压铸工艺参数表
- 格式:docx
- 大小:11.41 KB
- 文档页数:3
压铸件工艺参数的设定2011-11-24 8:57:20在压铸行业,工艺参数对产品质量的影响更多的是靠试验的方法,许多工程技术人员不能深入的进行分析,生产铸件的条件无法用数据来描述。
本文就压铸工艺参数理论计算和实践两方面进行讨论研究。
压力铸造的主要工艺参数有行程(速度转换点)、速度、时间和压力等。
而本文重点分析速度和行程两个主要参数。
1. 压铸的四阶段压射计算压力铸造工艺参数,首先要定义压铸的四个压射阶段。
1.1.1 第一阶段:慢压射1为防止金属液溅出,冲头越过浇料口的过程,压射的第一阶段通常是缓慢的。
1.1.2 第二阶段:慢压射2金属液以较低的速度运动至内浇口的阶段,主要目的是排出压室内的空气,集中铝液于压室内。
1.1.3 第三阶段:快压射金属液由内浇口填充型腔直至充满为止,主要目的是成型并排出型腔中气体。
1.1.4 第四阶段:增压阶段型腔充满后建立最后的增压,使铸件在高压压力下凝固,从而使铸件致密。
1.2 计算模型1.2.1 根据1.1定义(参照图1),可以得到金属液在各阶段合金液的重量关系式。
G2=G浇G3+G4=G铸+G溢流其中:G3+G4为金属液刚达到内浇口处时冲头端面至冲头停止之间的铝液重量,即为快压射起始点位置至冲头停止行程内金属液的容量。
G铸为铸件重量G溢为溢流系统的重量G2为慢压射2行程内压室能容纳的金属液重量G浇为浇注系统的重量1.2.2 流道中单位时间内不同位置截面中通过合金液的流量关系式(见图2)金属液在流动过程中,单位时间内通过截面的流量Q相等,则Q=V1×S1=V2×S2= V3×S3 (注:V3×S3是利用等式,而非金属液流量)其中V1:冲头速度S1:冲头面积V2:内浇口速度S2:内浇口面积V3:排气槽气体速度(推荐值75m/s)S3:排气槽的面积1.2.3压铸时间[1]压铸时间包括充填时间,持压时间及铸件在压铸模型中停留的时间。

一体化压铸机工艺参数表
摘要:
1.一体化压铸机概述
2.一体化压铸机的特点
3.一体化压铸机的工艺参数
4.一体化压铸机的应用范围
5.一体化压铸机的发展趋势
正文:
一、一体化压铸机概述
一体化压铸机是一种将金属熔融后高压注入模具,并在一定的压力和温度下成型的设备。
其特点是生产效率高、成本低、产品质量稳定等,因此在汽车、摩托车、电子等领域得到广泛应用。
二、一体化压铸机的特点
1.高生产效率:一体化压铸机采用高压注入金属,使得生产效率得到很大提高。
2.低生产成本:一体化压铸机可以实现自动化生产,减少人力成本。
3.产品质量稳定:一体化压铸机可以实现批量生产,产品质量更加稳定。
三、一体化压铸机的工艺参数
一体化压铸机的工艺参数主要包括:
1.锁模力:决定了压铸机的生产能力,一般锁模力越大,生产能力越强。
2.射出速度:决定了压铸机的生产效率,射出速度越快,生产效率越高。
3.模具温度:影响了压铸件的质量,模具温度过高或过低都会影响压铸件的质量。
4.金属液温度:决定了压铸件的结晶组织,金属液温度过高或过低都会影响压铸件的质量。
四、一体化压铸机的应用范围
一体化压铸机广泛应用于汽车、摩托车、电子等领域,主要用于生产发动机壳体、变速器壳体、汽车车身等部件。
五、一体化压铸机的发展趋势
随着汽车、摩托车、电子等领域的发展,一体化压铸机的需求越来越大,未来一体化压铸机的发展趋势主要有以下几点:
1.生产效率更高:随着技术的发展,一体化压铸机的生产效率将得到进一步提高。
2.应用范围更广:随着一体化压铸技术的发展,一体化压铸机将在更多的领域得到应用。

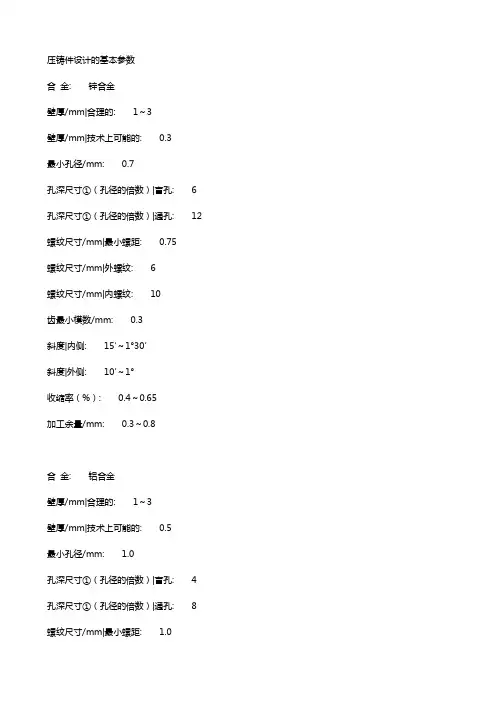
压铸件设计的基本参数合金: 锌合金壁厚/mm|合理的: 1~3壁厚/mm|技术上可能的: 0.3最小孔径/mm: 0.7孔深尺寸①(孔径的倍数)|盲孔: 6 孔深尺寸①(孔径的倍数)|通孔: 12 螺纹尺寸/mm|最小螺距: 0.75螺纹尺寸/mm|外螺纹: 6螺纹尺寸/mm|内螺纹: 10齿最小模数/mm: 0.3斜度|内侧: 15′~1°30′斜度|外侧: 10′~1°收缩率(%): 0.4~0.65加工余量/mm: 0.3~0.8合金: 铝合金壁厚/mm|合理的: 1~3壁厚/mm|技术上可能的: 0.5最小孔径/mm: 1.0孔深尺寸①(孔径的倍数)|盲孔: 4 孔深尺寸①(孔径的倍数)|通孔: 8 螺纹尺寸/mm|最小螺距: 1.0螺纹尺寸/mm|外螺纹: 10螺纹尺寸/mm|内螺纹: 15齿最小模数/mm: 0.5斜度|内侧: 30′~2°斜度|外侧: 15′~1°收缩率(%): 0.45~0.8加工余量/mm: 0.3~0.8合金: 镁合金壁厚/mm|合理的: 1~3壁厚/mm|技术上可能的: 0.6最小孔径/mm: 0.7孔深尺寸①(孔径的倍数)|盲孔: 5 孔深尺寸①(孔径的倍数)|通孔: 10 螺纹尺寸/mm|最小螺距: 1.0螺纹尺寸/mm|外螺纹: 6螺纹尺寸/mm|内螺纹: 20齿最小模数/mm: 0.5斜度|内侧: 30′~2°斜度|外侧: 15′~1°收缩率(%): 0.5~0.8加工余量/mm: 0.3~0.8合金: 铜合金壁厚/mm|合理的: 2~4壁厚/mm|技术上可能的: 1.0最小孔径/mm: 2.5孔深尺寸①(孔径的倍数)|盲孔: 3孔深尺寸①(孔径的倍数)|通孔: 6螺纹尺寸/mm|最小螺距: 1.5螺纹尺寸/mm|外螺纹: 12螺纹尺寸/mm|内螺纹: —齿最小模数/mm: 1.5斜度|内侧: 45′~2°斜度|外侧: 35′~1°收缩率(%): 0.6~1.0加工余量/mm: 0.3~0.8铸造斜度斜度b∶h: 1∶5角度β: 11°30′应用范围: h<25mm时钢和铁的铸件斜度b∶h: 1∶10角度β: 5°30′应用范围: h=25~500mm时钢和铁的铸件斜度b∶h: 1∶20角度β: 3°应用范围: h=25~500mm时钢和铁的铸件斜度b∶h: 1∶50角度β: 1°应用范围: h>500mm时钢和铁的铸件斜度b∶h: 1∶100角度β: 30′应用范围: 有色金属铸件。


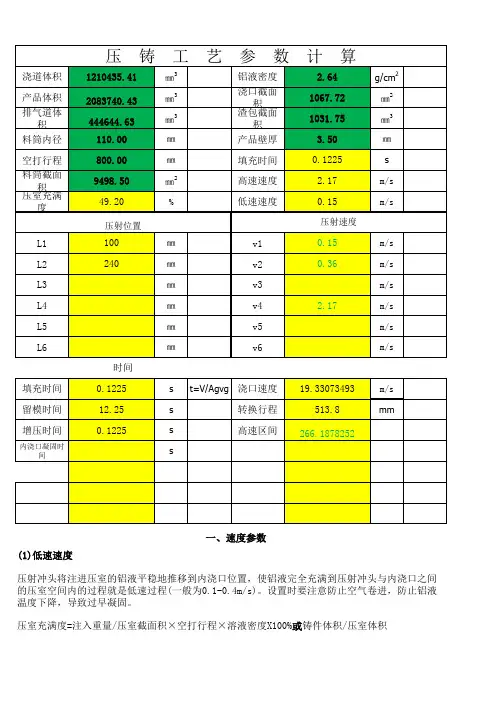
1、低速流量Q1=V1*AV1=冲头面积 3.14/4*D*D (D为锤头直径)A1=0.2M/S (低速速度为30CM每秒 为预估值)2、低速时间T1=V2/Q1V2流道系统体积由CAD内计算Q1低速流量公式1计算3、高速流量QH=V3进料口截面积*A2进料口速度进料口速度估计值与产品平均壁厚有关进料口速度估计为40M/S 转成4000CM/S进料口面积由CAD内计算4、高速时间TH=V4(产品+渣包的体积)/QH高速流量V4产品+渣包的体积由CAD内计算5、四段设定341 22点到3点加上0.005S时间4点时间为(3点时间+4点时间)的2-3倍计算公式 (单位:Q1低速流量T1低速时间V1锤头面积V2流道系统体积A1低速速度QH高速流量A2进料口速度V4产品+渣包的体积V3进料口截面积A3高速锤头速度TH高速时间单位:cm)Q1V1A1(CM/S)锤头直径MM圆周率3078.76153.9420140 3.14159T1V2Q10.3962636612203078.76QH进料口面积V3进料口速度A299600.0024.94000TH体积V4QH0.017317771724.8599600.001234时间00.39630.0223流量3078.763078.7699600.0099600.00低速冲头速度高速冲头速度0.2 6.47M/SQ1V1A1(CM/S)锤头直径MM圆周率3078.76153.9420140 3.14159 T1V2Q10.3962636612203078.76QH进料口面积V3进料口速度A2104580.0024.94200TH体积V4QH0.00192675201.5104580.001234时间00.39630.0069流量3078.763078.76104580.00#########低速冲头速度高速冲头速度0.21631.98M/S。

图标注:1,需要填写项目2,自动计算项目3,压室充满度(%)的范围:35%~45%4,一般来说(高速长度+增压长度)<(定模厚度-分流锥凸出长度)5,从内浇口的速度和填充时间上估算出内浇口的面积。
6,压铸机的压射比压根据产品的复杂程度和铸件的质量要求取30~70Mpa(mm)(s)(s)(s)(m/s)(mm³/s)后压室100%充满后铝液到达内浇口位置(%(m/s)(ms)(实际值(ms))(m/s)7,从需要的锁模力取得压铸机的大小。
LDL L L H L P L BFs适用机型800T\850T 压射中心-250拉杆螺纹M24模具结构1模2腔压室有效长度(mm)420定模厚度(mm)205分流锥凸出长度(mm)50冲头直径(mm)80止口尺寸Φ×L(mm)Ø200X25压射比压(Mpa)50锁模力Fd(KN)8342.54056.74041.2016.48125663713784115低速速度(m/sec)0.17低速长度(mm)416高速速度(m/sec) 2.5高速长度(mm)139开始时间(s) 2.504结束时间(s)模流。
20模流。
2.4480.056增压长度(mm)保压时间(s)高低速转换时间(s)高速时间(s)口实际平均速度(m/s)和内浇口面积的倍数浇口平均流量(mm³/s)压铸工艺表L1(mm)后压室100%充满L4(mm)后铝液到达内浇口位置换时铝液进入型腔的百分比(%)头设计的速度(m/s)设计的填充时间(ms)这两项尽量保持一致,可通过改变射头速度或射头直径来实现填充时间(实际值(ms))浇口设计的速度(m/s)这两项尽量保持一致,可通过改变射头速度、直径或浇口面积来实现压铸模具设计参数图表。
压铸工艺参数理论计算在压铸行业,工艺参数对产品质量的影响更多的是靠试验的方法,许多工程技术人员不能深入的进行分析,生产铸件的条件无法用数据来描述。
本文就压铸工艺参数理论计算和实践两方面进行讨论研究。
压力铸造的主要工艺参数有行程(速度转换点)、速度、时间和压力等。
而本文重点分析速度和行程两个主要参数。
1. 压铸的四阶段压射计算压力铸造工艺参数,首先要定义压铸的四个压射阶段。
1.1.1 第一阶段:慢压射1为防止金属液溅出,冲头越过浇料口的过程,压射的第一阶段通常是缓慢的。
1.1.2 第二阶段:慢压射2金属液以较低的速度运动至内浇口的阶段,主要目的是排出压室内的空气,集中铝液于压室内。
1.1.3 第三阶段:快压射金属液由内浇口填充型腔直至充满为止,主要目的是成型并排出型腔中气体。
1.1.4 第四阶段:增压阶段型腔充满后建立最后的增压,使铸件在高压压力下凝固,从而使铸件致密。
1.2 计算模型1.2.1 根据1.1定义(参照图1),可以得到金属液在各阶段合金液的重量关系式。
G2=G浇G3+G4=G铸+G溢流其中:G3+G4为金属液刚达到内浇口处时冲头端面至冲头停止之间的铝液重量,即为快压射起始点位置至冲头停止行程内金属液的容量。
G铸为铸件重量G溢为溢流系统的重量G2为慢压射2行程内压室能容纳的金属液重量G浇为浇注系统的重量1.2.2 流道中单位时间内不同位置截面中通过合金液的流量关系式(见图2)金属液在流动过程中,单位时间内通过截面的流量Q相等,则Q=V1×S1=V2×S2= V3×S3 (注:V3 × S3是利用等式,而非金属液流量)其中V1:冲头速度S1:冲头面积V2:内浇口速度S2:内浇口面积V3:排气槽气体速度(推荐值75m/s)S3:排气槽的面积1.2.3 压铸时间[1]压铸时间包括充填时间,持压时间及铸件在压铸模型中停留的时间。
1.2.3.1 充填时间:金属液开始进入内浇口到型腔充满所需的时间。
油温射咀鹅颈熔炉总压顶针开模低压锁模调模射料1射料2储能循环顶前顶后开模射料扣嘴离嘴
制表:确认: 审核:核准审批:时间参数压铸车间制作工艺参数及产能标准
编码个/啤啤数名称产品配件
分水口顶针次数产能(件/小时)刮披锋
啤内披锋调
模
参
数重量(g)
整啤毛重温度参数(℃)产
品
及
产
能
记录日期:201 - - 模具规格:啤外披锋披锋后净重交仓前单重压铸机号: □130T/1 □ 88T/1 □88T/2 □30T/1 □30T/2
前加工工艺及相关产能标准:
压力参数钻床组装
钻床穿孔钻床钻孔钻床攻牙钻床锣脚备注:
第一版管制编号TI-WF-PRO-001。
压铸工艺参数表
1. 引言
压铸工艺是一种重要的金属成形工艺,广泛应用于汽车、电子、航空航天等领域。
压铸工艺参数表是对压铸工艺中各项参数进行整理和记录的一种表格,用于指导和记录生产过程中的工艺参数设置和调整。
本文将详细介绍压铸工艺参数表的内容和编写要求,包括表格的组成、参数的分类和说明等方面,帮助读者更好地理解和应用压铸工艺参数表。
2. 压铸工艺参数表的组成
压铸工艺参数表是一个包含多个参数的表格,通常由以下几个部分组成:
2.1 表头
表头是压铸工艺参数表中的第一行,用于标识表格的名称和版本号等重要信息。
表头一般包括以下内容:
•表格名称:压铸工艺参数表
•版本号:V1.0
•编制日期:YYYY-MM-DD
•编制人:XXX
2.2 表格主体
表格主体是压铸工艺参数表中的核心内容,由多行和多列组成。
每一行代表一个工艺参数,每一列代表一个参数的取值。
表格主体应包括以下内容:
•参数名称:对每个参数进行明确的命名,使其易于理解和识别。
•参数单位:对每个参数的单位进行明确的标注,如温度(℃)、压力(MPa)等。
•参数取值范围:对每个参数的合理取值范围进行说明,以保证工艺的稳定性和可控性。
•参数调整方法:对每个参数的调整方法进行说明,以指导生产人员在实际操作中的调整和控制。
2.3 表格尾部
表格尾部是压铸工艺参数表中的最后一行,用于记录表格的修订历史和编制者的签名等信息。
表格尾部一般包括以下内容:
•修订历史:记录表格的修订历史,包括版本号、修订日期和修订内容等。
•编制者签名:编制者在表格尾部签名确认表格的准确性和完整性。
3. 压铸工艺参数的分类和说明
根据压铸工艺的特点和要求,可以将压铸工艺参数分为以下几类,并对每个参数进行详细的说明:
3.1 金属材料参数
•熔融温度:金属材料熔融的温度,影响铸件的质量和形状。
•熔融温度控制范围:金属材料熔融温度的允许偏差范围。
•注射温度:金属材料注射的温度,影响铸件的充填性和表面质量。
•注射温度控制范围:金属材料注射温度的允许偏差范围。
3.2 注射参数
•注射速度:金属材料注射的速度,影响铸件的充填性和表面质量。
•注射压力:金属材料注射的压力,影响铸件的充填性和密实度。
•注射时间:金属材料注射的时间,影响铸件的充填性和形状。
•注射位置:金属材料注射的位置,影响铸件的充填性和形状。
3.3 压力参数
•压力大小:金属材料压铸时施加的压力大小,影响铸件的密实度和形状。
•压力持续时间:金属材料压铸时施加的压力持续的时间,影响铸件的密实度和形状。
•压力释放时间:金属材料压铸后释放压力的时间,影响铸件的收缩和形状稳定性。
3.4 温度参数
•模具温度:压铸模具的温度,影响铸件的形状和表面质量。
•模具温度控制范围:压铸模具温度的允许偏差范围。
•冷却时间:压铸后冷却的时间,影响铸件的收缩和形状稳定性。
3.5 其他参数
•润滑剂:用于润滑压铸模具和金属材料的润滑剂类型和用量。
•冷却剂:用于冷却压铸模具和金属材料的冷却剂类型和用量。
•模具开合时间:压铸模具开合的时间,影响铸件的脱模和形状稳定性。
4. 结论
压铸工艺参数表是指导和记录压铸工艺中各项参数的重要工具。
通过合理设置和调整工艺参数,可以提高铸件的质量和生产效率。
本文对压铸工艺参数表的组成、压铸工艺参数的分类和说明进行了详细介绍,希望能对读者在实际应用中有所帮助。
注意:本文所述内容仅为示例,实际编写时需根据具体需求进行调整和完善。