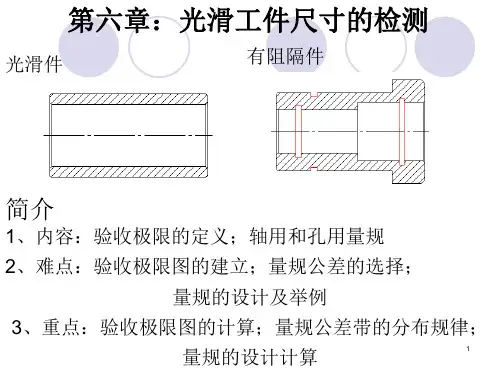
互换性与公差 第6章 常用结合件的互换性教材
- 格式:ppt
- 大小:3.47 MB
- 文档页数:3



配合。
制的轴配合,属于的孔与0039.0026.0088.05050---ΦΦmm 第一章 极限与配合非常清楚地理解有关尺寸、公差、偏差、配合等方面的术语、定义。
牢固掌握标准中的28个基本偏差代号以及它们的分布规律。
掌握公差带的概念和公差带图的画法,并能熟练查取标准公差和基本偏差表格,正确进行有关计算。
初步学会公差与配合的正确选用,并能正确标注在图上。
通过本章的学习,要求了解《极限与配合》中的概念和基本规定,掌握应用国家标准进行机械产品的精度设计方法,包括:尺寸公差和配合的选择及在图样上的正确标注。
是在设计时根据零件的强度、刚度和结构要求确定的尺寸。
孔N 的基本偏差是ES ,其绝对值必定大于0。
零件的实际尺寸越接近基本尺寸越好。
已知基本尺寸为φ50mm 的轴,其最小极限尺寸为φ49.98mm ,公差为0.01mm ,则它的上偏差是 mm ,下偏差是 mm 。
尺寸φ80JS8,已知IT8=46μm ,则其最大极限尺寸是 mm 。
国家标准规定:为了满足配合的特殊需要,允许采用非基准制配合。
对过渡配合或过盈配合,一般要求间隙或过盈的变动较小,因此应选用较高的公差等级?为什么优先采用基孔制配合?对较高精度的中小尺寸孔,一般采用定值刀具(如钻头、铰刀、拉刀)和定值量具(塞规)进行加工和检验。
采用基孔制可以减少定值刀、量具的规格和数量,故经济性好。
实例: 对ɸ50mm 的配合可能有很多种:按基孔制有ɸ50H7/g6, ɸ50H7/k6, ɸ50H7/s6,…。
而保持同样配合性质也可采用基轴制,有ɸ50G7/h6, ɸ50K7/h6, ɸ50S7/h6,…。
按基孔制只需要用于ɸ50H7孔的一种规格的定值刀量具。
按基轴制,则对ɸ50G7、 ɸ50K7、 ɸ50S7等孔,各需一种规格的定值刀量具。
为了减少定值刀、量具的规格和数量,宜采用基孔制。
计算题:有一孔轴配合为,请确定:孔的:Dmax= Dmin= ES=×××已知某孔,轴配合的最大间隙Xmax=+30μm ,孔的下偏差 EI=-11μm,轴的公差Ts=16μm轴的下偏差ei=-16μm ,试求孔,轴的上偏差,孔的公差,配合公差,基准制和配合类别,并汇出尺寸公差带图和配合公差带图。
互换性与测量技术重点知识点总结绪言互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零,部件。
通常包括几何参数和机械性能的互换.允许零件尺寸和几何参数的变动量就称为公差.互换性课按其互换程度,分为完全互换和不完全互换.公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准.第一章圆柱公差与配合基本尺寸是设计给定的尺寸。
实际尺寸是通过测量获得的尺寸.极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。
最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。
与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。
尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。
尺寸公差是指允许尺寸的变动量。
公差=|最大极限尺寸—最小极限尺寸|=上偏差—下偏差的绝对值配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。
间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。
间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。
过盈配合,过渡配合T=ai,当尺寸小于或等于500mm时,i=0.45+0。
001D(um),当尺寸大于500到3150mm时,I=0.004D+2。
1(um).孔与轴基本偏差换算的条件:1。
在孔,轴为同一公差等级或孔比轴低一级配合2。
基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当3。
保证按基轴制形成的配合与按基孔制形成的配合相同。
通用规则,特殊规则例题基准制的选用:1。
一般情况下,优先选用基孔制。
2。
与标准件配合时,基准制的选择通常依标准件而定.3。
为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。
公差等级的选用:1。
对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差小于等于IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔德测量精度比轴容易保证,推荐采用同级孔,轴配合。


课程编号:总学分:2互换性技术测量基础(Microcomputer Principle & Interfacing Technique)课程性质:学科大类专业基础课适用专业:数控技术应用(专科)、机电一体化专业(专科)、机械制造设计及自动化学时分配:课程总学时:30学时其中:理论课学时:26学时;实验:4学时先行、后续课程情况:先行课:《机械制图》。
后续课:机械制造基础、机械设计基础、工装夹具等教材:《互换性与技术测量基础》胡凤兰主编,北京:高等教育出版社。
2010.5参考书目:1.《公差配合与技术测量》陈泽民、忻良昌主编机械工业出版社2.《互换性与技术测量基础》(上、下册)李柱主编计量出版社3.《互换性与技术测量》廖念钊等编著中国计量出版社4.《公差配合与技术测量》薛彦成编著机械工业出版社5.《互换性与测量技术基础》廖念钊主编,中国计量出版社, 。
6.《互换性与技术测量》北京农业机械化学院编,农业出版社。
一、课程的目的与任务《互换性与技术测量》是研究零件互换性和技术测量方面的一门科学。
它是当今机制工艺与专业工程技术人员进行设计、制造、装配、维修等所必须学习和掌握的一门专业技术基础课,其理论和实践性很强。
本课程的主要任务是使学生获得机械零件的几何精度及其相互配合的基础理论;掌握参数一般的测量技术;掌握互换性的基本概念和有关公差配合标准的术语及其定义;熟悉有关公差配合标准的基本内容和表格,并能应用;熟悉技术测量的基本知识,了解主要测量工具的工作原理,基本结构及其测量调整的使用方法;具有对机械零件的一般几何量作技术测量的初步能力;会设计光滑极限量规和简单的综合量规。
二、课程教学基本要求1.了解互换性、机械加工精度的概念。
2.理解有关公差配合的术语及定义。
包括尺寸、配合、实体状态与实体尺寸、作用尺寸、极限尺寸判断原则(泰勒原则)、孔与轴、基准制、标准公差、基本偏差以及公差带代号。
3.熟练掌握公差标准的应用,了解光滑圆柱体公差的国标简介。