板式家具工序质量标准及检验规范
- 格式:docx
- 大小:60.05 KB
- 文档页数:18
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:。
编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:审核/日期:核准/日期:编制/日期:王红平/2013-4-10编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:编制/日期:王红平/2013-4-10 审核/日期:核准/日期:(注:文档可能无法思考全面,请浏览后下载,供参考。
可复制、编制,期待你的好评与关注)。
编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编编制/日期:王红平/410 审核/日期:核准/日期:欧阳数创编。
板式家具加工工艺及检验标准一、基材板式家具的基本材料是刨花板和中密度纤维板,这两种板是可以用工业化生产方式进行大规模生产的工程材料。
从材料来源、幅面尺寸和加工性能方面来说,它们不象实木和其它材料,对家具的设计和制造约束很少,因此家具设计师和制造商可以不受材料的限制,而完全根据用户不同品味的需要,设计和制作功能实用、风格各异的家具. 刨花板:将木材加工剩余物或小径材、枝桠材加工成一定形状尺寸刨花,施加一定量胶粘剂,经铺装成型热压而成。
按结构分为普通板和定向板两类,而普通型刨花板又可分为单层、三层、渐变三种结构。
家具用板以渐变和三层结构为主。
通常用平压法制造。
刨花板主要优点是可按需加工成不同厚度大幅面的板材;可直接使用;不需干燥;易加工。
利于机械化生产;运输保存方便;价格便宜。
其缺点是边部毛糙,易吸湿变形,吸水厚度膨胀率较大;握螺钉力较低,紧固件不宜多次拆卸;容积重通常高于木材,刨花板家具较重,横向构件易产生下垂变形等。
我国刨花板产品质量差异较大,一般来讲引进国外先进设备,生产管理较好的企业产品质量较好,各项指标均能达到国家标准,但中、小企业刨花板产品质量均较差,表现在刨花形态差、施胶量高、刨花板吸水厚度膨胀率超过10,、厚度尺寸偏差大于土 1(2mm、扭曲度大于 10mm、刨花板饰面性能(砂不光、不能贴面)、封边性能均较差。
刨花板产品质量低劣,在我国刨花板生产中普遍存在的问题。
而它恰恰正是发展板式家具的一个最大障碍。
用于家具的刨花板应适合于家具的生产特点。
西方发达国家虽然对刨花板按其用途不同而规定若干种具有不同性质的刨花板,而实际上还根据用户定货或用途的不同要求,提供特制的满足某些性能指标要求的刨花板。
我国各地发展刨花板的主要目标之一是为了做家具,而且力求经过表面装饰加工后使用(作为刨花板用户的家具业当然无法直接干预刨花板制造厂家的生产,但是我们应对这种材料在制作家具中应具备的质量要求有一透彻的了解,从而从用户角度对刨花板的性能提出要求。
板式家具工序质量标准及检验规范板式家具工序质量标准及检验规范随着现代科技的发展,板式家具作为一种新型的家具产品,在市场上得到了广泛的应用和推广,成为了人们生活中必不可少的一部分。
作为消费者,我们购买板式家具时常关注的是产品的质量和性能。
然而,作为制造板式家具的厂家和工人,了解和掌握板式家具工序质量标准及检验规范则显得更为重要。
1.板式家具生产工序及检验要点1.1 前期准备工作前期准备工作是板式家具生产的重要环节,决定了产品后期性能和质量。
生产前,首先需要对板材进行挑选和检验。
板材应该符合国家标准,并不存在裂痕、划痕或者缺陷等情况。
板材的厚度、长度和宽度也需要统一,以保证制作的板式家具版面整齐美观。
此外,在生产前还需要准备好叉车、分条机、打磨机、钻机等生产设备,并对设备进行维修保养,确保设备的正常运行。
1.2 板材切割工序板材切割是板式家具生产的第一道工序,质量和精度是非常重要的,因此需要在细节上处理好各个环节。
首先需要在计算机中进行设计和确定板材的尺寸、互相搭配的位置,然后根据设计方案使用数控切割机器人对板材进行切割。
在切割过程中,需要注意安全,确保作业人员不会意外受伤。
同时,还需要在切割后进行审查,检查板材有无毛刺、切割平整度等问题,防止影响后续的生产。
1.3 端部粘合工序端部粘合工序是将多块板材粘在一起制作成大尺寸的板式家具的过程。
首先,需要将板材表面清洁干净,保证其平整无油脂或其他物质。
然后,使用多头压接机进行粘接,注意要加强压力,确保板材之间的粘接牢固,避免板材间有空隙。
在端部粘合工序中还需要注重细节,在橱柜和书柜等家具中尤其重要,如门框的内角处和侧板相接口处需用抗裂胶进行黏接,增加接头的牢固性。
同时在粘接后最好进行烘干,约为30分钟,此操作可减少水分含量杜绝板材湿气过多,导致板材变形。
1.4 表面处理工序表面处理工序是板式家具制作中最能展现产品质量和工艺的一个工序。
简单的表面处理会导致板式家具整体外观低档次,而精细的表面处理会让产品看起来高大上,有品质感。
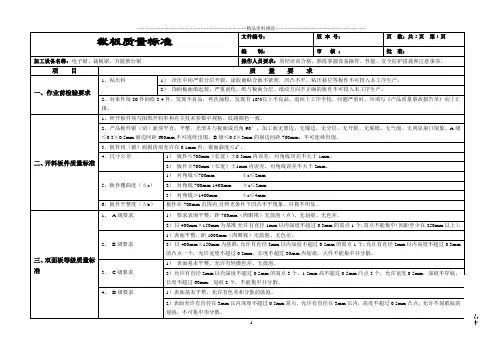
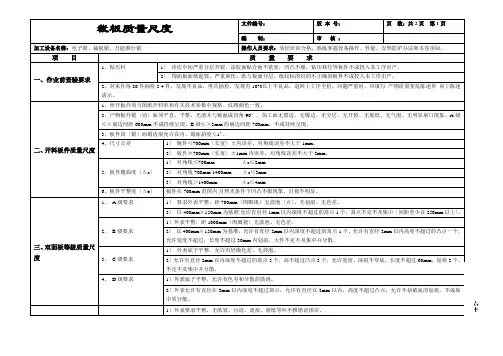
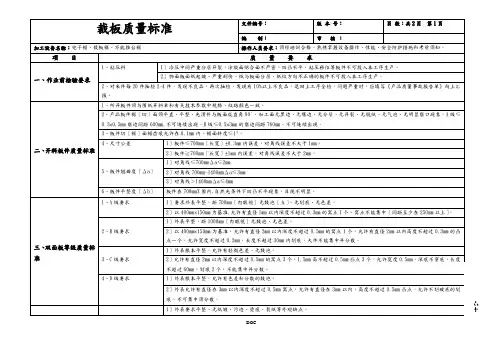
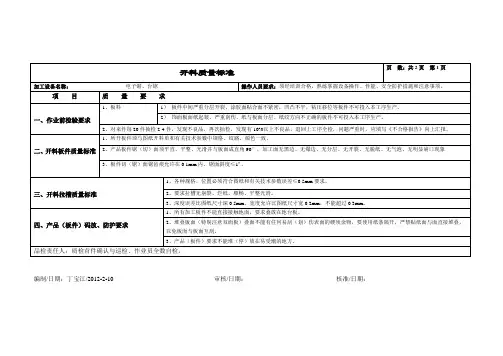
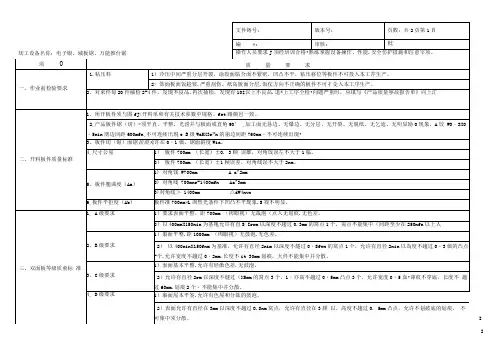
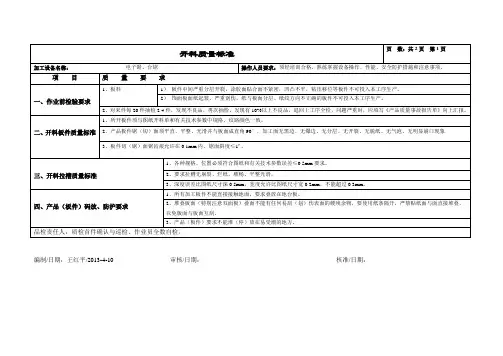
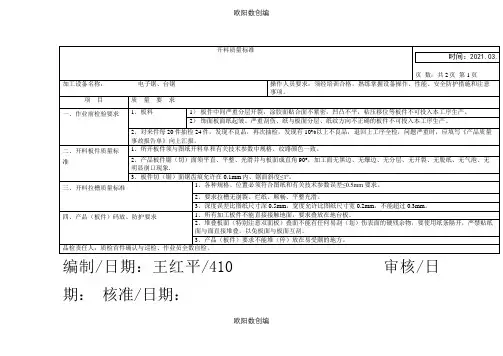
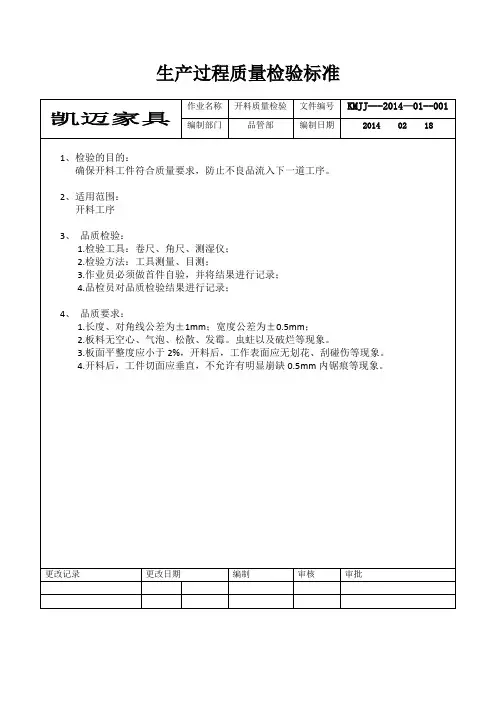
加工设施名称:项目一、作业前查验要求二、开料板件质量标准三、开料拉槽质量标准开料质量标准页数:共 2页第 1 页电子锯、台锯操作人员要求:须经培训合格,娴熟掌握设施操作、性能、安全防备举措和注意事项。
质量要求1 、板料1)板件中间严重分层开裂,涂胶面贴合面不密切,凹凸不平,粘压移位等板件不行投入本工序生产。
2)饰面板面纸起皱、严重刮伤、纸与板面分层、纸纹方向不正确的板件不行投入本工序生产。
2 、对来件每20 件抽检 2-4 件,发现不良品,再次抽检,发现有10%以上不良品,退回上工序全检,问题严重时,应填写《不合格报告》向上报告。
1 、所开板件须与图纸开料单和有关技术参数中规格、纹路、颜色一致。
2 、产品板件锯(切)面须平直、平坦、圆滑并与板面成直角90°,加工面无黑边、无爆边、无分层、无开裂、无脱纸、无气泡、无显然崩口现象.3 、板件切(锯)面锯齿痕同意在0.1mm 内、锯面斜度≤ 1o。
1、各样规格、地点一定切合图纸和有关技术参数偏差≤0.5mm 要求。
2、要求拉槽无崩裂、烂纸、顺畅、平坦圆滑。
3、深度偏差比图纸尺寸深,宽度同意比图纸尺寸宽,不可以超出。
1、所有加工板件不可以直接接触地面,要求叠放在地台板。
四、产品(板件)码放、防备要求2、堆叠板面(特别注意双面板)叠面不可以有任何易刮(划)伤表面的硬剩余物,要使用纸条分开,禁止贴纸面与面直接堆叠,免得板面与板面互刮。
3、产品(板件)要求不可以堆(停)放在易受潮的地方。
品检责任人:质检首件确认与巡检、作业员全数自检。
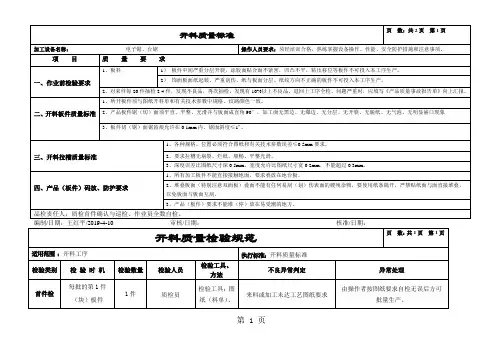
编制 /日期:丁宝江/2012-2-10审查/日期:批准/日期:开料质量查验规范页数:共1页第1页合用范围:开料工序查验类型查验机遇每批的第 1 件首件检(块)板件每生产 10-30 件制程检每生产 50-100 件每 20 件中间竣工检每 50 件之间查验数目1件2—6 件6—8 件2—4 件6—8 件查验人员查验工具、方法质检员查验工具:图纸(料单)、操作者卷尺、角尺质检员查验方法:工操作者具丈量、目视质检员履行标准:开料质量标准不良异样判断来料或加工未达工艺图纸要求查验数目内,不良率超10%查验中发现有一个或一个以上的不良品时异样办理由操作者按图纸要求自检无误后方可批量生产。
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10 审核/ 日期:核准/日期:
编制/日期:丁宝江 /2012-2-10 审核 /日期: 核准/日期:
审核 / 日期:
核准 /日期:
品检责任人:质检首件确认与巡检、作业员全数自检。
编制 / 日期:丁宝江 /2012-2-10
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
页数:共 1 页第 1 页编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
页数:共 1 页第 1 页
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/日期:丁宝江/2012-2-10 审核/日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10核准/日期:
审核/ 日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:
编制/ 日期:丁宝江/2012-2-10审核/ 日期:核准/日期:。