复合材料拉挤成型实例
- 格式:ppt
- 大小:4.60 MB
- 文档页数:43
复合材料的挤出成型摘要:简单的回顾了挤出成型的机械设备,成型基本工艺,并以木塑复合材料和聚丙烯/纳米复合材料为例,介绍了复合材料的挤出工艺及挤出不同复合材料的不同之处。
关键词:挤出成型木塑材料超声混合1.序言挤出成型是使高聚物的熔体(或黏性流体)在挤出机的螺杆或柱塞的挤压作用下通过一定形状的口模而连续成型,所得的制品为具有恒定断面形状的连续型材。
挤出成型,尤其在塑料制品的成型加工中运用广泛。
采用挤出成型,可以制备塑料管材,板材,片材,棒材,薄膜,以及塑料的共混改性。
其技术较为成熟,应用广泛,在日常生活中发挥了非常大的作用。
并且,随着技术的进步,挤出成型制品的种类不断增长,新的工艺也展露头角,这一经典的成型技术正呈现出光明的发展前景。
如今,复合材料正欣欣向荣的发展,挤出成型用之于复合材料也必是一大发展的热点。
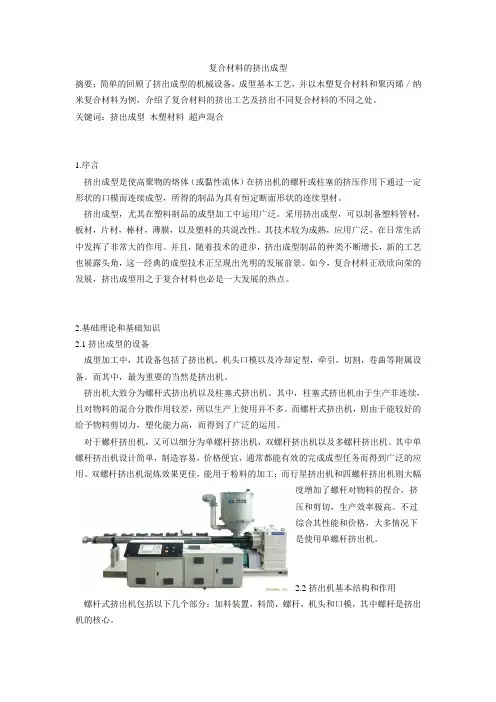
2.基础理论和基础知识2.1挤出成型的设备成型加工中,其设备包括了挤出机,机头口模以及冷却定型,牵引,切割,卷曲等附属设备。
而其中,最为重要的当然是挤出机。
挤出机大致分为螺杆式挤出机以及柱塞式挤出机。
其中,柱塞式挤出机由于生产非连续,且对物料的混合分散作用较差,所以生产上使用并不多。
而螺杆式挤出机,则由于能较好的给予物料剪切力,塑化能力高,而得到了广泛的运用。
对于螺杆挤出机,又可以细分为单螺杆挤出机,双螺杆挤出机以及多螺杆挤出机。
其中单螺杆挤出机设计简单,制造容易,价格便宜,通常都能有效的完成成型任务而得到广泛的应用。
双螺杆挤出机混炼效果更佳,能用于粉料的加工;而行星挤出机和四螺杆挤出机则大幅度增加了螺杆对物料的捏合,挤压和剪切,生产效率极高。
不过综合其性能和价格,大多情况下是使用单螺杆挤出机。
2.2挤出机基本结构和作用螺杆式挤出机包括以下几个部分:加料装置,料筒,螺杆,机头和口模,其中螺杆是挤出机的核心。
2.2.1螺杆的结构和几何参数螺杆是一根笔直的有螺纹的金属圆棒,其表面光洁,并具有很高的硬度。
复合材料拉挤成型工艺——纺硕1205班柴寅芳、丁倩、刘冰、刘小梅、戎佳琦、王卷1 拉挤成型定义拉挤成型是指玻璃纤维粗纱或其织物在外力牵引(外力拉拔和挤压模塑)下,经过浸胶、挤压成型、加热固化、定长切割,连续生产长度不限的玻璃钢线型制品的一种方法。
这种工艺最适于生产各种断面形状的型材,如棒、管、实体型(工字形、槽形、方形型材)和空腹型材(门窗型材、叶片)等。
2 拉挤成型的特点2.1优点:1)典型拉挤速度0.5-2m/min,效率高,适于批量生产,制造长尺寸制品;2)树脂含量可精确控制;3)主要用无捻粗纱增强,原材料成本低,多种增强材料组合使用,可调节制品力学性能;4)拉挤制品中纤维含量可高达80%,浸胶在张力下进行,能充分发挥连续纤维的力学性能,产品强度高;5)原材料利用率在95%以上,废品率低;6)制品纵、横向强度可任意调整,可以满足不同力学性能制品的使用要求。
2.2缺点:1)不能利用非连续增强材料;2)产品形状单调,只能生产线形型材(非变截面制品),横向强度不高;3)模具费用较高;4)一般限于生产恒定横截面的制品。
3 拉挤成型所需的材料拉挤成型工艺中使用的材料包括树脂、增强材料、辅助材料等。
3.1拉挤成型工艺所用树脂拉挤成型工艺要求所用的树脂黏度低,主要使用不饱和聚酯树脂和环氧树脂或改性环氧树脂。
不饱和聚酯树脂用作拉挤的基本上是邻苯和间苯型。
间苯型树脂有较好的力学性能、坚韧性、耐热性和耐腐蚀性能。
目前国内使用的较多的是邻苯型,因其价格较间苯型有优势。
环氧树脂和不饱和聚酯树脂相比,具有优良的力学性能、高介电性能、耐表面漏电、耐电弧,是优良绝缘材料。
常用拉挤工艺用树脂如表1所示,树脂生产配方如表2和表3。
表1拉挤工艺用树脂表2典型拉挤用不饱和聚酯树脂配方树脂 196 100份填料(轻质碳酸钙)脱模剂(硬脂酸锌)固化剂(过氧化物)低收缩剂(PVC树脂)颜料5~15份3~5份1~3份5~15份0.1~1份表 3环氧树脂配方环氧树脂 E-55脱模剂(硬脂酸锌)固化剂(590#)增韧剂100份3~5份15~20份10~15份适量稀释剂3.2拉挤成型工艺所用增强材料拉挤成型玻璃钢所用的纤维增强材料,主要是 E 玻璃纤维无捻粗纱居多,其优点是不产生悬垂现象,集束性好,易被树脂浸透,力学性能较高。
大型风机叶片主梁拉挤成型工艺
大型风机叶片主梁拉挤成型工艺:
①材料准备:
- 准备拉挤所需的增强材料,如玻璃纤维、碳纤维等。
- 确保树脂体系(基体材料)处于适用状态,如环氧树脂、聚酯树脂等。
②纤维浸润:
- 将纤维材料通过浸润槽,确保纤维完全被树脂体系浸透。
③成型模具:
- 通过模具引导浸润后的纤维材料,使其形成所需的主梁截面形状。
④固化过程:
- 在模具中,通过加热或其他固化方式,使树脂快速固化,形成稳定的结构。
⑤连续拉挤:
- 使用拉挤设备持续拉出固化中的复合材料,形成连续的主梁结构。
⑥长度切割:
- 当主梁达到预定长度后,使用切割设备将其切成所需长度的段落。
⑦后处理:
- 对切割后的主梁进行表面处理,如打磨、清洁,以去除任何多余的树脂或毛刺。
⑧质量检查:
- 对主梁进行尺寸、强度和外观质量的检查,确保符合设计和制造标准。
⑨装配准备:
- 将合格的主梁运送至风机叶片装配区,准备与其他组件进行组装。
拉挤成型工艺自动化程度高、工艺稳定,随着玻璃钢复合材料应用市场的不断拓展,拉挤制品所占份额也越来越大。
开发一件新的拉挤制品,首先是根据其使用条件和性能要求对制品进行材料选择和结构设计,确定产品的截面形状和原材料配比方式;其次就是拉挤成型中非常重要的一道工序,玻璃拉挤模具及预成型的设计与加工。
模具及预成型部分可以说是拉挤生产的中心环节,由纱架、胶槽部位过来的增强材料经由预成型初步定型,然后在牵引装置的作用下进入模具固化成型,最后切割为定长产品。
玻璃钢拉挤模具及预成型的设计与加工的好坏将直接决定拉挤生产的效率高低,甚至成败与否,同时还决定着拉挤制品的外观与质量。
模具一但加工定型后将很难改变,预成型部分尽管可以作调整,但如果设计加工不合理同样会给生产造成很大的经济损失,如需要更多的人员参与生产从而增加人工成本,纱束和毡走不到位,造成次品、废品,甚至发生堵模导致生产停顿,接下来就是费工费力的拆模、清理和重新穿纱再次起机。
因此模具及预成型的设计与加工很关键,设计加工合理可避免很多不必要的损失。
2玻璃钢拉挤模具设计加工在拉挤成型工艺过程中,模具是各种工艺参数作用的交汇点,其主要要求是具有良好的尺寸稳定性、优良的耐磨性和极低的表面粗糙度。
目前拉挤生产常用的模具主要为直腔钢制模具,有整体式的,也有组合式的,一般为长方体结构,结构形式尽管相对简单,但设计加工过程中需要注意和考虑的地方较多,主要有如下几个部分。
2.1模具材料选择及加工类型玻璃钢拉挤模具材料应能满足以下要求,强度高、热处理变形小、加工性能好、使用过程中尺寸稳定性好、耐磨、耐热及耐热腐蚀等。
完全都能满足这些要求的材料为数不多,目前常用模具材料为40Cr,耐磨要求高的可选用Crl2、Crl2MoV、38CrMoAl等,型腔表面硬度应大于HRC50,型腔表面粗糙度必须达到0.025-0.0800卩m。
为达到拉挤模具的工艺要求,通常须经过锻造,退火、粗铣、调质、精铣、淬火、研磨等一系列工序。
复合材料拉挤成型工艺
复合材料拉挤成型工艺是指采用拉挤机将预浸料与纤维增强材料送入模具后,在高温、高压的条件下完成成型的一种工艺。
在该工艺中,预浸料主要由树脂、填料和固化剂等组成,而纤维增强材料主要有玻璃纤维、碳纤维等。
在拉挤机内,预浸料与纤维增强材料在高速旋转的螺杆和模头的作用下,混合均匀后被挤出,通过模具进一步的成型和固化。
复合材料拉挤成型工艺的优点在于生产效率高、工艺控制简单、产品质量稳定、成品强度高、表面光洁度好等。
因此,在航空航天、汽车、建筑、体育器材等领域广泛应用。
塑料挤出成型工艺与实例分析塑料挤出成型是一种常见的塑料加工方法,广泛应用于塑料制品的生产中。
它是通过将塑料颗粒加热熔化后,通过挤出机的螺杆将熔融塑料挤出成型,然后根据需要进行切割,成为不同形状的制品。
塑料挤出技术具有成型速度快、生产效率高、生产成本低等优点,因此受到了广泛欢迎。
在塑料挤出成型过程中,首先需要将塑料颗粒放入挤出机的料仓中,然后通过加热系统加热,使其熔化成熔融态的塑料。
接着,熔融塑料被送入挤出机的螺杆中,通过螺杆的转动和外部压力的作用,熔融塑料被挤压出料嘴,然后通过模具的成型,最终得到所需形状的制品。
塑料挤出成型工艺可以分为单螺杆挤出和双螺杆挤出两种方式。
单螺杆挤出工艺简单、成本低,适用于一些普通的塑料制品生产,但在挤出过程中容易出现塑料温度分布不均匀的情况。
而双螺杆挤出工艺能够更好地均匀混合塑料,提高生产效率,适用于一些要求较高的生产场合。
在实际生产中,塑料挤出成型工艺有着广泛的应用。
比如在塑料管道生产中,先将塑料颗粒加热熔化后,通过挤出机挤出成型,根据需要进行定型冷却,最终得到管道产品。
又如在塑料薄膜生产中,将塑料颗粒加热熔化后,通过挤出机拉伸挤压成薄膜形状,然后通过冷却切割成不同规格的薄膜制品。
除了常见的管道、薄膜等制品外,塑料挤出成型还可以生产更多种类的制品,比如塑料板材、塑料型材、塑料丝等。
这些制品在日常生活中随处可见,广泛应用于建筑、家具、包装等领域。
总的来说,塑料挤出成型工艺是一种常用的塑料加工工艺,具有生产效率高、生产成本低等优点,适用于生产各种形状的塑料制品。
通过不断改进工艺技术和提高设备性能,塑料挤出成型工艺将会有更广阔的应用前景,为塑料制品的生产提供更多可能性。
1。
碳纤维拉挤成型工艺
碳纤维拉挤成型是一种目前常用的工艺,用于制造高强度、低重量的碳纤维复合材料构件。
1. 原材料准备:首先,将碳纤维单丝进行预处理,包括去除杂质、涂覆树脂等。
然后,将经过处理的碳纤维单丝编织成纱线或拧成纱,用于后续的拉挤成型。
2. 拉挤成型:在拉挤机中,将碳纤维纱线或纱束引入机器,经过一系列的装置进行塑化加热,并通过模具将其拉伸、挤出。
模具的形状决定了最终构件的形状和尺寸。
同时,可以通过真空封闭模具和注射树脂等方式,确保碳纤维的密实度和表面质量。
3. 固化:拉挤出的构件会进入固化炉,经过一定的时间和温度条件下进行热固化。
在此过程中,树脂会固化,将碳纤维牢固地粘结在一起,并形成坚硬而轻量的复合材料。
4. 后续加工:经过拉挤成型和固化的构件还需要进行后续的加工和整理。
包括去除模具残留物、修整表面、加工孔洞等步骤,以确保构件的精度和质量。
碳纤维拉挤成型工艺具有生产效率高、造型灵活、可实现大批量生产等优点。
在航空航天、汽车、船舶等行业中得到广泛应用,为实现轻量化、高强度的产品设计提供了有效的解决方案。
54 工程塑料应用1的7年,第25卷,第3期© 1994-2012 China Academic Journal Electronic Publishing House. All rights reserved, 展-囝1为现今的拉挤成型工艺流程示意图。
拉挤成型工艺及应用黄克均张建伟(第五三研究所.济南250031)内容提要概述拉挤成型工艺及其应用前景,通过对拉挤成«工艺与其它复合材料加工工艺的 比较,阐述了拉挤戋型工艺的特点和这种新的复合材料加工工艺在航空、躭天、交通、电气、化工和建 筑等领域的发展潜力。
关键词拉挤成5!复合杈枰树脂材料工艺应明1前言拉挤成型工艺是复合材料的主要成型工艺方法 之一。
用拉挤成型工艺可以全自动地生产不变截面 的棒、板,如c 型槽(板)、丨型梁、圆柱棒、j 型棒等。
最初的拉挤制品是钓鱼竿和电机檜楔等。
自70年代 以来,拉挤成型工艺不断完善,拉挤成型制品应用范 围已遍及航天,航空、交通、建筑、化工和电气等各个 领域,甚至用来制造桥梁结构架、汽车和轮船传动轴 等主承力结构件。
90年代初拉挤制品的世界年产量 为复合材料总年产量的3%〜5%,达9万〜15万t, 其中美国占一半左右。
拉挤制品的年增长率达到 10%〜15%,是复合材料制品中增长最快的- 种[卜2拉挤工艺过程2- 1 拉挤工艺拉挤成型工艺是指将浸溃了树脂的连续纤维粗 纱经加热模拉出形成预定截面型材的过程。
在拉挤 成型工艺的发展中,有三种同时发展起来的工艺:(1) 隧道炉拉挤工艺该工艺是把玻纤粗纱或 类似的增强材料牵引穿过树脂浴后,经过整形套管 除去包藏的空气和多余的树脂达到预定的直径,然 后牵引穿过隧道炉并悬空连续固化得到最终产品。
(2>间歜成型拉挤工艺该工艺是把增强纤维 牵引穿过树脂浸溃槽并进入对分式阴模,在脖止状 态下由模外加热固化。
通常模具的进入端要冷却以 防树脂固化.当一段增强纤维上的浸溃树脂完全固 化后,打开模具再把下一段牵引到模中。