点焊相关知识1详解
- 格式:ppt
- 大小:2.00 MB
- 文档页数:54

点焊机知识培训资料一、点焊机的基本概念点焊机是一种利用电阻加热原理进行金属材料连接的设备,主要用于金属板材的点焊和压焊。
它通过传递电流在两块金属板材的接触点产生高温,从而使金属表面瞬间融化并连接在一起。
点焊机通常由电源系统、控制系统、加压系统和冷却系统组成。
二、点焊机的工作原理1. 电源系统:点焊机的主要电源是交流电源或直流电源,它提供了所需的电流和电压供点焊机使用。
2. 控制系统:通过控制系统可以设定点焊机的焊接时间、电流大小和压力大小,以实现不同工件的焊接需求。
控制系统还可以监测焊接过程中的参数,并进行相应的调整。
3. 加压系统:加压系统通过气动或液压装置,提供必要的压力以确保金属板材在焊接过程中保持紧密接触。
4. 冷却系统:在点焊过程中,因为高温使得金属板材产生瞬间的融化,如果不及时冷却,会导致焊接点周围的金属材料变硬,影响焊接质量。
冷却系统通过注入冷却水或其他冷却介质,保持焊点周围的温度适宜。
三、点焊机操作规程1. 点焊机的启动和停止:在使用点焊机前,确保电源、气源和冷却水源充足并正确接通。
然后按照操作规程启动点焊机。
在进行焊接结束后,应按照规程停止点焊机并断开电源。
2. 点焊机的调试:在进行点焊作业之前,应对点焊机进行调试,确保焊接电流、焊接时间和压力达到设定要求。
3. 保持焊接环境清洁:在点焊作业中,要保持作业环境的清洁,防止杂物进入焊接头和影响焊接效果。
四、点焊机的维护保养1. 定期清理焊接头:焊接头是点焊机重要的部件,定期清理焊接头表面的氧化物和焊渣,以确保焊接头的良好导电和散热性能。
2. 定期检查电源系统:定期检查点焊机的电源系统,确保电源线路和接头无损伤,电源稳定。
3. 定期加注冷却液:在点焊机使用过程中,要定期检查冷却系统的冷却液量,保证工作环境的温度适宜。
4. 点焊机的保养油:加润滑油,防止设备的各个部件由于磨损而达不到预期的使用效果,并避免产生杂音。
五、点焊机的安全注意事项1. 严格遵守作业规程:在进行点焊作业时,要严格遵守点焊机的操作规程和安全注意事项,保障作业安全。
电焊全部知识点总结一、基本原理1. 电焊的定义和作用电焊是一种加热引起金属熔化并实现连接的方法。
它通过电弧、高温和热量来将工件熔化并形成连接,从而实现加工和修复的目的。
2. 电焊的种类常见的电焊种类包括手工电弧焊、气体保护焊、激光焊、等离子焊、摩擦焊等。
3. 电焊的原理电焊利用电流通过工件和电极之间形成电弧,产生高温从而熔化工件表面,并在冷却后形成坚固的连接。
电弧的稳定性和热量控制是电焊的关键因素。
二、设备和材料1. 电焊设备电焊设备包括焊接机、电源、焊接头盔、手套、焊接材料等。
焊接机产生电弧,电源提供电能,焊接头盔和手套保护焊工的安全。
2. 电焊材料常见的电焊材料包括焊条、焊丝、气体保护剂、焊剂等。
焊条是手工电弧焊的主要焊接材料,焊丝常用于气体保护焊。
三、常见工艺和操作技巧1. 手工电弧焊手工电弧焊是最常见的电焊方法,需要焊工手持焊条进行操作。
操作技巧包括电弧长度的控制、焊接速度的调节、焊缝的焊接顺序等。
2. 气体保护焊气体保护焊是利用惰性气体或活性气体来保护焊接区域,防止氧化和氢捕获。
操作技巧包括气体流量的控制、焊接焊丝的速度、焊接电流和电压的调节等。
3. 焊接接头的准备焊接接头的准备包括清洁接头表面、去除氧化层、将接头对齐等。
好的接头准备可以提高焊接质量和效率。
4. 焊接参数的选择焊接参数包括焊接电流、电压、焊接速度、气体流量等,选择适当的焊接参数对焊接质量至关重要。
5. 焊接变形和应对焊接过程中会产生热变形,焊接变形影响焊接质量。
采取适当的补偿措施和工艺控制可以减小变形,确保焊接质量。
6. 焊缝检验和质量评定焊缝的检验和评定包括外观检查、尺寸检查、焊接残余应力的测量等,确保焊接质量符合要求。
四、安全注意事项1. 电焊的安全防护电焊过程中会产生强光和热、有害气体和粉尘,焊工应佩戴防护眼镜、手套、头盔等防护用具,保护皮肤和眼睛不受伤害。
2. 电焊的安全操作焊工应接受专业培训,了解电焊操作规程和安全事项,严格按照操作规程进行操作,避免因疏忽操作导致事故的发生。
点焊工艺基础知识版本:A/01主题内容与适用范围2焊点的形成及对其质量的一般要求焊接是两种或两种以上同种或异种材料通过分子或原子间的结合和扩散而连成一体的工艺加工过程。
焊接包括:熔化焊、压焊、钎焊。
压焊包括:电阻焊、锻焊、摩擦焊、高频焊、超声波焊等等。
电阻焊包括:点焊、凸焊、对焊、缝焊。
电阻焊就是将工件置于两个电极之间加压,通以电流,利用工件的电阻产生热量并形成局部熔化,或达到塑性状态.断电后,压力继续作用,形成牢固接头。
2。
1焊点的形成点焊过程可分为彼此相联的三个阶段:预加压力、通电加热和锻压。
2。
1。
1预加压力预加电极压力是为了使焊件在焊接处紧密接触。
若压力不足,则接触电阻过大,导致焊件烧穿或将电极工作面烧损.因此,通电前电极力应达到预定值,以保证电极与焊件、焊件与焊件之间的接触电阻保持稳定。
2.1.2通电加热通电加热是为了供焊件之间形成所需的熔化核心。
在预加电极压力下通电,则在两电极接触表面之间的金属圆柱体内有最大的电流密度,靠焊件之间的接触电阻和焊件自身的电阻,产生相当大的热量,温度也很高.尤其是在焊件之间的接触面处,首先熔化,形成熔化核心。
电极与焊件之间的接触电阻也产生热量,但大部分被水冷的铜合金电极带走,于是电极与焊件之间接触处的温度远比焊件之间接触处为低。
正常情况下是达不到熔化温度.在圆柱体周围的金属因电流密度小,温度不高,其中靠近熔化核心的金属温度较高,达到塑性状态,在压力作用下发生焊接,形成一个塑性金属环,紧密地包围着熔化核心,不使熔化金属向外溢出.在通电加热过程中有两种情况可能引起飞溅:一种是开始时电极预压力过小,熔化核心周围未形成塑性金属环而向外飞溅;另一种是加热结束时,因加热进间过长,熔化核心过大,电极压力下,塑性金属环发生崩溃,熔化金属从焊件之间或焊件表面溢出。
2。
1.3锻压锻压是在切断焊接电流后,电极继续对焊点挤压的过程,对焊点起着压实作用。
断电后,熔化核心是在封闭的金属“壳”内开始冷却结晶的,收缩不自由。
点焊重要基础知识点点焊是一种常见的焊接方法,其基础知识点对于学习和理解这一技术非常重要。
下面将介绍一些关键的基础知识点。
1. 点焊的原理和特点:点焊是通过在焊接区域施加高电流和短暂的时间来形成焊接接头。
它具有快速、高效、自动化程度高等特点,适用于薄板材料和小型工件的焊接。
2. 点焊机的构成:点焊机主要由焊接电源、焊接钳、控制系统以及电缆组成。
焊接电源提供所需的电流和电压,焊接钳用于夹持工件并施加电流,控制系统用于控制焊接参数和时间,电缆连接各个部件。
3. 焊接接头的准备:在进行点焊之前,需要对要焊接的接头进行准备。
这包括清洁接头表面,去除油脂、氧化物和其他污染物,以确保焊接电流能够通过接触面。
4. 点焊参数的选择:点焊中的关键参数包括焊接电流、时间和压力。
这些参数的选择取决于所使用的材料和接头的厚度。
一般来说,焊接电流和时间的大小应根据材料的导电性、热导率和厚度来决定。
5. 焊接过程的控制:在点焊过程中,需要确保电流的正确传输和持续施加,温度的适当升高以及接触面的紧密结合。
控制系统可以通过传感器和反馈机制来监测和调整焊接过程中的参数,以确保焊接质量。
6. 焊接后的处理:焊接完成后,需要对焊接接头进行后处理。
这包括修整焊接点的凸起部分,清除焊渣和氧化物,以及进行必要的表面处理,例如研磨、抛光或涂层。
以上所述只是点焊的一些重要基础知识点,实际上,点焊还有很多进阶技术和应用领域,例如电阻焊、脉冲点焊等。
通过深入学习和实践,我们可以进一步了解和掌握这一重要的焊接技术,为应用于工业生产中的焊接操作提供支持。
电焊工基本知识电焊入门基础知识电焊工是一个在机械制造和机械加工行业中的特殊金属焊接工种,而且又是一个很重要的岗位。
那么你对电焊工知识了解多少呢?以下是由店铺整理关于电焊工知识的内容,希望大家喜欢!电焊工基本知识1、什么叫焊接电源?答:电焊机中,供给焊接所需的电能并具有适宜于焊接电气特性的设备称为焊接电源。
2、为什么对弧焊电源有特殊要求?有哪些要求?答:为了保证焊接电弧稳定燃烧和适应各种焊接工艺要求,弧焊电源具有下列特殊要求:〈1〉弧焊电源的静特性(或称外特性)——即稳态输出电流和输出电压之间的关系,有下降特性(恒流特性)和平特性(恒压特性)。
A、焊条电弧焊、TIG焊和碳弧气刨电源的外特性是下降(恒流)特性;B、CO2/MAG/MIG电弧焊电源的外特性是平特性(恒压特性)。
〈2〉弧焊电源的动特性——当负载状态发生瞬时变化时(如:熔滴的短路过渡、颗粒过渡、射流过渡等),弧焊电源输出电流和输出电压与时间的关系,用以表征对负载瞬变的反应能力(即动态反应能力),简称“动特性”。
〈3〉空载电压——引弧前电源显示的电压。
〈4〉调节特性——改变电源的外特性以适应焊接规范的要求。
3、为什么电弧长度发生变化时,电弧电压也会发生变化?答:由弧焊电源的外特性所决定的,电弧越长,电弧电压越高;电弧越短,电弧电压越低。
4、为什么CO2焊接时,焊丝伸出长度发生变化时,电流显示值也会发生变化?答:焊丝伸出长度(即干伸长度)越长,焊丝的电阻量越大,由电阻热消耗的电流越大,焊接电流显示值越小,实际焊接电流也变小。
所以焊丝伸出长度一般设定在12--20mm范围内。
5、为什么CO2/MAG/MIG焊接时,焊接电流和电弧电压要严格匹配?答:CO2/MAG/MIG焊接时,调节焊接电流—即调节焊丝的给送速度;调节电弧电压—即调节焊丝的熔化速度;很显然,焊丝的熔化速度和给送速度一定要相等,才能保证电弧稳定焊接。
〈1〉在焊接电流一定时,调节电弧电压偏高,焊丝的熔化速度增大,电弧长度增加,熔滴无法正常过渡,一般呈大颗粒飞出,飞溅增多。
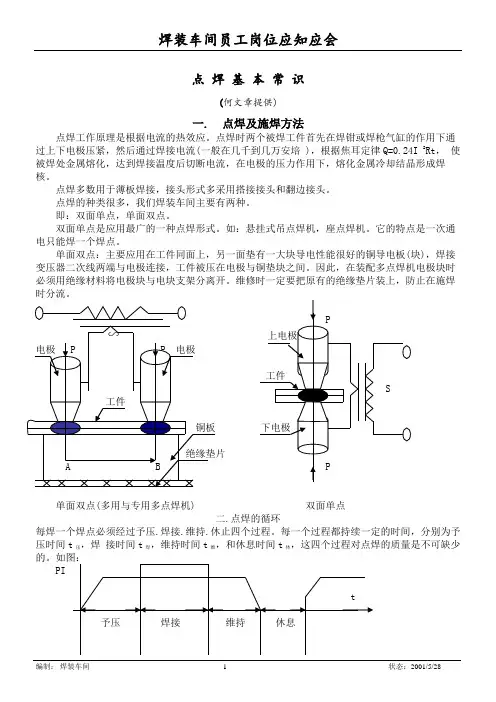
点焊基本常识(何文章提供)一. 点焊及施焊方法点焊工作原理是根据电流的热效应。
点焊时两个被焊工件首先在焊钳或焊枪气缸的作用下通过上下电极压紧,然后通过焊接电流(一般在几千到几万安培 ),根据焦耳定律Q=0.24I 2Rt,使被焊处金属熔化,达到焊接温度后切断电流,在电极的压力作用下,熔化金属冷却结晶形成焊核。
点焊多数用于薄板焊接,接头形式多采用搭接接头和翻边接头。
点焊的种类很多,我们焊装车间主要有两种。
即:双面单点,单面双点。
双面单点是应用最广的一种点焊形式。
如:悬挂式吊点焊机,座点焊机。
它的特点是一次通电只能焊一个焊点。
单面双点:主要应用在工件同面上,另一面垫有一大块导电性能很好的铜导电板(块),焊接变压器二次线两端与电极连接,工件被压在电极与铜垫块之间。
因此,在装配多点焊机电极块时必须用绝缘材料将电极块与电块支架分离开。
维修时一定要把原有的绝缘垫片装上,防止在施焊时分流。
单面双点(多用与专用多点焊机) 双面单点二.点焊的循环每焊一个焊点必须经过予压.焊接.维持.休止四个过程。
每一个过程都持续一定的时间,分别为予压时间t压,焊接时间t焊,维持时间t维,和休息时间t休,这四个过程对点焊的质量是不可缺少PI予压:予压时间是指电极开始向工件加压到通电开始这段时间。
在这段时间内,电极必须向工件加给焊接时所必须的压力。
保证被焊工件紧密接触,如予压时间太短,没等两工件紧密接触时就开始通电,因接触电阻太大,点焊时就可能出现烧穿现象。
焊接:焊接时间是指在点焊过程中,电极通过的时间,是焊接过程中的重要环节。
焊接时电流通过电极流经焊件,使焊接处产生强烈的电阻热,在热量最集中处的金属首先熔化,同时熔化的金属被周围尚未熔化处与塑性状态的金属环所包围,使熔化的金属不能外溢。
随着时间的增长,熔核不断扩大,焊接时加热的速度是非常快的,低碳钢点焊时可以在0.06~0.1秒内使核心温度达到1800O C以上超过金属熔点200~300度。
电焊工入门点焊与技巧作为一种重要的金属连接技术,电焊在工业和制造业中得到广泛应用。
点焊是电焊中最基本、最常用的一种焊接方式,因其焊接效果好、功率小、速度快而备受青睐。
本篇文章将为您介绍电焊工入门的点焊技巧与方法。
1.点焊的定义点焊是将电流通过电极触点在两个金属工件的接触处产生局部高温,使其熔化并凝固,从而实现金属的焊接技术。
2.点焊设备与工具电焊机、电极头、电极夹等是进行点焊的必备设备与工具。
选择正确的设备,保证其在工作时的可靠性和稳定性,能够有效地避免出现电流不稳定、电极头损坏等问题。
3.点焊技巧(1)准确找到焊接点在进行点焊之前,需要先准确找到焊接点,避免焊接偏差和几何失真等问题。
在确定焊接位置时,可以使用标线、钻孔等方法来标记焊点位置,以便进行更精确的点焊操作。
(2)调整电流与电压调整电流与电压是点焊的关键环节。
电流过大可能会导致熔池出现过大的喷溅和烟雾,影响焊接质量;电流过小则会导致熔池不稳定,影响焊接效果。
同时,调整电压也能够影响点焊的焊接效果,需要根据实际情况进行调整。
(3)保证电极头的质量电极头是进行点焊的重要组成部分,其质量、材料和形状都会对焊接效果产生影响。
需要定期检查电极头的磨损情况,及时更换已经损坏的电极头,以保证焊接效果。
(4)控制点焊时间控制点焊的时间是保证焊接质量的重要环节。
时间过长会造成金属的过度熔化,时间过短则会导致焊接效果不佳。
因此需要根据实际情况合理控制点焊的时间。
(5)焊后处理焊接完成后,需要对焊缝进行后处理,以消除金属表面的氧化和残余物,保证焊接质量和美观度。
总之,点焊虽然是电焊中最基本的一种焊接方式,但其技巧和方法都是需要掌握的。
通过不断的学习和实践,掌握点焊的技巧和方法,能够提高电焊工的工作效率和焊接质量。