铸件宏观凝固组织的控制
- 格式:ppt
- 大小:68.50 KB
- 文档页数:16
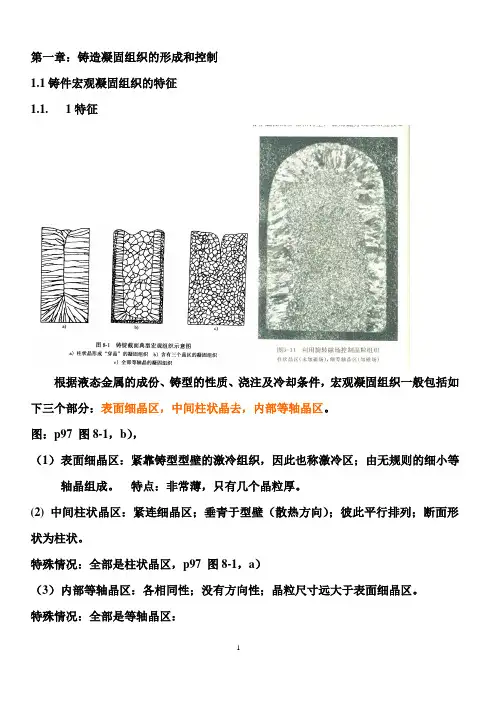
第一章:铸造凝固组织的形成和控制1.1铸件宏观凝固组织的特征1.1.1特征根据液态金属的成份、铸型的性质、浇注及冷却条件,宏观凝固组织一般包括如下三个部分:表面细晶区,中间柱状晶去,内部等轴晶区。
图:p97 图8-1,b),(1)表面细晶区:紧靠铸型型壁的激冷组织,因此也称激冷区;由无规则的细小等轴晶组成。
特点:非常薄,只有几个晶粒厚。
(2) 中间柱状晶区:紧连细晶区;垂青于型壁(散热方向);彼此平行排列;断面形状为柱状。
特殊情况:全部是柱状晶区,p97 图8-1,a)(3)内部等轴晶区:各相同性;没有方向性;晶粒尺寸远大于表面细晶区。
特殊情况:全部是等轴晶区:表面细晶区的数量非常小,对工件的整体性能影响不大,而柱状晶区和内部等轴晶区的数量非常大,因此,材料的性能主要取决于这两个相的相对比例。
具体的影响下面再谈。
1.1.2 铸件结晶组织对铸件性能的影响:(1)表面细晶区:特点:晶粒细且没有方向性;性能非常好;非常薄——几个晶粒的厚度:小于1mm。
对铸件性能的影响:对于薄壁铸件:如厚度在4~6mm的铸件,具有一定的意义对于大部分铸件:意义不大,这个厚度所占比例非常小:结论:一般不给与特别重视。
对于特别薄的铸件有一定的意义。
(2)中间柱状晶区:特点:a)晶粒长、粗大、晶界面积小、排列位向一致,b)杂质、非金属夹杂、气体等,一般存在在结晶界面上,特别是最后结晶的界面上。
而在柱状晶区,这些杂质主要存在于柱状晶与柱状晶或柱状晶与等轴晶的界面上,形成性能弱面。
C)进一步的加工,如塑性加工或轧制:在杂质较多的结合界面上产生裂纹。
性能:有方向性;纵向好,横向差;有性能弱面。
结论:一般情况下尽量避免。
特殊情况下充分利用。
举例:高锰钢锤头锤柄。
工况条件,旋转,打击、破碎。
高锰钢成分:Mn=13,C=1.2高锰钢锤头结构及组织示意图性能:韧性非常好,同时加工硬化。
实际生产中遇到的问题:但是浇注出来的铸件,拿锤子一砸就断。
铸造质量控制一、概述铸造质量控制是指通过一系列的措施和方法,确保铸造件在制造过程中达到预期的质量要求。
本文将从铸造工艺、质量控制方法和质量控制指标三个方面详细介绍铸造质量控制的标准格式文本。
二、铸造工艺1. 铸型制备:铸造件的质量直接受到铸型的影响,因此应根据铸造件的形状、尺寸和材料特性,选择合适的铸型材料和制备工艺。
铸型制备应符合相关标准和规范,确保铸型的精度和表面质量。
2. 熔炼与浇注:熔炼是铸造过程中的关键环节,应严格控制熔炼温度、熔炼时间和熔炼材料的质量。
浇注过程中,应注意铸液的温度控制、浇注速度和浇注方式,以避免铸造缺陷的产生。
3. 凝固与冷却:凝固过程是铸造件形成的关键阶段,应根据铸件的结构特点和材料性能,合理控制凝固速度和冷却方式,以获得理想的组织结构和性能。
4. 除砂与清洁:铸件出模后,应进行除砂和清洁工作,以去除铸件表面的砂粒和杂质,确保铸件的表面光洁度和尺寸精度。
三、质量控制方法1. 工艺参数控制:通过对铸造工艺参数的控制,如熔炼温度、浇注速度、凝固时间等,来影响铸件的质量。
可以通过设定合理的参数范围、监测和调整参数数值,以达到质量控制的目的。
2. 检测与检验:采用合适的检测与检验方法,对铸件的尺寸、形状、组织结构和性能进行评估。
常用的检测方法包括尺寸测量、金相分析、硬度测试、无损检测等。
3. 过程监控:通过实时监测铸造过程中的关键参数和指标,如铸液温度、浇注速度、凝固时间等,及时发现异常情况并采取相应措施,以确保铸件的质量稳定。
4. 环境管理:铸造过程中的环境条件对铸件的质量也有一定影响。
应通过控制环境温度、湿度和灰尘等因素,来减少外界环境对铸件质量的影响。
四、质量控制指标1. 尺寸精度:铸件的尺寸精度是衡量其质量的重要指标之一。
应根据铸件的设计要求和使用环境,制定合理的尺寸公差,并通过尺寸测量和检验来评估尺寸精度。
2. 表面质量:铸件的表面质量直接影响其外观和使用寿命。
应通过除砂、清洁和表面处理等措施,确保铸件表面的光洁度和无裂纹、气孔等缺陷。
本复习题仅适用于贵州大学机械学院12-13年度上学期1、液态成形温度场的数学解释法的假设条件:P64(1)金属的结晶范围很小,可忽略不计,即视为恒温下结晶。
(2)不考虑结晶潜热。
(3)铸件和铸型潜热。
(4)铸件与铸型紧密接触,无间隙,传热方式为传热方式为热传导。
2、铸件凝固时间的计算:(1)铸件的凝固时间是指从液态金属充满铸型的时刻至凝固完毕所需要的时间。
(2)单位时间内凝固层的增长厚度称为凝固速度。
(3)凝固时间是制定液态成形工艺的重要参数。
(4)平方根定律:t=ξ2/ k2(适合于大平板铸件和结晶间隔小的合金铸件)折算厚度法则:t=R2/ k2(R=V1/A2,R为折算厚度或铸件模数)(5)总结:为什么生产中多为球形晶?因为球的面积A越小,R越大,t越长,充型能力越好;疏松为小而分散的空洞,难防止;缩孔为大而集中的空洞,易防止。
第三章:1、(1)金属的熔化:是从晶界开始的。
P74晶粒间出现相对流动,称为晶界粘性流动。
☆熔化潜热:在熔点的固态变为同温度的液态时,金属要吸收大量的热量。
熔化:金属以规则的原子排列突变为紊乱的非晶结构的过程。
(2)研究金属的液态结构方法:一:间接方法,就是通过固态→液态、固态→气态转变后一些物理性质的变化来判断液态的原子结构状况。
二:直接,通过液态金属的X射线或中子线的结构分析来研究液态的原子情况。
(3)液态铝中的原子的排列在几个原子间距的小范围内,与其固态铝原子的排列方式基本一致,而远离的原子就完全不同于固态了。
这种结构称为微晶,液态铝的这种结构称为近程有序而远程无序的结构,而固态的原子结构为远程有序的结构。
(4)液态金属的结构的特点:1)原子的排列在较小间距内仍具有一定规律性,即原子间仍保持较强的结合能,且其平均原子间距增加不大。
2)在熔化时,晶体的结构已受到部分破坏,故其排列的规律性仅保持在较小范围内,这个范围是由十几个到几百个组成的集团。
3)液态中原子热运动的能量大,能量起伏也大,每个集团中具有动能大的原子能克服临近的原子的束缚,产生很强的热运动,并能成簇地脱离原有集团而加入别的集团或组成新的集团。
第七章铸件与焊缝宏观组织及其控制1.铸件典型宏观凝固组织是由哪几部分构成的,它们的形成机理如何?答:铸件的宏观组织通常由激冷晶区、柱状晶区和内部等轴晶区所组成。
表面激冷区的形成:当液态金属浇入温度较低的铸型中时,型壁附近熔体由于受到强烈的激冷作用,产生很大的过冷度而大量非均质生核。
这些晶核在过冷熔体中也以枝晶方式生长,由于其结晶潜热既可从型壁导出,也可向过冷熔体中散失,从而形成了无方向性的表面细等轴晶组织。
柱状晶区的形成:在结晶过程中由于模壁温度的升高,在结晶前沿形成适当的过冷度,使表面细晶粒区继续长大(也可能直接从型壁处长出),又由于固-液界面处单向的散热条件(垂直于界面方向),处在凝固界面前沿的晶粒在垂直于型壁的单向热流的作用下,以表面细等轴晶凝固层某些晶粒为基底,呈枝晶状单向延伸生长,那些主干取向与热流方向相平行的枝晶优先向内伸展并抑制相邻枝晶的生长,在淘汰取向不利的晶体过程中,发展成柱状晶组织。
内部等轴晶的形成:内部等轴晶区的形成是由于熔体内部晶核自由生长的结果。
随着柱状晶的发展,熔体温度降到足够低,再加之金属中杂质等因素的作用,满足了形核时的过冷度要求,于是在整个液体中开始形核。
同时由于散热失去了方向性,晶体在各个方向上的长大速度是相等的,因此长成了等轴晶。
2.试分析溶质再分配对游离晶粒的形成及晶粒细化的影响。
答:对于纯金属在冷却结晶时候没有溶质再分配,所以在其沿型壁方向晶体迅速长大,晶体与晶体之间很快能够连接起来形成凝固壳。
当形成一个整体的凝固壳时,结晶体再从型壁处游离出来就很困难了。
但是如果向金属中添加溶质,则在晶体与型壁的交汇处将会形成溶质偏析,溶质的偏析容易使晶体在与型壁的交会处产生“脖颈”,具有“脖颈”的晶体不易于沿型壁方向与其相邻晶体连接形成凝固壳, 另一方面,在浇注过程和凝固初期存在的对流容易冲断“脖颈”,使晶体脱落并游离出去,形成游离晶。
一些游离晶被保留下来并发生晶体增殖,成为等轴晶的核心,形成等轴晶,从而起到细化晶粒的作用。
铸件典型宏观凝固组织
铸造是一种传统的制造工艺,被广泛应用于许多领域,包括航空、汽车制造、机械制造等。
在铸造过程中,铸件的凝固组织是非常重要的,它会影响到铸件的力学性能和耐用性。
下面我们来一起探讨一下铸件的典型宏观凝固组织。
首先,铸件的典型宏观凝固组织包括两个主要部分:晶体区和凝固缩孔区。
晶体区是由多个晶粒组成的,晶粒的大小和形状对铸件的机械性能具有重要影响。
凝固缩孔区是铸件中的缩孔和气孔区域,它们通常会影响铸件的外观和表面质量。
在铸造过程中,凝固过程是铸件形成的关键步骤。
当铸件被注入熔融金属时,它会逐渐冷却并凝固。
在凝固过程中,熔融金属会凝固成固态晶体。
晶体的生长速度和形状取决于温度梯度和成分梯度。
通常情况下,晶体生长速度越快,晶粒就越小,晶体生长速度越慢,晶粒就越大。
此外,晶粒的形状也会受到铸型结构和流动条件的影响。
随着铸件的逐渐冷却,凝固缩孔区也会逐渐形成。
凝固缩孔区具有较高的孔隙率和局部亚晶粒,这会影响铸件的力学性能和表面质量。
为了降低凝固缩孔区的缺陷率,通常需要采取相应的铸造措施,例如增加铸造温度、改进铸型和流道设计等。
总之,铸件的典型宏观凝固组织是由晶体区和凝固缩孔区组成的。
晶体区由多个晶粒组成,晶粒大小和形状对铸件的机械性能具有重要影响。
凝固缩孔区具有较高的孔隙率和局部亚晶粒,会影响铸件
的力学性能和表面质量。
因此,在铸造过程中,需要采取相应的铸造措施来提高铸件的质量和性能。
控制宏观偏析的方法和效果宏观偏析亦称为“区域偏析”,指金属铸锭(铸件)中各宏观区域化学成分不均匀的现象。
包括正常偏析、反常偏析和比重偏析。
宏观偏析造成铸锭(铸件)组织和性能的不均匀性。
它和材料本性、浇铸条件、冷却条件等许多因素有关,虽然无法绝对避免,但应当控制在一定范围之内。
宏观偏析的形成原因:铸件过厚、浇注温度过高、凝固时冷却速度过慢,易使凝固温度范围宽的合金产生区域偏析。
合金吸气较严重时,会加重区域偏析,偏析使铸件的力学性能降低,易导致热裂和冷裂,降低铸件的耐蚀性,严重时会导致铸件因性能不合格或断裂而报废或失效。
区域偏析可通过扩散退火、热变形加工和热等静压处理减轻。
减少宏观偏析的措施:1. 保证合金成分,使凝固过程中液体密度差别最小。
2. 适当的铸件或铸锭高度。
3. 采用加入孕育剂、振动、搅拌等细化晶粒的措施,减少枝晶间液体金属流动。
4. 加大冷却速度,缩短固液相区的凝固时间。
电磁振荡对半连铸7075址合金的宏观偏析的抑制作用。
电磁振荡对抑制溶质元素的宏观偏析,大致可归结为以下几个方面原因。
(1)初凝壳高度影响因素。
熔体形成凸起的弯液面,与结晶器壁间的接触高度和接触压力变小,次冷却强度降低。
此外,洛仑兹力的搅拌作用,强化了晶粒从结晶器壁的瓣离,因而初凝壳高度减小,形成位置点降低,消除了这部分以结晶器壁为基底的晶粒在长大过程中凼颈缩和“搭桥”而封闭富集溶质的熔体,以及发生再熔化逆偏析,形成表面偏析瘤.造成溶质元素在铸锭表面含量偏高的现象,抑制了宏观偏析。
(2)液穴因素。
液穴深度变浅,降低了各溶质元素四密度不恻在液穴内部分布不均匀而造成的密度偏析,有利于溶质元素在截面尺度范围内的均衡分布和扩散,降低了宏观偏析的程度。
(3)温暖场和浓度场因素。
极大地均匀了液穴中温度场和浓度场,抑制了枝晶的生长,从而避免了枝晶臂彼此接触“搭桥”,在晶间及二次枝晶臂根部封闭充盈富集溶质元素的熔体,而导致的溶质宏观偏析。
金属凝固原理思考题1.表面张力、界面张力在凝固过程的作用和意义。
2. 如何从液态金属的结构特点解释自发形核的机制。
答:晶体熔化后的液态结构是长程无序,而短程内却存在不稳定的、接近有序的原子集团。
由于液态中原子运动较为强烈,在其平衡位置停留时间甚短,故这种局部有序排列的原子集团此消彼长,即结构起伏和相起伏。
当温度降到熔点以下,在液相中时聚时散的短程有序原子集团,就可能成为均匀形核的晶胚,从而进行均匀形核。
3.从最大形核功的角度,解释0/=∆dr G d 的含义。
4.表面张力、界面张力在凝固过程和液态成形中的意义。
5.在曲率为零时,纯镍的平衡熔点为1723K ,假设镍的球形试样半径是1cm ,1μm 、0.01μm ,其熔点温度各为多少?已知△H=18058J/mol ,V m =606cm 3/mol ,σ=255×107J/cm 26.(与第18题重复)证明在相同的过冷度下均质形核时,球形晶核与立方形晶核哪种更易形成。
答:对于球形晶核:过冷液中出现一个晶胚时,总的自由能变化为ΔG=(4πr 3ΔG V /3)+4πr 2σ。
临界晶核的半径为r *,由d ΔG/dr=0求得:r *=-2σ/ΔG v =2σT m /L m ΔT ,则临界形核的功及形核功为:ΔG *球=16πσ3/3ΔG v 2=16πσ3T m 2/3(L m ΔT)2.对于立方形晶核:同理推得临界半径形r *=-4σ/ΔG v ,形核功ΔG *方=32σ3/ΔG v 2。
则ΔG *球<ΔG *方,所以在相同的过冷度下均质形核时,球形晶核比立方形晶核更容易。
7.用平面图表示,为什么晶体长大时,快速长大的晶体平面会消失,而留下长的速度较慢的平面。
8.用相变热力学分析为何形核一定要在过冷的条件下进行。
答:在一定温度下,从一相转变为另一相的自由能变化:ΔG=ΔH-T ΔS 。
令液相到固相转变的单位体积自由能变化为:ΔG V =G S -G L ,(G S 、G L 分别为固相和液相单位体积自由能)。