l标记在量块上,用以表明其与主单位(m)之间关系的量值。
也称为量块长度的示值。
2.5 任意点的量块长度偏差e任意点的量块长度与标称长度的代数差,即n l l e -=2.6 量块的长度变动量v量块测量面上任意点中的最大长度m ax l 与最小长度min l 之差,见图2-2-2。
量块1量块的等和级按制造精度分为5级:K级;0级;1级;2级;3级。
按坚定精度分为5等:1等;2等;3等;4等;5等。
按级使用使用时直接用标称值按等使用要把修正值考虑进去为什么外国要用级,而国家却规定用等?因为物体由于环境因素使得量块的膨胀系数发生改变,人为因素使得量块的表面受到磨损,这些都会导致系统误差的出现,为了使得数据准确,我们得到的测量值要把修正值考虑进去得出最后结果。
2.量块的结构量块又耐磨材料制造,一般由碳化铬、碳化钨、合金钢、不锈钢、石英石等这几种材料制成,每一材料根据半年不同环境有这自己相应的优点与缺陷。
量块由四个非测量面和两个测量面构成的一个方体,每一个两块都有自己的标称值,标称长度不大于5.5mm的量块标称值刻在量块的上测量面上,其相背为下测量面。
当标称值大于5.5mm的量块标称值刻在面积较大的非测量面上,当其刻有标称值的非测量面面对我们时,其右面为上测量面,左面为下测量面。
4.艾力支撑点:艾利点是距两端面各为0.211L的位置,艾利点是为使水平放置的物体在重力的作用下两端面仍能保持平行状态。
(距离物体两端各1/9,使量块变形最小)贝塞尔点:两支撑点间的距离为0.55938L,这种支撑是使物体受重力变形的影响后,其中性面的尺寸变化最小。
以前的国际米原器就是用贝塞尔点来支撑的。
3.量块的检定1.检定环境:等温恒压(温度20℃,大气压101.325kpa)2主要检定项目:研合性;平面度;长度变动量(测量面平面平行度);中心长度尺寸。
3.检定过程:研合性,测量面平面度:1.在检定前,要带上专业的实验手套,在必要的时候,用特制的镊子对量块进行夹取。
2.用120#汽油清洗被检量块的测量面,并用绸巾擦干汽油。
3.取出直径不小于45mm、厚度不小于11mm的玻璃或石英的平面平晶,将被检测量面的截面尺寸规定矩形截面标称长度n l截面长度a截面宽度b0.5≤n l ≤10 03.030- 05.02.09-- 10<n l ≤100003.035-05.02.09--非测量面平面度用样板直尺靠近侧面,观察其间的间隙或用塞尺测量。
量块的使用方法和用途量块是一种用于测量和比较物体质量的实验工具。
它通常由金属或塑料制成,呈长方体形状。
量块分为不同等级,常见的有1克、5克、10克、50克、100克等。
1.清洁:先用抹布将量块擦拭干净,确保表面没有灰尘、污渍等。
2.确定刻度:检查量块上的刻度标记,确保能够清楚地辨认出质量的数值。
3.稳固:将待测物体放在平稳的台面上,避免其滚动或倾斜。
4.称重:先将空秤盘放在秤上,然后将待测物体放在秤盘上,记录下质量的数值。
5.比较:将待测物体放在另一个秤盘上,逐一将量块放在另一秤盘上,直到两者达到平衡,记录所使用的量块质量。
6.计算:用所使用的量块质量减去已知的质量,即可得到待测物体的质量。
量块的用途广泛,以下是一些常见的应用场景:1.教学实验:学校中的物理实验室常用量块进行实验教学,帮助学生学习质量的概念和测量方法。
2.科研实验:科研人员使用量块进行实验,例如测量物体的质量、执行力学实验等。
3.工业生产:在生产过程中,使用量块进行质量检测、质量控制,确保产品符合要求。
4.健康管理:医疗机构使用量块测量体重,监测病人的健康状况。
5.建筑工程:在建筑工程中,使用量块测量混凝土、砖块等建筑材料的质量,保证结构稳定。
6.精密加工:在精密加工领域,使用量块进行校准和调整,确保精密设备的准确性。
7.逆向工程:逆向工程中的测量和建模过程中,往往需要用到量块进行质量的测量和比较。
总之,量块是一种简单实用的测量工具,可以广泛应用于教学、科研、工业生产、医疗等各个领域,帮助我们准确测量和比较物体的质量。
量块
一量块的用途和精度
量块又称块规。
它是机器制造业中控制尺寸的最基本的量具,是从标准长度到零件之间尺寸传递的媒介,是技术测量上长度计量的基准。
长度量块是用耐磨性好,硬度高而不易变形的轴承钢制成矩形截面的长方块,如图4-1所示。
它有上、下两个测量面和四个非测量面。
两个测量面是经过精密研磨和抛光加工的很平、很光的平行平面。
量块的矩形截面尺寸是:基本尺寸0.5~10mm的量块,其截面尺寸为30mm×9mm;基本尺寸大于10至1000mm,其截面尺寸为35mm×9mm。
图4-1 量块图4-2 量块的中心长度
量块的工作尺寸不是指两测面之间任何处的距离,因为两测面不是绝对平行的,因此量块的工作尺寸是指中心长度,即量块的一个测量面的中心至另一个测量面相粘合面(其表面质量与量块一致)的垂直距离。
在每块量块上,都标记着它的工作尺寸:当量块尺寸等于或大于6mm时,工作标记在非工作面上;当量块在6mm以下时,工作尺寸直接标记在测量面上。
量块的精度,根据它的工作尺寸(即中心长度)的精度、和两个测量面的平面平行度的准确程度,分成五个精度级,即00级、0级、1级2级和(3)级。
0级量块的精度最高,工作尺寸和平面平行度等都做得很准确,只有零点几个微米的误差,一般仅用于省市计量单位作为检定或校准精密仪器使用。
1级量块的精度次之,2级更次之。
3级量块的精度最低,一般作为工厂或车间计量站使用的量块,用来检定或校准车间常用的精密量具。
量块是精密的尺寸标准,制造不容易。
为了使工作尺寸偏差稍大的量块,仍能作为精密的长度标准使用,可将量块的工作尺寸检定得准确些,在使用时加上量块检定的修正值。
这样做,虽在使用时比较麻烦,但它可以将偏差稍大的量块,仍作为尺寸的精密标准。
二成套量块和量块尺寸的组合
量块是成套供应的,并每套装成一盒。
每盒中有各种不同尺寸的量块,其尺寸编组有一定的规定。
常用成套量块的块数和每块量块的尺寸,见表4-1。
在总块数为83块和38块的两盒成套量块中,有时带有四块护块,所以每盒成为87块和42块了。
护块即保护量块,主要是为了减少常用量块的磨损,在使用时可放在量块组的两端,以保护其它量块。
每块量块只有一个工作尺寸。
但由于量块的两个测量面做得十分准确而光滑,具有可粘合的特性。
即将两块量块的测量面轻轻地推合后,这两块量块就能粘合在一起,不会自己分开,好像一块量块一样。
由于量块具有可粘合性,每块量块只有一个工作尺寸的缺点就克服了。
利用量块的可粘合性,就可组成各种不同尺寸的量块组,大大扩大了量块的应用。
但为了减少误差,希望组成量块组的块数不超过4~5块。
为了使量块组的块数为最小值,在组合时就要根据一定的原则来选取块规尺寸,即首先选择能去除最小位数的尺寸的量块。
例如,若要组成87.545mm的量块组,其量块尺寸的选择方法如下:
量块组的尺寸 87.545mm
选用的第一块量块尺寸 1.005mm
剩下的尺寸 86.54mm
选用的第二块量块尺寸 1.04mm
剩下的尺寸 85.5mm
选用的第三块量块尺寸 5.5mm
剩下的即为第四块尺寸 80mm
量块是很精密的量具,使用时必须注意以下几点;
1 使用前,先在汽油中洗去防锈油,再用清洁的麂皮或软绸擦干净。
不要用棉纱头去擦量块的工作面,以免损伤量块的测量面。
2 清洗后的量块,不要直接用手去拿,应当用软绸衬起来拿。
若必须用手拿量块时,应当把手洗干净,并且要拿在量块的非工作面上。
3 把量块放在工作台上时,应使量块的非工作面与台面接触。
不要把量块放在蓝图上,因为蓝图表面有残留化学物,会使量块生锈。
4 不要使量块的工作面与非工作面进行推合,以免擦伤测量面。
5 量块使用后,应及时在汽油中清洗干净,用软绸揩干后,涂上防锈油,放在专用的盒子里。
若经常需要使用,可在洗净后不涂防锈油,放在干燥缸内保存。
绝对不允许将量块长时间的粘合在一起,以免由于金属粘结而引起不必要损伤。
三量块附件
(a) (b)
图4-3 量块的附件及其使用
为了扩大量块的应用范围,便于各种测量工作,可采用成套的量块附件。
量块附件中,主要的是不同长度的夹持器和各种测量用的量脚,如图4-3(a)所示。
量块组与量块附件装置后,可用作校准量具尺寸(如内径百分尺的校准),测量轴径、孔径、高度和划线等工作,如图4-3(b)所示。
表4-1 成套量块的编组。