点焊工艺基础知识
- 格式:ppt
- 大小:972.00 KB
- 文档页数:25

电阻点焊
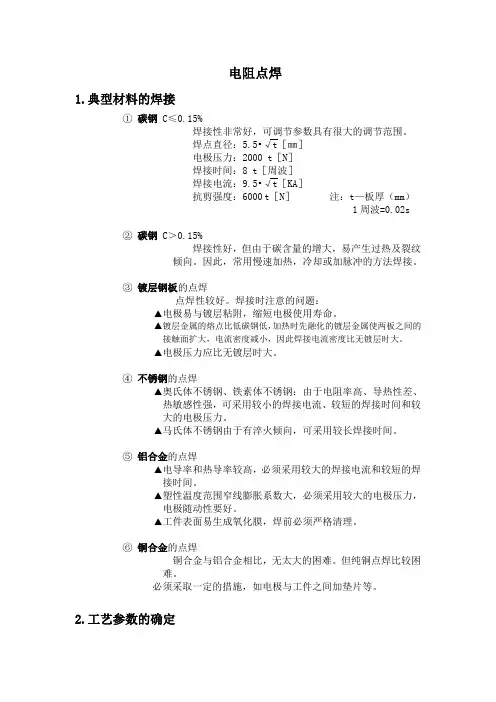
1.典型材料的焊接
①碳钢C≤0.15%
焊接性非常好,可调节参数具有很大的调节范围。
焊点直径:5.5•√t[㎜]
电极压力:2000 t[N]
焊接时间:8 t[周波]
焊接电流:9.5•√t[KA]
抗剪强度:6000t[N]注:t—板厚(mm)
1周波=0.02s
②碳钢C>0.15%
焊接性好,但由于碳含量的增大,易产生过热及裂纹
倾向。
因此,常用慢速加热,冷却或加脉冲的方法焊接。
③镀层钢板的点焊
点焊性较好。
焊接时注意的问题:
▲电极易与镀层粘附,缩短电极使用寿命。
▲镀层金属的熔点比低碳钢低,加热时先融化的镀层金属使两板之间的
接触面扩大,电流密度减小,因此焊接电流密度比无镀层时大。
▲电极压力应比无镀层时大。
④不锈钢的点焊
▲奥氏体不锈钢、铁素体不锈钢:由于电阻率高、导热性差、
热敏感性强,可采用较小的焊接电流、较短的焊接时间和较
大的电极压力。
▲马氏体不锈钢由于有淬火倾向,可采用较长焊接时间。
⑤铝合金的点焊
▲电导率和热导率较高,必须采用较大的焊接电流和较短的焊
接时间。
▲塑性温度范围窄线膨胀系数大,必须采用较大的电极压力,
电极随动性要好。
▲工件表面易生成氧化膜,焊前必须严格清理。
⑥铜合金的点焊
铜合金与铝合金相比,无太大的困难。
但纯铜点焊比较困
难。
必须采取一定的措施,如电极与工件之间加垫片等。
2.工艺参数的确定
注: t—板厚(mm) 1周波(per)=0.02s。
电焊工基本知识电焊入门基础知识电焊工是一个在机械制造和机械加工行业中的特殊金属焊接工种,而且又是一个很重要的岗位。
那么你对电焊工知识了解多少呢?以下是由店铺整理关于电焊工知识的内容,希望大家喜欢!电焊工基本知识1、什么叫焊接电源?答:电焊机中,供给焊接所需的电能并具有适宜于焊接电气特性的设备称为焊接电源。
2、为什么对弧焊电源有特殊要求?有哪些要求?答:为了保证焊接电弧稳定燃烧和适应各种焊接工艺要求,弧焊电源具有下列特殊要求:〈1〉弧焊电源的静特性(或称外特性)——即稳态输出电流和输出电压之间的关系,有下降特性(恒流特性)和平特性(恒压特性)。
A、焊条电弧焊、TIG焊和碳弧气刨电源的外特性是下降(恒流)特性;B、CO2/MAG/MIG电弧焊电源的外特性是平特性(恒压特性)。
〈2〉弧焊电源的动特性——当负载状态发生瞬时变化时(如:熔滴的短路过渡、颗粒过渡、射流过渡等),弧焊电源输出电流和输出电压与时间的关系,用以表征对负载瞬变的反应能力(即动态反应能力),简称“动特性”。
〈3〉空载电压——引弧前电源显示的电压。
〈4〉调节特性——改变电源的外特性以适应焊接规范的要求。
3、为什么电弧长度发生变化时,电弧电压也会发生变化?答:由弧焊电源的外特性所决定的,电弧越长,电弧电压越高;电弧越短,电弧电压越低。
4、为什么CO2焊接时,焊丝伸出长度发生变化时,电流显示值也会发生变化?答:焊丝伸出长度(即干伸长度)越长,焊丝的电阻量越大,由电阻热消耗的电流越大,焊接电流显示值越小,实际焊接电流也变小。
所以焊丝伸出长度一般设定在12--20mm范围内。
5、为什么CO2/MAG/MIG焊接时,焊接电流和电弧电压要严格匹配?答:CO2/MAG/MIG焊接时,调节焊接电流—即调节焊丝的给送速度;调节电弧电压—即调节焊丝的熔化速度;很显然,焊丝的熔化速度和给送速度一定要相等,才能保证电弧稳定焊接。
〈1〉在焊接电流一定时,调节电弧电压偏高,焊丝的熔化速度增大,电弧长度增加,熔滴无法正常过渡,一般呈大颗粒飞出,飞溅增多。
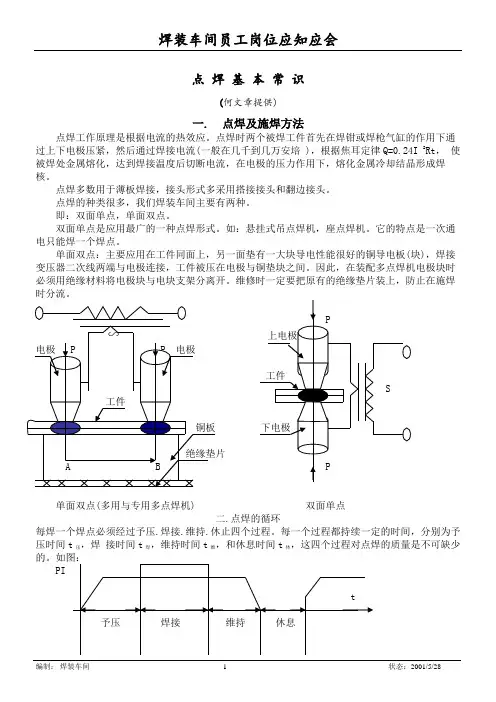
点焊基本常识(何文章提供)一. 点焊及施焊方法点焊工作原理是根据电流的热效应。
点焊时两个被焊工件首先在焊钳或焊枪气缸的作用下通过上下电极压紧,然后通过焊接电流(一般在几千到几万安培 ),根据焦耳定律Q=0.24I 2Rt,使被焊处金属熔化,达到焊接温度后切断电流,在电极的压力作用下,熔化金属冷却结晶形成焊核。
点焊多数用于薄板焊接,接头形式多采用搭接接头和翻边接头。
点焊的种类很多,我们焊装车间主要有两种。
即:双面单点,单面双点。
双面单点是应用最广的一种点焊形式。
如:悬挂式吊点焊机,座点焊机。
它的特点是一次通电只能焊一个焊点。
单面双点:主要应用在工件同面上,另一面垫有一大块导电性能很好的铜导电板(块),焊接变压器二次线两端与电极连接,工件被压在电极与铜垫块之间。
因此,在装配多点焊机电极块时必须用绝缘材料将电极块与电块支架分离开。
维修时一定要把原有的绝缘垫片装上,防止在施焊时分流。
单面双点(多用与专用多点焊机) 双面单点二.点焊的循环每焊一个焊点必须经过予压.焊接.维持.休止四个过程。
每一个过程都持续一定的时间,分别为予压时间t压,焊接时间t焊,维持时间t维,和休息时间t休,这四个过程对点焊的质量是不可缺少PI予压:予压时间是指电极开始向工件加压到通电开始这段时间。
在这段时间内,电极必须向工件加给焊接时所必须的压力。
保证被焊工件紧密接触,如予压时间太短,没等两工件紧密接触时就开始通电,因接触电阻太大,点焊时就可能出现烧穿现象。
焊接:焊接时间是指在点焊过程中,电极通过的时间,是焊接过程中的重要环节。
焊接时电流通过电极流经焊件,使焊接处产生强烈的电阻热,在热量最集中处的金属首先熔化,同时熔化的金属被周围尚未熔化处与塑性状态的金属环所包围,使熔化的金属不能外溢。
随着时间的增长,熔核不断扩大,焊接时加热的速度是非常快的,低碳钢点焊时可以在0.06~0.1秒内使核心温度达到1800O C以上超过金属熔点200~300度。
武汉兴园金属有限责任公司点焊工艺基础知识版本:A/01 主题内容与适用范围2 焊点的形成及对其质量的一般要求焊接是两种或两种以上同种或异种材料通过分子或原子间的结合和扩散而连成一体的工艺加工过程。
焊接包括:熔化焊、压焊、钎焊。
压焊包括:电阻焊、锻焊、摩擦焊、高频焊、超声波焊等等。
电阻焊包括:点焊、凸焊、对焊、缝焊。
电阻焊就是将工件置于两个电极之间加压,通以电流,利用工件的电阻产生热量并形成局部熔化,或达到塑性状态。
断电后,压力继续作用,形成牢固接头。
2.1焊点的形成点焊过程可分为彼此相联的三个阶段:预加压力、通电加热和锻压。
2.1.1预加压力预加电极压力是为了使焊件在焊接处紧密接触。
若压力不足,则接触电阻过大,导致焊件烧穿或将电极工作面烧损。
因此,通电前电极力应达到预定值,以保证电极与焊件、焊件与焊件之间的接触电阻保持稳定。
2.1.2通电加热通电加热是为了供焊件之间形成所需的熔化核心。
在预加电极压力下通电,则在两电极接触表面之间的金属圆柱体内有最大的电流密度,靠焊件之间的接触电阻和焊件自身的电阻,产生相当大的热量,温度也很高。
尤其是在焊件之间的接触面处,首先熔化,形成熔化核心。
电极与焊件之间的接触电阻也产生热量,但大部分被水冷的铜合金电极带走,于是电极与焊件之间接触处的温度远比焊件之间接触处为低。
正常情况下是达不到熔化温度。
在圆柱体周围的金属因电流密度小,温度不高,其中靠近熔化核心的金属温度较高,达到塑性状态,在压力作用下发生焊接,形成一个塑性金属环,紧密地包围着熔化核心,不使熔化金属向外溢出。
在通电加热过程中有两种情况可能引起飞溅:一种是开始时电极预压力过小,熔化核心周围未形成塑性金属环而向外飞溅;另一种是加热结束时,因加热进间过长,熔化核心过大,电极压力下,塑性金属环发生崩溃,熔化金属从焊件之间或焊件表面溢出。
2.1.3锻压锻压是在切断焊接电流后,电极继续对焊点挤压的过程,对焊点起着压实作用。

点焊基础知识点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式是最常用的方式,这时工件的两侧均有电极压痕。
大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致采用多个变压器的双面多点点焊,这样可以避免c的不足。
点焊简介点焊是一种高速、经济的连接方法。
它适于制造可以采用搭接、接头不要求气密、厚度小于3mm的冲压、轧制的薄板构件。
是把焊件在接头处接触面上的个别点焊接起来。
点焊要求金属要有较好的塑性。
如图1所示,为最简单的应用点焊的例子。
图1 最简单点焊焊接时,先把焊件表面清理干净,再把被焊的板料搭接装配好,压在两柱状铜电极之间,施加压力P压紧,如图2所示。
当通过足够大的电流时,在板的接触处产生大量的电阻热,将中心最热区域的金属很快加热至高塑性或熔化状态,形成一个透镜形的液态熔池。
继续保持压力P,断开电流,金属冷却后,形成了一个焊点。
如图3所示,是一台点焊机的示意图。
图2点焊过程图3点焊机点焊由于焊点间有一定的间距,所以只用于没有密封性要求的薄板搭接结构和金属网、交叉钢筋结构件等的焊接。
如果把柱状电极换成圆盘状电极,电极紧压焊件并转动,焊件在圆盘状电极只间连续送进,再配合脉冲式通电。
就能形成一个连续并重叠的焊点,形成焊缝,这就是缝焊。
它主要用于有密封要求或接头强度要求较高的薄板搭接结构件的焊接,如油箱、水箱等。
点焊方法单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式,单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
无分流的单面双点点焊,此时焊接电流全部流经焊接区。
有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
点焊焊接工艺1.点焊接头形式及焊前准备1)点焊接头形式点焊时,零件采用的接头形式如图10-30所示,分为单剪搭接接头,双剪搭接接头、带垫片对接接头以及弯边搭接接头等,其中单剪搭接接头应用最广。
根据接头的强度要求及零件、组合件的结构特点,焊点可以采用单排、双排或多排的。
2)搭接边的选用点焊接头的搭接边的大小必须选用适当。
搭接边太大,既增加产品质量,又浪费材料;搭接边太小,则点焊过程中,加热金属被挤向一边,给装配带来困难,同时,还会在点焊过程中产生飞溅。
点焊接头的搭接边最小尺寸A可参考表10-6所列的数据。
弯边搭接接头中,当圆角半径r小于两倍板厚时,尺寸A可按表10-6中的值。
若弯边或型材的圆角半径r大于板厚两倍时,则弯边尺寸A应相应增大。
3) 焊点间距的选用点焊接头的强度取决于焊点数目,而焊点数目又取决于焊点中心间距离,焊点间距小,焊点密,接头强度就高。
但是焊点间距不能太小,因为点距越小,电流分流越严重。
对于铝合金,由于电阻系数小。
分流现象比较严重,则焊点间距应比焊黑色金属时大,若须提高接头强度,自能采用双排或多排焊点,点焊时,焊点间的最小间距如表10-7所列。
4)焊件的焊前清理当焊件表面存在油脂、赃物及氧化膜时,使焊件与焊件、电极与焊件间的接触显著增加,甚至出现局部不导电区。
这样,破坏了电流和热量的正常分布,在电流密度特别大的地方,发生金属局部熔化、飞溅和焊件表面过烧,严重者,将烧穿焊件,从而影响焊件质量,如图10-31所示。
所以在焊接之前,必须除去焊件表面进行清理。
焊前对焊件的清理,首先必须用有机溶剂(如丙酮、汽油等)和碱性溶液除去焊件表面的油漆和油脂,然后再除去金属表面的氧化膜。
清理的方法视不同焊件金属及其表面状态而定。
对于无氧化膜的冷轧结构钢,可用金刚砂布、钢丝直径不大于0.2mm的金属刷或带中等粒度的金刚砂毡轮清理,使接头处两面约20mm宽度上露出金属光泽。
当用金刚砂布清理时,砂布号码不宜过小。
点焊常识点焊基本常识(何⽂章提供)⼀. 点焊及施焊⽅法点焊⼯作原理是根据电流的热效应。
点焊时两个被焊⼯件⾸先在焊钳或焊枪⽓缸的作⽤下通过上下电极压紧,然后通过焊接电流(⼀般在⼏千到⼏万安培 ),根据焦⽿定律Q=0.24I 2Rt,使被焊处⾦属熔化,达到焊接温度后切断电流,在电极的压⼒作⽤下,熔化⾦属冷却结晶形成焊核。
点焊多数⽤于薄板焊接,接头形式多采⽤搭接接头和翻边接头。
点焊的种类很多,我们焊装车间主要有两种。
即:双⾯单点,单⾯双点。
双⾯单点是应⽤最⼴的⼀种点焊形式。
如:悬挂式吊点焊机,座点焊机。
它的特点是⼀次通电只能焊⼀个焊点。
单⾯双点:主要应⽤在⼯件同⾯上,另⼀⾯垫有⼀⼤块导电性能很好的铜导电板(块),焊接变压器⼆次线两端与电极连接,⼯件被压在电极与铜垫块之间。
因此,在装配多点焊机电极块时必须⽤绝缘材料将电极块与电块⽀架分离开。
维修时⼀定要把原有的绝缘垫⽚装上,防⽌在施焊时分流。
单⾯双点(多⽤与专⽤多点焊机) 双⾯单点⼆.点焊的循环每焊⼀个焊点必须经过予压.焊接.维持.休⽌四个过程。
每⼀个过程都持续⼀定的时间,分别为予压时间t压,焊接时间t焊,维持时间t维,和休息时间t休,这四个过程对点焊的质量是不可缺少PI予压:予压时间是指电极开始向⼯件加压到通电开始这段时间。
在这段时间内,电极必须向⼯件加给焊接时所必须的压⼒。
保证被焊⼯件紧密接触,如予压时间太短,没等两⼯件紧密接触时就开始通电,因接触电阻太⼤,点焊时就可能出现烧穿现象。
焊接:焊接时间是指在点焊过程中,电极通过的时间,是焊接过程中的重要环节。
焊接时电流通过电极流经焊件,使焊接处产⽣强烈的电阻热,在热量最集中处的⾦属⾸先熔化,同时熔化的⾦属被周围尚未熔化处与塑性状态的⾦属环所包围,使熔化的⾦属不能外溢。
随着时间的增长,熔核不断扩⼤,焊接时加热的速度是⾮常快的,低碳钢点焊时可以在0.06~0.1秒内使核⼼温度达到1800O C以上超过⾦属熔点200~300度。