橡胶制品模具分类讲解
- 格式:doc
- 大小:126.00 KB
- 文档页数:2
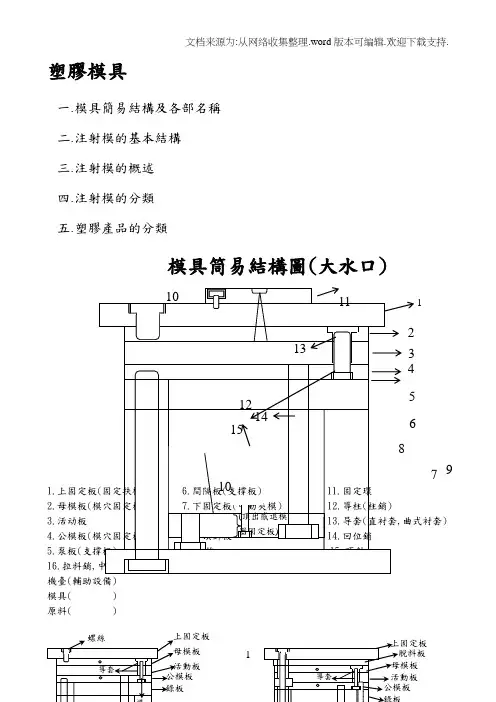
塑膠模具一. 模具簡易結構及各部名稱 二. 注射模的基本結構 三. 注射模的概述 四. 注射模的分類 五. 塑膠產品的分類模具筒易結構圖(大水口)1.上固定板2.母模板(3.活动板)4.公模板(5.泵板(16.拉料銷,機臺(輔助設備) 模具( ) 原料( )17 9拉杆大水口(兩塊) 小水口(三塊)樹脂:的基本性能..在工業中,:高聚物(聚合物),起增產作用;2.; .高分子類:1.枝型高分子,不易結晶.理想的模具結構應能充分發揮成型設備的能力.如合理的型腔數目和自動化水平等,在絕對可靠的條件下使模具本身的工作最大限度地滿足塑件的工藝技術要求.塑件的幾何形狀尺寸,表面光潔度和生產經濟要求.(成本低,效率高,使用壽命長,節省勞力)排氣槽開在合模分型面上,處於熔體流動末端為好3-5mm,寬0.05澆口功能: 塑件熔體澆位的通道.澆口適時凝固可控制保壓時間,點澆口適用於低粘度和粘度對剪切速率敏感的塑膠如潜優式澆口:即吸收了點澆口優點也克服了點澆口帶給模具的複雜性,這种澆口不適用於脆性塑料.如PS和GF大比例側澆口:一般開在分型面上,從塑件的外側面進料,方便調整充模時的剪切速率和澆口封閉時間,截面形狀簡單,加工方便,去除澆痕方便.缺點:易形成熔接痕﹑縮孔﹑凹陷﹑注射壓力失效大﹑對殼體塑件會排氣不良.重疊式澆口:不是在塑件的側邊而是在塑件的一個側面,亦是衝擊澆口.如成形條件不當,會在澆口處產生表面凹痕,導致切除澆口比較困難.扇形澆口:常用於成形寬度較大的板狀塑件.澆口進料方向﹑變寬﹑厚度卻減至最薄,可降低內應力,減小其翹曲﹑變形,排氣較好.薄片式:適用於較大的平板形制品,以較低的速度均勻平穩進入型腔可減少產品內應力.由於去除澆品困難,必須使用工具.盤形:適用於內孔較大的圓筒形塑件,澆整個內孔圓邊上.環形:適用於較長的管形制品.輪輻:類似盤形澆口,帶有矩形內孔的塑件.爪形:適用於長形塑件和軸度要求高的塑件.護自式:可減少澆口附近的內應力.對於流動性差的塑料.如直澆口:可適各种塑膠傳递力好,保壓補縮作用強.適用於大型厚壁和熔體粘度特別高的膠成形.擋銷作用:使頂出板與底板之間形成間隙,以便清理廢精雜物.是由調解擋銷的厚度來決定頂杆的位置和頂出距離.由於塑件開模時包緊型芯,頂出力作用點盡可能靠近型芯,塑件本體剛度強度最大的部位,防止塑件本體變形系數增大,二次脫模機構主要避免塑件受力過大易使塑件破列﹑變形.訂購模座方法.SA 15 20 40 50 50 50型號長寬母公錄墊設計分板1.了解制品的尺寸﹑材質﹑特性;2.了解射出機之性能﹑規格3.分模線選擇(動/固);4.模心形狀﹑位置之決定;5.成形之規劃:A.模穴數.B模芯之位置尺寸(檢查成品是否有其它注意事項.如:是否有死角,用不用滑塊,特大尺寸,銷模力)6.澆道選擇:(依據需求量﹑品質考量﹑塑料材質﹑投資額回報率等)7.A:二板式模具構造較簡單,但產品成形後需要處理,流道及澆口成形之肖力.B:三板式模具因在內部切斷澆口,其痕跡不明顯,適於自動化作業.澆口周圍殘留變形小.熱流道不會料,成形速度快,更可獲得較少殘留應力現象.8.冷卻系統配置,9.固定側部分尺寸及其它.模具對溫度的要求,產品精度相對粗糙的模具,可用水溫防止模具溫度高,而導致模具零件易老化,反之是用油溫恆溫確保產品的各部尺寸,A.分析外觀要求縮水率1客戶要求業務 2.塑件特性流動性產量厚擦系數老板B.設計:1.確定PL面;2.預防產生死角(點頂出困難)3.確定頂出系統;4.澆口方法確定;5.模仁入子尺寸設定,決定產品尺寸公差;6.決定模具結構是否需要滑塊;7.模座規格;8.思考模板動作是否合理.注射模之分類1.按塑膠材料分類:熱塑性注射模具和勢性注射模具2.按模具腔數止:單型腔注射模具和多型腔注射模具3.按模具安裝方式分類:移動式和固定式模具三板二板4.按注身機分類:臥式﹑立式﹑角式﹑注射機用注射模具5.按模具澆注系統分類:冷流道﹑絕熱流道﹑熱流道﹑溫流道三板只有一個分型面,三板有兩個以上他型面適於點澆口進膠模具,一般有內外開模器裝置給成部分:1.成形零件;2.澆注系統;3.導向部;.件脫模機構;5.分型抽心機構;6.調;溫系統;7. 排氣系統;8.其它零部件.。
橡胶模具的概念橡胶模具的概念:是指利用特定形状的型腔,成型具有一定形状和尺寸精度橡胶制品的工具贯通型模具:冲裁模,拉拔模,挤压模,粉末冶金压模等型腔式模具:压弯模,压铸模,锻模,塑料注射模,橡胶模等主要由压模,压铸模,注射模和压出成型模具四种2.压制成型模具概念:是指将具有一定可塑性的胶料,经预制成简单的形状后填入模具型腔,经加压,加热硫化后,即可获得所需形状制品的一种模具3.压制成型模具的结构种类及主要用途开放式:适用于形状简单,胶料硬度较低,并具有较好流动性的胶料橡胶制品封闭式:适于夹布,夹其他织物的制品以及硬度较高,流动性差的制品半封闭式:适于上下模带有型腔,制品同轴度要求较高的单腔模具,也适于内夹织物的制品零件的模压生4.分型面的概念及种类:根据模压制品的几何图案和质量要求,在模具结构上确定一个或几个分合面和机械加工面的分离面,成为分型面常见的分型面:水平分型面,垂直分型面,阶梯分型面,斜分斜面以及复合分斜面等5.分型面选取的原则:1保证制品顺利取出与脱模,有利于Fig2-16型腔中气体的排出2模具的分型面应尽量避开制品的工作面3同一类型制品不同分型面的选择4分型面应选择制品的边角和圆弧突出点的面上,有利于飞边的修除5夹布,夹织物制品的分型面选择6橡胶制品中各类套管,防尘罩,橡胶轴承分型面的选择7保证制品精度,对同轴度要求高的制品的外形或内孔,应尽可能设在同一块模板上,否则由于模板间配合精度不够,定位偏差将影响制品的同轴度。
6.模具的定位方式:圆柱面的定位,圆锥面与斜面定位,分型面定位,导柱导套定位,镶块与挡板定位,哈夫定位机定位,螺钉定位7.胶料收缩率的概念,产生原因影响因素概念:胶料收缩是指制品硫化后,从型腔内取出冷却至室温的尺寸与制品对应型腔尺寸之差同制品实际尺寸的百分比产生原因:1温度变化引起的收缩2化学反应引起的收缩3分子链取向引起的收缩影响因素:1含胶率和胶种2胶料硬度3硫化温度4半成品胶料重量5胶料加工工艺6制品形状大小9.飞边的概念,以及修除飞边的方法:减少或消除橡胶模压制品飞边的主要措施是合理设计模具结构和骨架封模尺寸,保证模具的制作精度,规范装模和启模操作11.压铸成型基本原理:在普通模压法生产的橡胶制品模具上,增加压铸塞,加料室两个元件。
模具类别和分类方法模具是一种在工业生产中广泛应用的工具,用于制造大量产品,例如汽车零部件、电子产品外壳、塑料产品等。
模具类别和分类方法是指对模具进行划分和分类的方式和标准,可以根据不同的特性和用途进行分类,以方便选择和应用。
一、模具类别:根据模具的制造材料、用途和结构特点,可以将模具分为以下几类:1.按照制造材料分类:(1)金属模具:金属模具通常由金属材料(如铁、铝等)制成,用于制造金属产品或经过热塑性变形的非金属产品。
(2)塑料模具:塑料模具通常由塑料材料(如树脂、聚氨酯等)制成,用于制造塑料制品,如塑料壳体、注塑件等。
(3)橡胶模具:橡胶模具通常由橡胶材料制成,用于制造橡胶制品,如橡胶密封件、橡胶制动垫等。
2.按照用途分类:(1)冲压模具:冲压模具主要用于金属材料的冲压成型,可以分为单工位模、多工位模和连续模等。
(2)注塑模具:注塑模具主要用于塑料材料的注塑成型,包括冷却模具、热流道模具和多腔模具等。
(3)压铸模具:压铸模具主要用于金属材料的压铸成型,包括冷室模具和热室模具等。
3.按照结构特点分类:(1)单件模具:单件模具是指由一个模具部件组成的模具,适用于生产单一型号的产品。
(2)组合模具:组合模具是将多个模具部件组合在一起,适用于生产多种型号的产品。
(3)复合模具:复合模具是将两种或以上不同类型的模具组合在一起,适用于生产结构复杂的产品。
二、模具分类方法:1.按照应用行业分类:模具可以根据应用行业的不同进行分类,如汽车模具、电子模具、家电模具等。
这种分类方法可以根据模具所应用的行业领域来确定使用的材料和制造工艺。
2.按照加工工艺分类:模具可以根据加工工艺的不同进行分类,如冲压模具、注塑模具、压铸模具等。
这种分类方法可以根据模具所使用的加工工艺来确定其结构特点和制造要求。
3.按照产品形状分类:模具可以根据产品形状的不同进行分类,如平面模具、曲面模具、异型模具等。
这种分类方法可以根据模具所制造的产品形状来确定其结构设计和制造工艺。
橡胶制品的模具分类以橡胶为原料用模具在高温高压下经硫化做成的产品,称为橡胶模型制品,大者有汽车轮胎,最小者有直径只有及毫米的打火机密封圈。
模具的材质、尺寸精确度、排气及启模难易程度等都是直接影响到橡胶制品的质量、劳动强度、生产效率。
同时模具材质的选择、热处理等制造工艺以及模具组装质量等,又直接影响到模具的使用寿命。
所以模具设计时,首先应对橡胶件的形体结构特点进行认真分析、研究,并以此为据,选择和设计合理的模具结构、合理的材质及热处理工艺,以满足橡胶制品的要求和模具的使用要求,硫化后模具易于开启,可提供哦啊生产效率和模具的使用寿命,从而提高了经济效益。
为了硫化出的橡胶制品尺寸精确,模具设计者必须熟知各种橡胶不同硬度和含胶率的收缩率。
橡胶制品的压制原理的不同,主要可分为填压模、压注模和注射模三大类。
1、填压模将胶料装入模具型腔中,通过平板硫化机加压、加热硫化而得到橡胶制品的模具称为填压模。
而填压模又可分为3种。
1、开放式填压模开放式填压模是利用上、下板接触,以外力压制产品,上模无导向,无加料腔,胶料易从分型面流掉,制品件有水平方向的挤压边。
开放式填压模开放式填压模的优点是结构简单、造价低、压制产品时易排除空气,但胶料易流失,耗胶量大。
这种结构的模具在模具中占的比例比较大。
2、封闭式填压模封闭式填压模有加料腔,上模有导向,在压制产品过程中,胶料不易流出,胶料受压力大,产品件致密度高、耗胶量小。
但排气性差,模具要求精度高,制造成本也高。
封闭式填压模半封闭式填压模半封闭式填压模从结构上来看,它兼有开放式填压模和封闭式填压模的优点。
这种结构形式的模具在压制产品时,其胶料的流动性在一定程度上受到了限制,仅能流出一部分胶,压制压力较开放式填压模大,橡胶制品件致密度也比较高。
半封闭式填压模b.压注模压注模是将胶料放入压缩腔内,利用柱塞传递的压力,通过注胶道口将胶料压入型腔内而得到的橡胶制品件。
压注模压制的橡胶制品件密度高、产品质量好,可提高生产效率。
第一章:橡胶制品模具设计
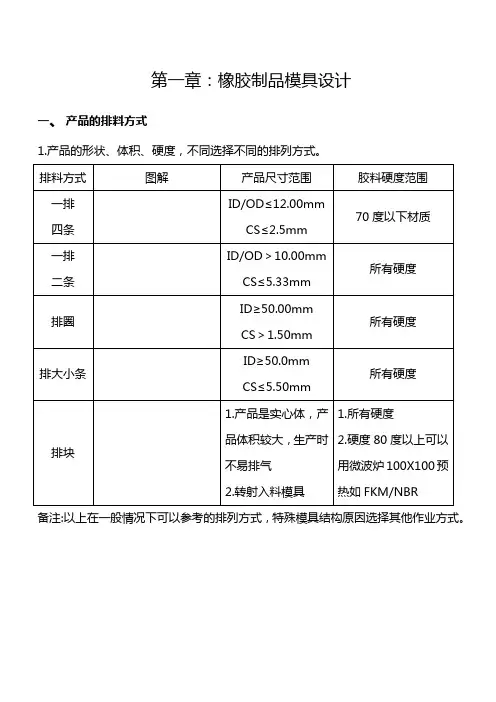
一、产品的排料方式
1.产品的形状、体积、硬度,不同选择不同的排列方式。
备注:以上在一般情况下可以参考的排列方式,特殊模具结构原因选择其他作业方式。
二、模板尺寸设定
1.模板尺寸,主要指模具面和电热板面的接触的尺寸,模具承受压力面越大,压强就越小,产品毛边加厚,容易缺料不良,相反模具承压面越小,承受压强就越大,产品毛边就越薄,不易缺料,模温更加均匀。
2.模板尺寸因制品的要求尺寸及报价的孔数不同而设定,一般情况模具型腔面设计成正方形,这样模具受压均匀,模温也更加均匀。
3.计算公式:
M= ﹛OD X (1+K) +2XL﹜X C+ 80mm
↓↓↓↓↓↓
如:型号外径15mm预估缩水率为3%刀口宽度为1.5mm型腔排列数为10孔
M=﹛15X(1+0.03)+2X1.5﹜X10+80=264.5mm
模板可以选择260mmX260mm尺寸,若计算后数值280mm-300mm则可以选择310mmX310mm模板。
以上只针对O-ring及普通垫片类产品。
若由其他不规则型号楷模时模板尺寸需要重新评估。
三、排气槽/排气孔的设定
1.排气槽设定依产品的形状及高度要求不同而不同。
一般O-ring产品可以设定宽度3.0X深度0.30mm-0.50mm,产品较厚可以适当的做调整。
2.排气孔设定主要依产品的内径及线径要求而不同一般O-ring及其他E类产品
内径较大的产品,排气孔位置应靠近模腔,50-70mm距离,有利于排气。
四、切嘴形状及尺寸设定:
模具切嘴设定需考量,材质本身加成本,因产品形状不同,可以适当做调整。
五、模具结构设计。
常见橡胶模压模具结构特点及设计加工要求苗志军(天津市橡胶工业研究所有限公司,天津,300384)摘要:模具是现代工业生产中必需的关键工艺设备,在国际上被誉为“工业之母”。
本文首先简要介绍了模压成型、浇注成型和热塑成型三种橡胶成型工艺,然后着重介绍了填压成型模具、压注成型模具和注射成型模具的结构特点和适用情况,其中填压成型模具又分为开放式、半封闭式和封闭式三类。
最后介绍了橡胶模具设计加工中的材料要求、尺寸和公差要求、粗糙度要求及其他要求。
关键词:橡胶;模具;设计;模具是现代工业生产中必需的关键工艺设备,大至汽车、小至玩具,其制作均源于一系列大小模具,因此模具在国际上被誉为“工业之母”。
橡胶行业同样如此,大到直径数米的特种工程车轮胎,小到直径只有毫米级的打火机密封圈,其产品制作均需要有对应结构尺寸的模具来实现。
橡胶模具设计与机械加工工艺、橡胶生产工艺等密切相关。
一方面,橡胶产品是根据其使用要求的不同选择不同的胶种制作而成,不同的橡胶具有不同的性能,在成型工艺方法上又各不相同,所以在设计模具时应充分考虑橡胶产品生产工艺的要求;另一方面,橡胶模具既是一种机械加工的实体,又是橡胶产品生产成本的一项因素,所以模具设计时应考虑模具零部件的结构符合机械加工的要求,并根据产品生产量的多少选择不同的结构,在满足使用要求的前提下,尽量减少模具加工费用。
模具的材质、尺寸精度、排气方式及起落模的难易程度等会直接影响橡胶产品的质量、生产效率和操作人员的劳动强度。
同时模具材质的选择、热处理方式等制造工艺以及模具的组装质量等,又直接影响到模具的使用寿命,进而影响橡胶产品的生产成本。
因此,在模具设计时只有对橡胶产品的生产工艺、橡胶模具的基本结构形式和机械加工工艺等知识有全面的了解,才能设计出结构合理、经济适用的橡胶模具。
1、橡胶成型工艺分类根据橡胶产品的成型工艺特点,可以分为模压成型工艺、浇注成型工艺和热塑成型工艺。
其中模压成型工艺最为常见,是将半成品(混炼胶)装入模具中,通过高温高压硫化成型,常见的橡胶材料有天然橡胶、氯丁橡胶、乙丙橡胶、丁腈橡胶、丁苯橡胶、丁基橡胶、顺丁橡胶、硅胶、氟胶、氯化聚乙烯、氯磺化聚乙烯橡胶、丙烯酸酯橡胶等常用橡胶材料。
1、橡胶模具的介绍橡胶模具,按制作方式是指根据橡胶模具制品要求进行设计, 并按照图纸要求将金属材料通过机械加工生产出来的一种模具; 按用途是指在一定的工艺条件下,如温度,压力,时间等,将橡胶原料(固态或液态)进行加工并生产出橡胶产品的一种模具。
橡胶是一种高分子化合物,可分为天然橡胶和合成橡胶,主要性能特点是具有高弹性。
常见橡胶有:丁晴橡胶(NBR),乙丙橡胶(EPDM),氟橡胶(FPM),硅胶等。
由于不同的橡胶具有不同的性能,在生产工艺上要求各不相同,这就要求设计橡胶模具必须要考虑橡胶的种类和加工工艺。
此外由于橡胶模具必须是经过机械加工完成, 也是生产产品的成本必须要考虑的一项因素,因此在设计橡胶模具时必须要符合机械加工的要求,同时根据产品的量的因素,在满足产品要求的情况下,尽量减少生产成本。
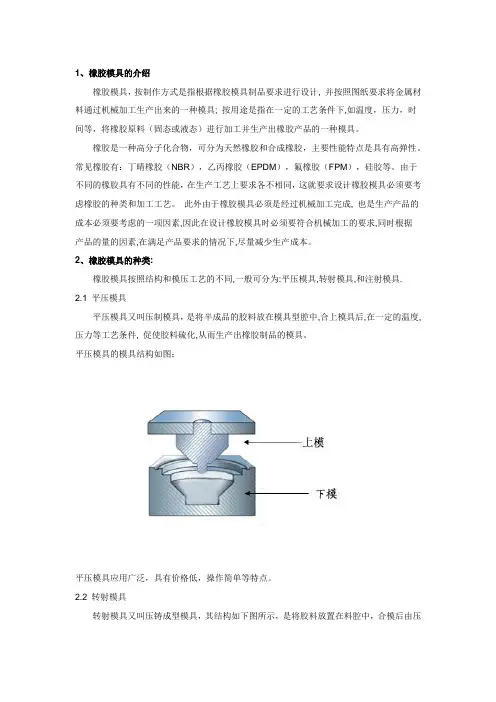
2、橡胶模具的种类:橡胶模具按照结构和模压工艺的不同,一般可分为:平压模具,转射模具,和注射模具.2.1 平压模具平压模具又叫压制模具,是将半成品的胶料放在模具型腔中,合上模具后,在一定的温度,压力等工艺条件, 促使胶料硫化,从而生产出橡胶制品的模具。
平压模具的模具结构如图:平压模具应用广泛,具有价格低,操作简单等特点。
2.2 转射模具转射模具又叫压铸成型模具,其结构如下图所示,是将胶料放置在料腔中,合模后由压料板(又名柱塞)将胶料通过注胶孔(也称注胶道)压入型腔中硫化生成产品,这种模具结构就是转射模具。
由于转射模具是将胶料以熔融状态压入型腔,所以产品致密度较高,质量均匀。
与平压模具不同的是,转射模具在结构上具有注胶孔和料腔。
2.3 注射模具注射模具是指安装在橡胶注射机的热板上,由注射机将已经在注射筒内塑化,预热接近硫化温度的胶料,通过注射机注射嘴和模具的注射系统注入型腔硫化橡胶制品的模具。
其结构如下图所示:注射模具一般由动模和定模两部分构成,定模一般也称为上模部分,安装在注射机的固定热板上,与注射机喷嘴相连,动模也称为下模部分,安装在注射机的活动热板上。
橡胶模压制品分类橡胶模压制品也叫橡胶模型制品,橡胶制品几乎都通过相应的模具来进行其成型加工的,但是,并不是说所有橡胶制品都能称得上为“橡胶模压制品”。
橡胶模压制品是指胶料在其模具型腔中成型并硫化所得到的制品。
橡胶模压制品在橡胶制品中是品种最多应用最广的一类特殊制品。
它的特点是:制造容易、外型准确、表面光滑、质地致密,工艺简单,易于机械化和自动化生产、生产效率高,成本低,因此,制品商业性强,适宜于形状复杂的橡胶制品。
橡胶模压制品分类如下:密封类O型圈、油封(无骨架式、有骨架式)、唇形密封圈(V、L、Y、U、J形密封圈)、矩形密封圈、角形密封圈、特殊形状密封圈、一般密封圈及密封垫、特种制品类囊类制品、波纹类制品、套类制品、内含嵌件类软嵌件(织物类)、硬嵌件(金属类)、薄膜类制品、轴类制品、减震缓冲类制品、吹气成型类制品、吹气取件类制品、垫类,脚垫。
在橡胶模压制品零件生产中,混炼胶的制备的前序加工过程与其他制品相同,制品的成型和硫化在模具中进行,生产的方式有模压法,压铸法及注射法。
模压法是将胶料或预成型半成品直接装入模具的型腔,然后进行压制并硫化,从而得到制品零件的方法。
压铸法是将胶料加入到加料室中,通过压柱将加料室中的胶料压入模具型腔,经硫化而得到制品的方法;注射法就是胶料通过橡胶注射机直接注入模具型腔并硫化,从而得到制品的方法。
橡胶模压制品的质量包括外形尺寸、表面光洁度、物理机械性能、弹性和其他特殊要求的性能。
橡胶模压制品的后处理:飞边的修除,所谓飞边,就是在模压硫化过程中,多余的胶料流入了模具的各个分型面之间,且与制品零件表面相互连接的橡胶薄膜。
飞边也叫废边、毛边或毛刺。
在橡胶模压制品的生产流程中,飞边的修除,是一项保证制品零件的使用功能、尺寸精度和外观质量的非常重要的工作。
飞边的修除可分为手工操作和机械操作两,手工操作是中小型企业或非专业性生产的厂家的主要生产方式。
模具分类及其特点模具是工业生产中常用的一类工具,用于制造各种产品的零件和部件。
根据不同的材料、形状和用途,模具可以分为多个分类。
下面将就常见的模具分类及其特点作详细介绍。
1.塑料模具塑料模具是制造塑料制品的专用模具。
它可以通过注塑机等设备将熔化的塑料注入模具中,经过冷却硬化后,取出成型的产品。
塑料模具使用广泛,适用于制造各种日常用品、工业零件等。
具有制造周期短、成本低、生产效率高、产品精度高等特点。
2.压铸模具压铸模具是制造铝合金、锌合金、镁合金等金属制品的专用模具。
通过将熔融的金属注入模具中,并通过压铸机施加高压冷却,使金属迅速凝固成型。
压铸模具通常适用于制造汽车零件、电子产品外壳等高强度和高精度要求的产品。
具有生产效率高、工件精度高、表面质量好等特点。
3.钣金模具钣金模具是用于加工金属板材的模具。
它可以通过剪切、冲压、折弯、焊接等工艺,将金属板材加工成所需形状的工件。
钣金模具主要适用于制造电梯、机箱、家电外壳等产品。
具有成本低、制造周期短、工件精度高、外观质量好等特点。
4.塑胶模具塑胶模具是专门用于加工塑胶制品的模具。
它可以通过注塑机将熔化的塑胶注入模具中,并经过冷却硬化后取出成型的产品。
塑胶模具适用于制造塑胶瓶、桶、容器等产品。
具有生产效率高、成本低、产品精度高等特点。
5.铸造模具铸造模具是用于铸造铸铁、铸钢、铸铝等金属制品的模具。
它可以通过砂型、金属型等方式制造出所需形状的铸件。
铸造模具广泛应用于汽车、机械、建筑等各个行业。
具有制造周期短、成本低、适应性强等特点。
6.橡胶模具橡胶模具是用于制造橡胶制品的模具。
它可以通过压延、挤出、注塑等方法制造出所需形状的橡胶制品。
橡胶模具适用于制造密封件、橡胶垫圈、橡胶管等产品。
具有生产效率高、成本低、产品精度高等特点。
总之,模具根据不同的材料和用途可以分为多个分类。
每一类模具都有自身的特点和应用范围,可以满足不同行业对生产效率、产品精度、成本控制等方面的要求。
橡胶制品模具分类讲解
目录:行业动态星级:3星级人气:72发表时间:2012-01-13 09:05:00
【大中小】文章出处:建泰盛硅橡胶有限公司网责任编辑:FoLon作者:NSW
以橡胶为原料用模具在高温高压下经硫化做成的产品,称为橡胶模型制品,大者有汽车轮胎,最小者有直径只有及毫米的打火机密封圈。
模具的材质、尺寸精确度、排气及启模难易程度等都是直接影响到橡胶制品的质量、劳动强度、生产效率。
同时模具材质的选择、热处理等制造工艺以及模具组装质量等,又直接影响到模具的使用寿命。
所以模具设计时,首先应对橡胶件的形体结构特点进行认真分析、研究,并以此为据,选择和设计合理的模具结构、合理的材质及热处理工艺,以满足橡胶制品的要求和模具的使用要求,硫化后模具易于开启,可提供哦啊生产效率和模具的使用寿命,从而提高了经济效益。
为了硫化出的橡胶制品尺寸精确,模具设计者必须熟知各种橡胶不同硬度和含胶率的收缩率。
橡胶制品的压制原理的不同,主要可分为填压模、压注模和注射模三大类。
1、填压模将胶料装入模具型腔中,通过平板硫化机加压、加热硫化而得到橡胶制品的模具称为填压模。
而填压模又可分为3种。
1、开放式填压模开放式填压模是利用上、下板接触,以外力压制产品,上模无导向,无加料腔,胶料易从分型面流掉,制品件有水平方向的挤压边。
开放式填压模
开放式填压模的优点是结构简单、造价低、压制产品时易排除空气,但胶料易流失,耗胶量大。
这种结构的模具在模具中占的比例比较大。
2、封闭式填压模
封闭式填压模有加料腔,上模有导向,在压制产品过程中,胶料不易流出,胶料受压力大,产品件致密度高、耗胶量小。
但排气性差,模具要求精度高,制造成本也高。
封闭式填压模
半封闭式填压模半封闭式填压模从结构上来看,它兼有开放式填压模和封闭式填压模的优点。
这种结构形式的模具在压制产品时,其胶料的流动性在一定程度上受到了限制,仅能流出一部分胶,压制压力较开放式填压模大,橡胶制品件致密度也比较高。
半封闭式填压模
b.压注模压注模是将胶料放入压缩腔内,利用柱塞传递的压力,通过注胶道口将胶料压入型腔内而得到的橡胶制品件。
压注模压制的橡胶制品件密度高、产品质量好,可提高生产效率。
适合于制造有嵌件、形状复杂、难以装胶的制品件。
嵌件压注模
c.注射模注射模是利用专用注射剂的压力,将加热成塑性状态的橡胶挤压射入锁模后的模腔内而成型硫化的橡胶制品模具。
注射模
注射模结构形式的确定应根据注射的制品的结构和注射机的类型,结构形式统一考虑。
这种模具适合于大批量产品的生产使用,生产效率高,产品质量好。