7.推行自主招生改革,扩大学校的招生 自主权,有助于 高校根 据自己 的办学 定位、 育人要 求,选拔 适合本 校培养 目标的 学生。
⑤制品质量稳定,重复性好,长度可任意切断。
拉挤成型工艺的缺点
拉挤成型工艺的缺点是产品形状单调,只能生产 线形型材,而且横向强度不高。
8、2 拉挤工艺用原材料
①树脂基体 不饱和聚酯树脂、环氧树脂、乙烯基树脂、
热固性甲基丙烯酸树脂、改性酚醛树脂、阻燃性 树脂等。
热塑性树脂
不饱和聚酯树脂
②增强材料
拉挤成型的优点
①生产过程完全实现自动化控制,生产效率高; ②拉挤成型制品中纤维含量可高达80%,浸胶在张
力下进行,能充分发挥增强材料的作用,产品强 度高;
拉挤成型的优点
③制品纵、横向强度可任意调整,可以满足不同 力学性能制品的使用要求;
④生产过程中无边角废料,产品不需后加工,故 较其它工艺省工,省原料,省能耗;
第八章 拉挤成型工艺
玻 璃 钢 型 材
8、1 拉挤成型工艺概述
拉挤成型工艺是将浸渍树脂胶液的连续玻璃 纤维束、带或布等,在牵引力的作用下,通过挤 压模具成型、固化,连续不断地生产长度不限的 玻璃钢型材。
8、1 拉挤成型工艺概述
这种工艺最适于生产各种断面形状的玻璃钢 型材,如棒、管、实体型材(工字形、槽形、 方形型材)和空腹型材(门窗型材、叶片等)等。
拉挤成型示意图
拉挤成型工艺参数 1、固化温度和时间
固化体系
拉挤成型工艺参数
2、浸胶时间
浸透
拉挤成型工艺参数 3、张力及牵引力
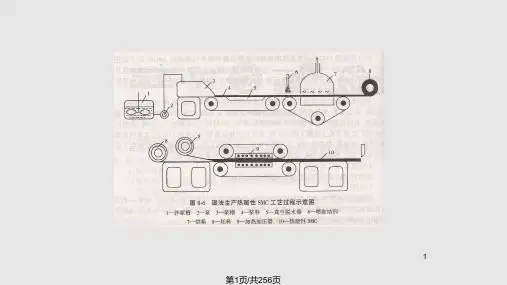
热塑性树脂拉挤工艺流程
8、4 拉挤成型设备
立式 卧式
卧式机组
液压式拉挤设备 (右图) → Hydraulic Pultrusion Machine