侧向分型与抽芯机构课件
- 格式:ppt
- 大小:2.16 MB
- 文档页数:16
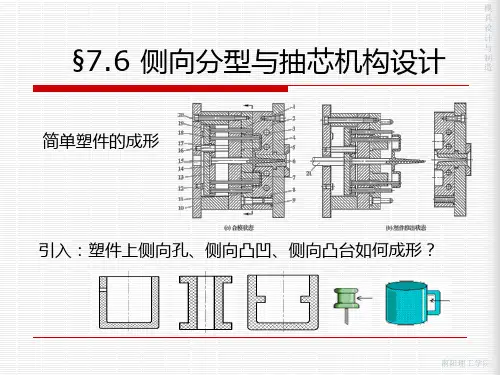
第十章侧向分型与抽芯机构§10.1 侧向分型与抽芯机构的分类及组成§10.2 抽芯力与抽芯距的确定§10.3 斜导柱侧向分型与抽芯机构§10.4 弯销侧向分型与抽芯机构§10.5 斜导槽侧向分型与抽芯机构§10.6 斜滑块侧向分型与抽芯机构§10.7 齿轮齿条侧向分型与抽芯机构§10.8 弹性元件侧向分型与抽芯机构§10.9 手动侧向分型与抽芯机构§10.10 液压或气动侧向分型与抽芯机构观察下列塑件有什么特点?塑件上有侧向孔、侧向凸凹、侧向凸台——“倒扣”(undercut)侧孔Ø侧型芯:当塑件上具有与开模方向不同的内外侧孔或侧凹等结构阻碍塑件直接脱模时,必须将成型侧孔或侧凹的零件做成活动结构的零件。
Ø侧向抽芯机构:侧向成型杆、成型块应在开模时首先从制件中抽出,才能推出制品。
完成侧向成型杆及成型块抽芯、复位的机构统称侧向抽芯机构。
§10.1 侧向分型与抽芯机构的分类及组成1、侧向分型与抽芯机构的分类–按动力来源分类:Ø机动侧向分型与抽芯机构Ø液压或气动侧向分型与抽芯机构Ø手动侧向分型与抽芯机构1)机动侧向分型与抽芯机构–机动抽芯依靠注射机的开模力(或推出力),通过传动机构改变运动方向,将侧向的活动型芯抽出;合模时,又靠传动零件使侧向成型零件复位。
–特点:模具结构比较复杂,但抽芯不需人工操作,抽拔力较大,具有灵活、方便、生产效率高、容易实现全自动操作、无需另外添置设备等优点,在生产中被广泛采用。
l机动侧向抽芯机构按结构形式的分类:Ø斜导柱(斜销)侧向分型与抽芯机构Ø弯销侧向分型与抽芯机构Ø斜导槽侧向分型与抽芯机构Ø斜滑块侧向分型与抽芯机构Ø齿轮齿条侧向分型与抽芯机构Ø弹性元件侧向分型与抽芯机构2)液压或气动侧向分型与抽芯机构–侧向分型的活动型芯可以依靠液压传动或气压传动的机构抽出。