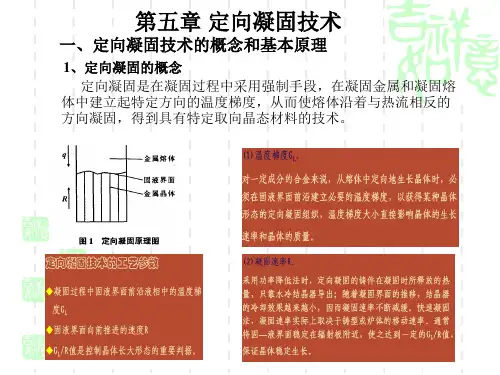
第五章 凝固组织的控制
- 格式:pps
- 大小:3.85 MB
- 文档页数:29

凝固和组织控制原理一、课程介绍《凝固和组织控制原理》是材料科学与工程专业(金属材料工程模块)的主要学科基础课,是研究金属凝固过程相关现象及其物理本质的专业性课程。
本课程按照理论分析-研究手段-工程控制这一主线,以金属凝固过程的物理本质及影响凝固组织的主要因素作为核心内容,开展相关教学。
本课程旨在加深学生对金属材料凝固相关现象和知识的理解和掌握,为学习后续的课程做必要的知识储备;使学生进一步认识到金属材料的重要性,激发学生开展金属材料凝固相关前沿科学研究、推进凝固相关新技术应用的兴趣和热情。
本课程所涵盖的内容包括液态金属的结构与性质、凝固热力学与动力学、凝固过程中的传热与传质、单相合金,多相合金及金属基复合材料的凝固、凝固组织的控制、凝固缺陷、凝固新技术等内容,共10章,共32学时,全部为理论教学,以期末闭卷考试形式结课。
Introduction‘The principles of solidification and microstructure control’ is a specialized course concerning phenomenon and physical essence of solidification and is as well a required course for university students whose major is materials science and engineering. The course is focusing on the physical essence of solidification and main factors that affect the solidification microstructure, and the teaching activities is organized as theoretical analysis, research techniques and engineering control. The purpose of this course is threefold: Firstly, to deepen the understandings of the students about fundamentals of solidification of metallic materials, making them ready for the subsequent other courses. Secondly, to make students recognize the importance of metallic materials and thirdly, to stimulate their interests in frontier researches and development of novel techniques in solidification of metallic materials.The content of this course includes: structures and properties ofliquid metals, thermodynamics and kinetics of solidification, heat and mass transformation during solidification, solidifications of single-phase alloys, multi-phase alloys and metallic composites, control of solidification microstructures, solidification defects and new technologies of solidification. It will take 32 theoretical lessons. The examination adopts close-book mode.课程基本信息二、教学大纲1、教学目的《凝固和组织控制原理》是面向材料科学与工程专业(金属材料工程模块)本科生的一门学科基础课程。

铸造合金的冷却速率与凝固组织控制在铸造工艺中,冷却速率是一个至关重要的参数,它直接影响着合金凝固组织的形成。
凝固组织的控制对于铸造件的性能和质量具有重要意义。
本文将探讨铸造合金的冷却速率与凝固组织控制的相关性,以及目前常用的凝固组织控制方法。
一、冷却速率与凝固组织的关系冷却速率是指铸造合金从液相态到凝固态的过程中,单位时间内温度降低的速率。
冷却速率的大小直接决定了凝固组织的形成方式和细化程度。
通常情况下,高冷却速率会促使合金形成细小的凝固组织,而低冷却速率则有利于形成粗大的凝固组织。
在铸造过程中,合金的冷却速率受到多种因素的影响,例如浇注温度、铸型材料、冷却介质等。
合理的控制这些因素可以有效地调节铸造合金的冷却速率,从而控制凝固组织的形成。
二、凝固组织控制方法1. 调节浇注温度:浇注温度是指熔融金属从炉中倒入铸型时的温度。
通过调整浇注温度,可以对铸造合金的冷却速率进行控制。
一般来说,较高的浇注温度会使冷却速率减慢,从而有利于形成粗大的凝固组织;而较低的浇注温度则会加快冷却速率,促使形成细小的凝固组织。
2. 选用合适的铸型材料:铸型材料的导热性和热容量也会对合金的冷却速率产生影响。
导热性较高的铸型材料有利于加快合金的冷却速率,而热容量较高的铸型材料则能够减缓冷却速率。
根据具体需求,选择合适的铸型材料可以实现对凝固组织形成的精确控制。
3. 冷却介质的选择:冷却介质是指用于冷却铸造合金的介质,常见的有水、油等。
不同的冷却介质具有不同的冷却性能,其传热系数和传热速度也会对合金的冷却速率产生影响。
通过选择适宜的冷却介质,可以有效地控制冷却速率,从而实现对凝固组织的控制。
4. 辅助手段:在实际生产中,还可以采用一些辅助手段来控制冷却速率和凝固组织的形成,例如采用陶瓷芯棒、添加凝固剂等。
这些辅助手段可以在一定程度上改变凝固路径,从而影响凝固组织的形成。
综上所述,冷却速率是影响铸造合金凝固组织的一个重要参数。
合理的控制冷却速率可以实现对凝固组织形成过程的精确控制,从而满足铸造件的性能和质量要求。
凝固过程与控制
凝固是物质由液态转变为固态的过程。
在材料科学和冶金学中,控制凝固过程对于获得理想的结晶微观结构和性能非常重要。
以下是凝固过程的一些常见控制方法:
1. 温度控制:通过控制凝固过程中的温度变化,可以影响晶体生长速率和晶粒尺寸。
降低温度可以促使晶体生长缓慢而细小,有利于获得细小的晶粒。
2. 界面控制:凝固过程涉及到液-固界面的形成和迁移。
通过调整界面条件,如界面能量和界面活性剂浓度,可以控制晶体生长速率和形态。
3. 搅拌和搅拌控制:在凝固过程中施加搅拌力可以打破液态中的大团聚,增加传质速率,并控制晶体的成长方向和结构。
4. 成核控制:通过添加成核剂或控制成核条件,可以控制凝固过程中的初期晶核数量和分布,从而影响最终的晶体结构。
5. 基底控制:在某些凝固过程中,使用特定的基底材料可以影响晶体的取向和生长速率。
基底的选择和处理可以有针对性地控制晶体的取向和形态。
6. 包封和保护控制:在一些凝固过程中,通过包封或保护液相,可以控制氧气或其他外界物质对凝固过程的影响,以获得所需的结构和性能。
第五章铸件凝固组织控制•铸件凝固组织的形成•等轴晶的晶粒细化•凝固组织中的偏析及其控制•凝固收缩及其控制•半固态金属的特性及半固态铸造第一节铸件凝固组织的形成1.凝固条件与凝固方式平界面等轴晶柱状晶等轴晶(a)(b)(c)(d)铸件凝固过程中的温度分布与凝固方式2. 铸件的典型凝固组织与形成过程铸件典型凝固组织内部等轴晶区表面细晶区柱状晶区表面细晶粒区。
它是紧靠型壁的一个外壳层,由紊乱排列的细小等轴晶所组成;柱状晶区。
由自外向内沿着热流方向彼此平行排列的柱状晶所组成;内部等轴晶区。
由紊乱排列的粗大等轴晶所组成。
当液态金属浇入温度较低的铸型中时,型壁附近熔体由于受到强烈的激冷作用而大量生核加上型壁晶粒脱落、枝晶熔断和晶粒增殖等各种形式的晶粒游离过程,在铸型表面形成了无方向性的表面细等轴晶组织。
一旦型壁晶粒互相连接而构成稳定的凝固壳层,处在凝固界面前沿的晶粒便开始向内生长,在垂直于型壁的单向热流的作用下,那些择优生长方向与热流方向平行的枝晶,生长速度快,逐步淘汰取向不利的晶粒而发展成柱状晶组织。
随着熔体的不断冷却,由于生核及晶粒游离、枝晶熔断等在柱状晶前沿产生大量等轴晶,并形成内部等轴晶区。
Southin认为内部等轴晶区的形成不仅要求界面前方存在有等轴晶的晶核,而且还要求这些晶核长到一定的大小,并形成网络以阻止柱状晶区的生长。
Fredriksson等人则认为内部等轴晶区的产生是由一部分游离晶的沉淀和一部分游离晶被侧面生长着的柱状前沿捕获后而形成的。
Wizke等及Lipton等的研究表明,液相流动对凝固界面前的液相成分过冷度的形成具有重要影响,而该过冷度则是决定等轴晶形成的关键因素,可作为柱状晶向等轴晶转变的判据。
3. 等轴晶的形核(1)型壁处的晶粒游离液态金属在铸型型壁的激冷作用下依附型壁形核,这些晶粒在长大过程中由于根部溶质的富集产生根部“缩颈”现象,并在流体的机械冲刷和温度反复波动的热冲击下,自型壁脱落形成游离晶。
(2)枝晶熔断枝晶生长过程中,在树枝晶各次分枝的根部同样会由于溶质富集产生“缩颈”现象,并在液流冲刷和热波动的作用下发生熔断、脱落,形成自由晶体。
(3)表面凝固和“晶雨”的形成表面形成的晶核由于密度比液体大而下沉,另外液相的流动和表面的扰动会带动表面形成的晶核下落形成“晶雨”。
合金的浇注过热度对游离晶的形成具有决定性的影响液相流动对枝晶熔断具有重要影响人为地进行表面振动有利于“晶雨”的形成4. 铸件凝固组织形态的控制凝固组织形态的控制主要是晶粒形态和相结构的控制。
相结构在很大程度上取决于合金的成分,而晶粒形态及其尺寸则是由凝固过程决定的。
晶粒形态的控制是凝固组织控制的关键,其次是晶粒尺寸。
柱状晶比较粗大,晶界面积小,并且位向一致。
因而其性能具有明显的方向性:纵向好,横向差。
此外,其凝固界面前方常汇集有较多的第二相杂质,特别是当不同方位的柱状晶区相遇而构成晶界时大量夹杂与气体等在该处聚集将导致铸件热裂,或者使铸件在以后的塑形加工中产生裂纹。
等轴晶区的界面积大,杂质和缺陷分布比较分散,且各晶粒之间位向也各不相同,故性能均匀而稳定,没有方向性。
其缺点是枝晶比较发达,显微缩松较多,凝固后组织不够致密。
等轴晶细化能使杂质和缺陷分布更加分散,从而在一定程度上提高各项性能。
一般说来,晶粒越细,其综合性能就越好,抗疲劳性能也越高。
基于上述原因,大多数情况下希望获得较多的甚至是全部细小的等轴晶组织。
晶粒形态的控制主要是通过形核过程的控制实现的。
促进形核的方法包括浇注过程控制方法、化学方法、物理方法、机械方法、传热条件控制方法等。
第二节等轴晶的晶粒细化细化晶粒的主要途径:①控制传热条件促进熔体生核;②添加晶粒细化剂,即向液态金属中引入大量形核能力很强的异质晶核,达到细化晶粒的目的;③采用机械搅拌、电磁搅拌、铸型振动等力学方法,促使枝晶折断、破碎,使晶粒数量增多,尺寸减小;④提高冷却速率使液态金属获得大过冷度,增大形核速率;⑤去除液相中的异质晶核,抑制低过冷度下的形核,使合金液获得很大过冷度,并在大过冷度下突然大量形核,获得细小等轴晶组织。
1. 传热条件控制大量实验证实,降低浇注温度是减少柱状晶获得细等轴晶的有效措施之一,甚至在减少液体流动的情况下也能得到细等轴晶组织。
合理控制冷却条件从而形成宽的凝固区域和获得大的过冷可促进熔体生核和晶粒游离。
小的温度梯度和高的冷却速度可以满足上述要求。
但就铸型的冷却能力而言,除薄壁铸件外,这两者不可兼得。
由于高的冷却速度不仅使温度梯度变大,而且在凝固初期还促使稳定凝固壳层的过早形成。
因此对厚壁铸件,一般采用冷却能力小的铸型以确保等轴晶的形成,再辅以其它晶粒细化措施以得到满意的效果。
悬浮铸造示意图1.合金粉2.坩埚3.金属液流4.悬浮铸造液2.添加晶粒细化剂法(孕育处理)异质晶核通过以下途径产生:①晶粒细化剂中的高熔点化合物在熔化过程中不被完全熔化,在随后的凝固过程中成为异质形核的核心。
如在高锰钢中加入锰铁,在高铬钢中加入铬铁都可以直接作为欲细化相的非均质晶核。
②晶粒细化剂中的微量元素加入合金液后,在冷却过程中首先形成化合物固相质点,起到异质形核核心的作用。
如向铝合金中加入微量钛,在冷却过程中通过包晶反应形成TiAl。
3合金晶粒细化元素加入量(质量分数)/%加入方法铝合金Ti、Zr、Ti+B、Ti+CTi+B:0.0l(Ti)、0.005(B)Ti+C:0.0l(Ti)、0.005(C)Ti:0.15 Zr:0.2中间合金:Al-Ti、Al-Ti-B、A1-Ti-C铅合金Se、Bi2Se3、Ag2Se、BeSe0.0l~0.02纯金属或合金铜合金Zr、Zr+B、Zr+Mg、Zr+Mg+Fe+P0.02~0.04纯金属或合金镍基高温合金碳化物(WC、NbC)等—碳化物粉末常用合金的晶粒细化剂3. 动力学细化法(1)浇注过程控制技术4(a)(b)(c)(d)利用浇注过程液流控制进行晶粒细化的几种方法(a)中心浇注法(b)沿型壁浇注(c)沿型壁四周浇注(d)斜板浇注1—中间包2—冷却水3—游离晶4—铸型(2)铸型振动在凝固过程中振动铸型可使液相和固相发生相对运动,导致枝晶破碎形成结晶核心。
同时振动铸型可促使“晶雨”的形成。
由于“晶雨”的来源是液态金属表面的凝固层,当液态金属静止时表面凝固的金属结壳而不能下落,铸型振动可使壳层中的枝晶破碎,形成“晶雨”。
(3)超声波振动超声振动可在液相中产生空化作用,形成空隙,当这些空隙崩溃时,液体迅速补充,液体流动的动量很大,产生很高的压力,起到促进形核的作用。
(4)液相搅拌采用机械搅拌、电磁搅拌或气泡搅拌均可造成液相相对固相的运动,引起枝晶的折断、破碎与增殖,达到细化晶粒的目的。
其中机械和电磁搅拌方法不仅使晶粒细化,而且可使晶粒球化,获得流动性很好的半固态金属,可进行半固态铸造或半固态挤压。
第三节凝固组织中的偏析及其控制1.凝固组织中的微观偏析及其控制微观偏析按其形式分为胞状偏析、枝晶偏析和晶界偏析。
它们的表现形式虽不同,但形成机理是相似的,都是合金在结晶过程中溶质再分配的必然结果,其中枝晶偏析是微观偏析的主要表现形式。
胞状偏析晶界偏析低合金钢柱状晶的等浓度面01*S S00011k f C k C k α-⎛⎫=- ⎪+⎝⎭2S f /D ατλ=影响微观偏析的主要因素是:①局部凝固时间或凝固速率随着局部凝固时间的增大,扩散时间延长,促进了成分的均匀化,偏析减轻。
合理的方法是快速凝固使枝晶细化,然后进行均匀化退火处理。
f τ②合金元素的固相扩散系数合金元素的固相扩散系数越大,凝固过程的扩散就越充分,该元素的偏析也就越轻。
S D ③溶质平衡分配系数小于1时,其值越小,偏析越严重。
0k枝晶偏析在凝固后的均匀化处理把铸件加热到低于固相线100~200o C ,长期保温,使溶质原子充分扩散,()220S exp π/A A D τλ=-0A 0max minA C C =-假设枝晶偏析值近似地为正弦波,根据扩散第二定律可解出在一定温度下经τ时间后的偏析幅值A :—铸态合金枝晶偏析的初始幅值,可见,均匀化时间取决于枝晶间距和扩散系数。
枝晶间距越小,均匀化退火时原子扩散路程越短,故均匀化时间越短。
因此,凡能细化枝晶的各种工艺措施均有利于以后的均匀化退火。
偏析元素的扩散系数愈大,在其它条件相同时,均匀化退火时间愈短。
2.凝固组织中的宏观偏析及其控制铸件各部位之间化学成分的差异铸件产生宏观偏析的规律与铸件的凝固特点密切相关。
当铸件以逐层凝固方式凝固时,宏观偏析的产生主要与结晶过程中的溶质再分配有关,可用Scheil方程近似地描述;当铸件以糊状凝固方式凝固时,铸件产生宏观偏析的原因主要是凝固早期固相或液相的沉浮以及枝晶间的液体流动。
液态金属沿枝晶间流动的原因主要有:①凝固收缩(或膨胀)的抽吸作用促使液体流动;②冷却时液相和固相的收缩;③由于密度差而发生的对流;④大容积内液体对流向枝晶间的穿透;⑤固一液两相区内气体的形成。
以Al-Cu( )合金为例,该合金凝固时收缩率为0.057Cu 4.5%C Al-Cu 合金相图液体流动速度等于零的地方,对于凝固时收缩的合金来说将产生正偏析。
因为对于凝固时收缩的合金来说,它和凝固时没有体积变化的合金(凝固时体积不收缩也不膨胀)相比,固相分率减少,与之相对应,也就是说液相分率增加,而液相内溶质浓度是高的,因此,该地区的最终溶质平均浓度会增加,形成正偏析。
SC 会增加,形成正偏析,细小断面积为粗大处的1/9,在断面突然变化的地方,在铸件的心部,液体金属为了补偿下部铸件的收缩,其流动速度必须很大,即接近于大断面处的9倍。
/0.06≈-v R /0.54=-v R 如果在大断面处,其宏观偏析为“0”,其:这样,在断面突变处:显然,这里会产生大的负偏析,减少宏观偏析的措施1ββ=--v R 消除宏观偏析的条件是:(因为此时)S 0C C =也就是:1)v 与R 两者方向相反;2)/v R 的绝对值要小,即v 要小,而R 要大。
①保证合金成分,使凝固过程中液体的密度差减到最小。
因为液体的密度差是促使液体流动的因素之一。
②适当的铸件或铸锭高度。
因为液体的静压头愈大,流动愈会加剧。
③加入孕育剂细化枝晶组织,使流动阻力增加,从而减小流动速度。
④在凝固开始阶段,用加速液体对流的办法,可以细化晶粒,但在凝固过程中,应该使液体的对流运动停止。
如果自然对流速度较大,应该外加磁场使对流运动停止。
可以想象,离心铸件的宏观偏析是大的。
⑤加大冷却速度,缩短固/液两相区的凝固时间,尽量使R 值增大。
浇注温度太高、浇注速度太快,均会延缓铸件冷却,从而使宏观偏析加剧。
第三节凝固收缩及其控制1. 凝固过程中的收缩LS S L L1V V V V V β-==-1)纯金属β对于纯金属,凝固通常是在恒定的温度下完成的,凝固期间的体收缩只是相变收缩。