03压铸件技术标准
- 格式:doc
- 大小:52.50 KB
- 文档页数:4
压铸件k模相关标准
压铸件K模相关标准涉及到压铸件的生产和质量控制标准,主要包括国际标准、行业标准和国家标准。
以下是一些常见的压铸件K模相关标准:
1. 国际标准,国际上常用的压铸件K模相关标准包括ISO 8062(有关铸造尺寸公差的标准)、ISO 945(有关表面粗糙度的标准)等。
这些国际标准通常被广泛应用于压铸件的生产和检测过程中。
2. 行业标准,不同国家和地区的压铸件行业会制定一些行业标准,以规范压铸件的生产和质量控制。
例如,美国的NADCA(North American Die Casting Association)制定了一系列与压铸件生产相关的标准,包括产品设计、模具设计、工艺控制等方面的标准。
3. 国家标准,各个国家也会制定相关的国家标准,以确保压铸件的质量和安全。
例如,中国国家标准化管理委员会发布了GB/T 15115-2009《压铸铝合金技术条件》和GB/T 15114-2009《压铸锌合金技术条件》等标准,用于规范压铸铝合金和压铸锌合金件的生产和质量要求。
总的来说,压铸件K模相关标准涵盖了压铸件的材料、尺寸、表面质量、工艺要求等方面,这些标准的制定和遵循对于保证压铸件的质量和可靠性具有重要意义。
厂家在生产压铸件时需严格遵循相关标准,以确保产品质量和安全性。

压铸标准铸造、压铸标准技术标准是国际贸易中的准则,是作为设计、制造、验收产品的依据。
⼴东省铸造学会、⼴东省压铸学会收录了部分标准:铸造和压铸的中国国家标准、⾏业标准,以及美、欧、⽇、澳、德、俄等国家的相应标准。
压铸标准包括:(⼀)通⽤标准;(⼆)压铸机标准;(三)压铸模标准;(四)合⾦及⼯艺标准,包括铝合⾦、镁合⾦、锌合⾦、铜合⾦、铅锡合⾦等。
铸造标准包括:(⼀)基础通⽤与铸造⼯艺技术标准;(⼆)铸钢标准;(三)铸铁标准;(四)铸造有⾊合⾦标准;(五)造型材料标准;(六)熔模铸造标准等。
压铸标准⽬录⼀、通⽤标准中国GB/T24001-1996 idt ISO 14001:1996 环境管理体系规范及使⽤指南GB/T19001-2000 idt ISO/FDIS9001:2000 质量管理体系––要求GB/T5611-1998铸造术语HB7578-1997铸件试制定型规范GB/T8063-94 铸造有⾊⾦属及其合⾦牌号表⽰⽅法GB/T13822-92 压铸有⾊合⾦试样GB5678-85 铸造合⾦光谱分析取样⽅法HB5343-94 铸造⼯艺质量控制GB/T6414-1999 铸件尺⼨公差及机械加⼯余量GB/T15056-94 铸造表⾯粗糙度评定⽅法⼆、压铸机标准中国JB/T8083-1999 压铸机型式与基本参数JB/T8084.1-1999 冷室压铸机精度JB/T8084.2-1999 冷室压铸机技术条件JB/T6039.2-92 热室压铸机精度JB/T6039.3-92 热室压铸机技术条件三、压铸模标准中国GB8844-88 压铸模技术条件GB8847-88 压⼒铸造模具术语GB4678.1~15-84 压铸模零件GB4679-84 压铸模零件技术条件美国压铸模四、合⾦及⼯艺标准1. 铝合⾦中国GB/T1173-95 铸造铝合⾦GB/T8733-2000 铸造铝合⾦锭YS/T282-2000 铝中间合⾦锭JB/T7946.1-1999 铸造铝硅合⾦变质JB/T7946.2-1999 铸造铝硅合⾦过烧JB/T7946.3-1999 铸造铝合⾦针孔GB/T15115-94 压铸铝合⾦GB/T15114-94 铝合⾦压铸件HB5012-86 铝合⾦压铸件HB/Z220.2-92 铝合⾦⾦属型铸造HB/Z220.3-92 铝合⾦低压铸造HB/Z220.4-92 铝合⾦压⼒铸造HB/Z220.7-92 铝合⾦铸件浸渗GJB1695-93 铸造铝合⾦热处理规范国际标准ISO3522-84 铸造铝合⾦美国ASTMB85-96 铝合⾦压铸件ASTMB179-96 砂型铸件、永久型铸件及压铸件⽤铝合⾦锭ASTMB597-98 铝合⾦热处理⽇本JISH2118:2000压铸⽤铝合⾦锭JISH5302:2000 铝合⾦压铸件2. 镁合⾦中国GB1177-91 铸造镁合⾦GB/T13820-92 镁合⾦铸件国际标准ISO/DIS16220-1999 铸造镁合⾦美国ASTMB93/B93M-98 砂型铸件、永久型铸件及压铸件⽤镁合⾦锭ASTMB94-94 镁合⾦压铸件⽇本JISH2222-1991 压铸⽤镁合⾦锭JISH5303-1991 镁合⾦压铸件欧洲EN1754-1997 镁和镁合⾦—铸锭和铸件俄罗斯ΓOCT2856-79 铸造镁合⾦3. 锌合⾦中国GB/T1175-1997 铸造锌合⾦GB/T13818-92 压铸锌合⾦GB/T13821-92 锌合⾦压铸件国际标准ISO301-1981 铸造⽤锌合⾦锭美国ASTMB86-98 锌合⾦压铸件ASTMB240-98 压铸件⽤锌合⾦锭ASTMB327-98 压铸锌合⾦⽤铝中间合⾦⽇本JISH5301-90 锌合⾦压铸件JISH2021:1999 压铸⽤锌合⾦锭欧洲EN 1774-1997 铸造锌合⾦EN 12844:1998 锌和锌合⾦-铸件-规格俄罗斯ΓOCT19424-74 压铸锌合⾦澳⼤利亚AS1881-1986 锌合⾦4. 铜合⾦中国GB1176-87 铸造铜合⾦技术条件GB/T15116-94 压铸铜合⾦GB/T15117-94 铜合⾦压铸件美国ASTMB176-95 铜合⾦压铸件⽇本JISH2202:2000 铸造⽤铜合⾦锭欧洲EN1982:1998 铜和铜合⾦-铸锭和铸件俄罗斯ΓOCT17711-93 铸造黄铜化学成分5. 铅锡合⾦中国GB/T8740-1988 铸造铅基轴承合⾦锭GB/T8740-1988 铸造锡基轴承合⾦锭美国ASTMB102-93 铅合⾦和锡合⾦压铸件⽇本JISH2231-1962 活字⾦属锭JISH5601-1990 硬铅铸件JISH5401-1958 轴承合⾦德国DIN1742-71 锡压铸合⾦DIN1741-1974 压铸⽤铅合⾦英国BS3332-1987 ⽩合⾦轴承合⾦锭俄罗斯ΓOCT1320-74 巴⽐特合⾦。
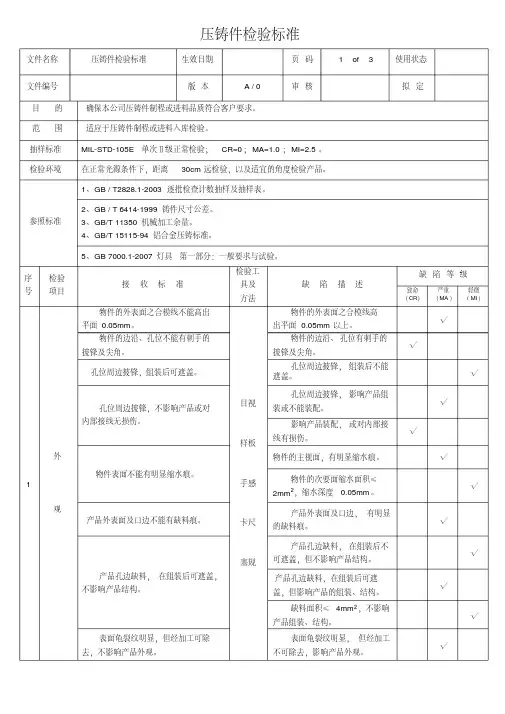
文件名称压铸件检验标准生效日期页码 1 of 3 使用状态文件编号版本 A / 0 审核拟定目的确保本公司压铸件制程或进料品质符合客户要求。
范围适应于压铸件制程或进料入库检验。
抽样标准MIL-STD-105E单次Ⅱ级正常检验;CR=0;MA=1.0;MI=2.5。
检验环境在正常光源条件下,距离30cm远检验,以及适宜的角度检验产品。
参照标准1、GB / T2828.1-2003逐批检查计数抽样及抽样表。
2、GB / T 6414-1999铸件尺寸公差。
3、GB/T 11350机械加工余量。
4、GB/T 15115-94铝合金压铸标准。
5、GB 7000.1-2007灯具第一部分:一般要求与试验。
序号检验项目接收标准检验工具及方法缺陷描述缺陷等级致命(CR)严重(MA)轻微(MI)1外观物件的外表面之合模线不能高出平面0.05mm。
目视样板手感卡尺塞规物件的外表面之合模线高出平面0.05mm以上。
√物件的边沿、孔位不能有刺手的披锋及尖角。
物件的边沿、孔位有刺手的披锋及尖角。
√孔位周边披锋,组装后可遮盖。
孔位周边披锋,组装后不能遮盖。
√孔位周边披锋,不影响产品或对内部接线无损伤。
孔位周边披锋,影响产品组装或不能装配。
√影响产品装配,或对内部接线有损伤。
√物件表面不能有明显缩水痕。
物件的主视面,有明显缩水痕。
√物件的次要面缩水面积≤2mm2,缩水深度0.05mm。
√产品外表面及口边不能有缺料痕。
产品外表面及口边,有明显的缺料痕。
√产品孔边缺料,在组装后可遮盖,不影响产品结构。
产品孔边缺料,在组装后不可遮盖,但不影响产品结构。
√产品孔边缺料,在组装后可遮盖,但影响产品的组装、结构。
√缺料面积≤4mm2,不影响产品组装、结构。
√表面龟裂纹明显,但经加工可除去,不影响产品外观。
表面龟裂纹明显,但经加工不可除去,影响产品外观。
√序号检验项目接收标准检验工具及方法缺陷描述缺陷等级致命(CR)严重(MA)轻微(MI)1外观产品外表面花纹痕迹明显,经后续加工可消除。
压铸模具标准压铸模具是用于生产各种金属零件的重要工具,其质量直接影响到产品的成型质量和生产效率。
因此,制定和执行严格的压铸模具标准是非常必要的。
本文将从材料、设计、加工、检测等方面介绍压铸模具的标准要求。
首先,对于压铸模具的材料要求。
模具的材料应具有足够的硬度、强度和耐磨性,以保证模具在长期使用过程中不会出现变形或损坏。
同时,模具的材料还要具有良好的耐热性和导热性,以确保在高温高压条件下仍能保持稳定的形状和性能。
此外,模具的材料还要具有良好的耐腐蚀性,以保证产品的表面质量。
其次,对于压铸模具的设计要求。
模具的设计应符合产品的形状和尺寸要求,保证产品的成型精度和表面光洁度。
模具的结构应合理,便于安装和拆卸,并且要考虑到模具在使用过程中的热胀冷缩和应力分布情况,以避免模具的裂纹和变形。
此外,模具的设计还要考虑到产品的冷却和排气系统,以确保产品在成型过程中不会出现气孔和缩松等缺陷。
再次,对于压铸模具的加工要求。
模具的加工精度要求高,尤其是对于模具的芯部和腔部,其加工精度和表面粗糙度都会直接影响到产品的质量。
因此,模具的加工过程需要采用先进的加工设备和工艺,以保证模具的尺寸和形状精度。
同时,模具的表面还需要进行表面处理,以提高其耐磨性和耐腐蚀性。
最后,对于压铸模具的检测要求。
模具在使用过程中需要进行定期的检测和维护,以确保其性能和精度。
模具的检测主要包括外观检查、尺寸检测、材料分析和磨损分析等内容,以发现模具的损坏和磨损情况,并及时进行修复和更换。
总之,严格执行压铸模具标准对于保证产品质量、提高生产效率和降低生产成本具有重要意义。
只有在材料、设计、加工和检测等方面都符合标准要求,才能保证模具在长期使用过程中保持稳定的性能和精度。
因此,压铸模具的标准化工作还需要在各个环节上加强,以逐步提高国内压铸模具的质量水平。
压铸件孔隙率标准
铸件孔隙率是指材料铸件内壁和外壁中小孔隙、裂缝、洞及孔洞的含量,称为材料铸件的孔隙率。
它是铸件性能质量评价中一个很重要的指标率。
在
当前国家方面制定或接受的各种行业标准中,有关铸件孔隙率的标准也是以
及需要进行管理和控制的一个重要部分。
一般情况下,铸件的孔隙率必须满足的最低要求,即孔洞、裂缝、洞及
小孔隙的比例不得超过2%。
超过2%的情况,铸件的性能质量就会受到影响,造成设备的使用不良率的上升,损害了公司的形象和声誉,并增加了客户抱
怨的可能性,也会伤害到消费者利益。
因此,铸件孔隙率的控制并严格执行
标准,是铸件质量管理工作的重中之重。
要想实现孔洞、裂缝、洞及小孔隙的控制,除了在设计和研发方面注重
细节、创新研发技术外,另一方面在实际生产中,必须严格把关原料的检测,并针对生产过程中出现的可能因素,应采取合理的控制、管理和治理措施,
以达到铸件孔隙率标准的最低要求。
总之,铸件孔隙率是评价铸件性能质量的一个指标,对孔洞、裂缝、洞
及小孔隙数量有一定的要求,以确保铸件质量,维护公司和客户的利益,实
现产品质量的可持续改善。


铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
元素Si Cu Mn Mg Zn Fe Ni Sn Al 含量 ,% 7.5~9.5 2.0~4.0 ≤0.5 ≤0.3 ≤1.0 ≤1.3 ≤0.5 ≤0.3 余量a )抗拉强度σb :245 MPa;b )伸长率δ5 :2 %;c )布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
压铸件质量标准 1. 范围 1.1 本《气孔和铸件质量要求》标准适用于压铸件。
1.2 所有的线性尺寸单位为英寸2. 定义砂眼——铸件中由夹带气体引起的表面缺陷。
冷隔——由于金属的凝固速率不同,有时在压铸过程中产生的凝固金属的重叠。
内部缩孔——铸件冷凝期间的一种情况,铸件内部体积收缩而形成空隙但铸件的外形尺寸没有减小。
穿透性缺陷——铸件中有一个闭环孔或通孔,其孔径大于0.005(0.127㎜)但不属于设计部分。
注:本标准中所指的“穿透性缺陷”均参照以上的定义。
3. 分类 3.1 表格1规定了本标准中所有的气孔等级气孔等级允许的气孔缺陷密度Ⅰ不允许有气孔缺陷Ⅱ在φ0.250(φ6.35㎜)观察区域内不大于φ0.020(φ0.508㎜)的气孔最多不超过5个或不大于φ0.040(φ1.016㎜)的气孔不超过1个. Ⅲ在φ0.250(φ6.35㎜)观察区域内不大于φ0.040(φ1.016㎜)的气孔不超过 3 个,不大于φ0.020(φ0.508㎜)的气孔不超过2个,或不大于φ0.060(φ1.524 ㎜)的气孔不超过1个. Ⅳ在φ0.250(φ6.35㎜)观察区域内不大于φ0.040(φ1.016㎜)的气孔不超过3 个,不大于φ0.020(φ0.508㎜)的气孔不超过2个,或在φ0.500(φ12.7㎜)观察区域内不大于φ0.100(φ2.54㎜)的气孔不超过1个. 4. 铸件气孔及铸件质量的一般要求不加工表面不允许有可见的内部缩孔和砂眼若供应商和客户许可,允许有微小的可见的冷隔若无附加说明,不允许有不完整的零件特征气孔密度应符合气孔等级Ⅰ加工表面不允许有可见的内部缩孔、冷隔和砂眼不完整的零部件特征是不允许的穿透性缺陷不应大于零件特征或壁厚的50℅以下无正文仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.仅供个人用于学习、研究;不得用于商业用途。
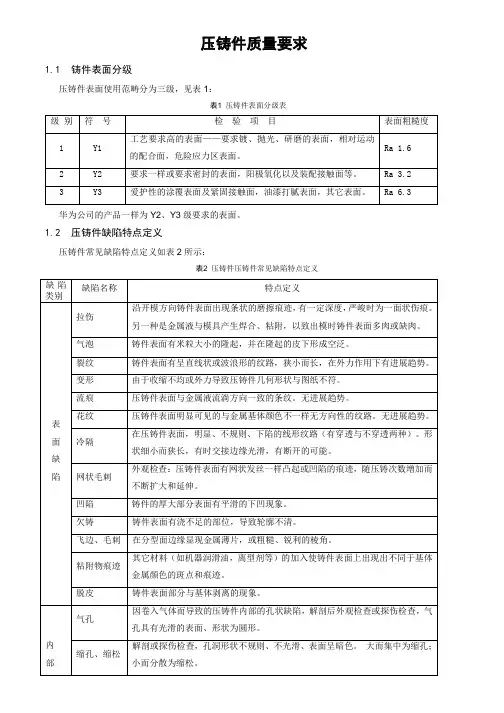
压铸件质量要求1.1铸件表面分级压铸件表面使用范畴分为三级,见表1:表1压铸件表面分级表华为公司的产品一样为Y2、Y3级要求的表面。
1.2压铸件缺陷特点定义压铸件常见缺陷特点定义如表2所示:表2压铸件压铸件常见缺陷特点定义1.3表面质量1.压铸件表面粗糙度应符合GB 6060.1-1985的规定。
2.压铸件不承诺有裂纹、欠铸等任何穿透性缺陷。
3.压铸件承诺有拉伤、凹陷、网状毛刺等缺陷。
但其缺陷的程度和数量应符合附录C的要求。
4.铸件的浇口、飞边、溢流口、隔皮、顶杆痕迹等应清理洁净、平齐,但承诺留有不刮手的痕迹。
5.若图样无专门规定,有关压铸工艺部分的设置,如顶杆位置、分型线的位置、浇口和溢流口的位置等可由生产厂自行规定。
6.压铸件需要专门加工的表面,如抛光、喷丸、镀铬、涂覆、阳极氧化、化学氧化等以图样上的标注或供需双方商定的内容、样件为准。
内部质量对压铸件的气密性、液压密封性、热处理、高温涂覆、内部缺陷(气孔、疏松等)及本标准未列项目有要求时,以华为公司图样标注的技术要求为准。
后处理:由于压铸件的残余应力分布不平均会使有些零件产生变形,当华为公司有要求时,供应商必须进行相应的后处理(如:校形后时效处理等)以达到华为公司的要求。
1.4压铸件尺寸公差表3压铸件尺寸公差数值注:1、对铝合金压铸件选取范畴:CT5~CT7,一样情形取CT6级;2、对锌合金压铸件选取范畴:CT4~CT6,一样情形取CT5级。
1.5平面度公差(形状公差)压铸件的表面形状公差值(平面度和拔模斜度除外)应在有关尺寸公差值范畴内:表4平面度公差(mm)1.6位置公差表5位置公差平行度、垂直度、端面跳动公差(mm)表6同轴度、对称度公差(mm)附录C:压铸件表面质量1.7表面质量要求:表7压铸件表面质量要求表注:关于1级及有专门要求的表面,只承诺有经抛光或研磨能去除的缺陷。
1.8压铸件机械加工面质量判定:表8压铸件机械加工后加工面上承诺孔穴缺陷表。
压铸铝合金件标准压铸铝合金件是一种常见的零部件制造工艺,广泛应用于汽车、电子、机械工程和其他行业。
为了确保压铸铝合金件的质量和可靠性,制定一份相关的标准是非常重要的。
下面是一份关于压铸铝合金件标准的2000字的介绍。
一、标准的目的和范围1.1 目的:本标准旨在规范压铸铝合金件的生产和检验要求,以确保产品的质量、可靠性和安全性。
1.2 范围:本标准适用于压铸铝合金件的设计、制造、检验和交付过程中的技术要求和规范。
二、术语和定义2.1 压铸铝合金件:指通过将液态铝合金注入金属模具中,并在一定的温度和压力下凝固形成的零部件。
2.2 型腔:指用于形成压铸铝合金件的金属模具。
2.3 注射系统:指用于将液态铝合金注入型腔的组件,包括喷嘴、浇口系统和液态金属流动路径等。
2.4 凝固系统:指用于冷却和凝固铝合金的组件,包括冷却通道和冷却系统等。
三、材料和工艺要求3.1 材料要求:压铸铝合金件的材料应符合国家相关标准和技术要求,且具有良好的流动性、凝固性和机械性能。
3.2 工艺要求:压铸铝合金件的生产工艺应符合国家相关标准和工艺规范,包括模具设计、注射系统设计、凝固系统设计和铸件结构设计等。
四、尺寸和形状公差4.1 尺寸公差:压铸铝合金件的尺寸公差应符合国家相关标准和设计要求,以确保产品的装配和使用要求。
4.2 形状公差:压铸铝合金件的形状公差应符合国家相关标准和设计要求,以确保产品的功能和外观要求。
五、检验和测试方法5.1 检验方法:对压铸铝合金件的检验应按照国家相关标准和检验规范进行,包括外观检验、尺寸检验、性能检验和可靠性检验等。
5.2 测试方法:对压铸铝合金件的性能和可靠性进行测试应按照国家相关标准和测试规范进行,包括机械性能测试、化学成分分析、金属组织分析和耐蚀性测试等。
六、包装和交付6.1 包装要求:压铸铝合金件的包装应符合国家相关标准和包装要求,以确保产品的安全和完整。
6.2 交付要求:压铸铝合金件的交付应按照国家相关标准和交付要求进行,包括交付时间、数量、质量和文件等。
二. 铝合金压铸件 GB/T 15114-94
1. 主题内容与适用范围 本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等. 本标准适用于铝合金压铸件.
2. 引用标准 GB1182 形状和位置公差代号及其标准 GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查) GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB6060.1 表面粗糙度比较样块 铸造表面 GB6060.4 表面粗糙度比较样块 抛光加工表面 GB6060.5 表面粗糙度比较样块 抛(喷)丸,喷砂加工表面 GB6414 铸件尺寸公差 GB/T11350 铸件机械加工余量 GB/T15115 压铸铝合金
3. 技术要求 3.1化学成分 合金的化学成分应符合GB/T15115的规定. 3.2力学性能 3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定 3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定. 3.3压铸件尺寸 3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定 3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明. 3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定. 3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明. 3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明. 3.5表面质量 3.5.1铸件表面粗糙度应符合GB6060.1的规定 3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷. 3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致. 3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹. 3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定. 3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定. 3.6内部质量 3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据. 3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定. 3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.
大型铝压铸件的检测标准由于铝压铸件不可避免的存在气孔和夹渣,所以对铝压铸件的检测标准就显的很重要当然不同功用的铸件要求也会有所不同,不知道各大厂商是如何加强对产品的检测我公司检测标准:1)铸件的表面不允许有裂纹、欠铸、气泡、擦伤、凹陷、缺肉、网状毛刺等三角型缺陷,同时不允许有拉模现象。
2)铸件的浇口、飞边、溢流口、隔皮、顶杆痕迹等要清理干净,但允许留有痕迹。
3)铸件分型面的错型量不大于0.3mm,上下两面的平面度不大于0.3mm。
4)压铸件的顶杆痕迹凹凸量为正负0.2mm。
5)压铸未通孔厚度不大于0.3mm。
6.加工面不允许有夹杂、冷隔、疏孔等缺陷。
对于机加工后可以允许表面气孔直径不大于0.3mm,在3cm×3cm的单位面积上气孔总数不多于3个,孔边距不小于1cm。
1.熟练掌握工程制图标准和表示方法。
掌握公差配合的选用和标注。
2.熟悉常用金属材料的性能、试验方法及其选用。
掌握钢的热处理原理,熟悉常用金属材料的热处理方法及其选用。
了解常用工程塑料、特种陶瓷、光纤和纳米材料的种类及应用。
3.掌握机械产品设计的基本知识与技能,能熟练进行零、部件的设计。
熟悉机械产品的设计程序和基本技术要素,能用电子计算机进行零件的辅助设计,熟悉实用设计方法,了解现代设计方法。
4.掌握制订工艺过程的基本知识与技能,能熟练制订典型零件的加工工艺过程,并能分析解决现场出现的一般工艺问题。
熟悉铸造、压力加工、焊接、切(磨)削加工、特种加工、表面涂盖处理、装配等机械制造工艺的基本技术内容、方法和特点并掌握某些重点。
熟悉工艺方案和工艺装备的设计知识。
了解生产线设计和车间平面布置原则和知识。
5.熟悉与职业相关的安全法规、道德规范和法律知识。
熟悉经济和管理的基础知识。
了解管理创新的理念及应用。
6.熟悉质量管理和质量保证体系,掌握过程控制的基本工具与方法,了解有关质量检测技术。
7.熟悉计算机应用的基本知识。
熟悉计算机数控(CNC)系统的构成、作用和控制程序的编制。
五金压铸技术要求如下:
•浇口套及易拉伤部位成形零件经淬火工艺处理后,进行氮化处理,氮化层深度为0.08~0.15,硬度≥600HV。
•模具支脚模沿厚度应符合相应规定。
•模具顶杆板后平面至动模板安装平面的距离应符合相应规定。
•模具拉棒螺纹孔应符合相应规定。
•模具与压室结合尺寸必须与公司提供的压室法兰尺寸一致,不得中间增加过渡套。
•模具零件不允许裂纹,成形零件表面不得有划痕、碰伤、锈蚀等缺陷。
•模具非工作部位棱边均应倒角或倒圆。
•热态模具的合模间歇不大于0.1mm。
•模具分型面对动、定模板安装平面的不平行度应符合相应规定。
•滑块运行应平稳,合模后滑块与楔紧块应压紧,接触面积不小于四分之三,开模后定位应准确、可靠。
铝合金压铸件国家标准
铝合金压铸件是一种常见的工业零部件,广泛应用于汽车、摩托车、航空航天、军工等领域。
为了保障铝合金压铸件的质量和安全性能,我国制定了一系列的国家标准,以规范铝合金压铸件的生产和使用。
首先,铝合金压铸件国家标准对原材料的要求非常严格。
它规定了铝合金压铸
件所使用的铝合金材料的化学成分、力学性能、热处理工艺等方面的要求,确保了原材料的质量稳定和可靠性。
此外,国家标准还对原材料的贮存、运输和使用过程中的注意事项进行了详细规定,以确保原材料在生产过程中不受到污染和损坏。
其次,国家标准对铝合金压铸件的生产工艺和工艺控制进行了严格规定。
它要
求生产厂家必须具备一定的生产设备和技术水平,严格按照标准要求进行生产,确保铝合金压铸件的尺寸精度、表面质量和力学性能符合标准要求。
同时,国家标准还规定了对生产过程中的各个环节进行监控和检测的方法和要求,以及对不合格品的处理和处置方法,保证了铝合金压铸件的质量稳定和可靠性。
另外,国家标准还对铝合金压铸件的表面处理和防腐要求进行了详细规定。
它
规定了铝合金压铸件的表面处理方法、质量要求和检测方法,以及对不同环境下的防腐要求和方法,确保了铝合金压铸件在各种使用环境下的耐腐蚀性能和外观质量。
总的来说,铝合金压铸件国家标准的制定和实施,对于保障铝合金压铸件的质
量和安全性能起到了至关重要的作用。
只有严格按照国家标准进行生产和使用,才能够保证铝合金压铸件的质量稳定和可靠性。
因此,厂家和用户都应该充分认识到国家标准的重要性,严格遵守和执行国家标准,共同维护铝合金压铸件的质量和安全。
关于压铸模具设计制作技术标准要求ADC-03-版本A0 实施日期2020-1-1编制人更改记录标记处数更改依据更改人更改日期审核人批准人1、目的标准化压铸模具,达到提高模具寿命,减少装拆模浪费,提高产品质量,降低产品制造成本。
2、适用范围公司所用压铸模具。
3、内容3.1 产品孔由压铸模具保证,切边冲孔后无后处理工序的要求:对不需要后续加工直接压铸成型,经过切边冲孔就直接交货的产品,压铸模具设计时,孔内销子孔分型面尽量选择在孔的中间段,两边销子在分型面留隔皮间隙0.1-0.2mm。
目的是防止单边销子,隔皮在孔口,切边毛刺不净或蹦口,需要后续补充加工来保证,增加了制造成本。
如下图示例。
3.2 模芯材料:模芯材料用国际知名品牌材料的优质模具钢,保证量产过程中模具质量稳定,减少反复修模造成浪费。
3.3模具浇注系统设计:合适的浇注口大小影响模具型腔注满的时间和压射力大小、速度高低、填充时间。
A、流道设计应符合流体力学原理,尽量各分流道做到铝液能同时到达各内浇口。
B、流道截面积从料柄分出到内浇口应逐步收紧变小,不可突然变大,造成喷射卷气。
C、流道不能小90°突然转急弯。
如因条件限制必须急弯,应采用大圆弧过渡,以减低压铸铸造压力和速度,避免压力速度过大产生飞边、涨模。
D、料筒选择:填充率30-50%.3.4 模具冷却系统:A、模具冷却主要是控制模具温度高低,同时使模具温度均匀,不均匀的模具温度将影响:产品有严重的缺陷,如开裂、冷隔、变形、压铸气孔、缩孔等。
温度过低,铸件冷隔,温度过高,铸件缩孔。
B、模具冷却水管要做成拔插式快换接头。
C、模具冷却水管理进水、出水管要有颜色区分,进水管蓝色,出水管红色。
D、模具定模侧上方集水器高度必须小于250mm,以避免与喷雾机干涉。
E、从模具内部接出来的水管要与图纸一致的编号标识,以利于根据模具温度要求调整冷却水的流量大小(开关开度)。
3.5 模具顶出系统:A、顶杆位置布置应使顶出力量均匀、平衡,防止因顶出力量不平衡,造成顶出变形。
1范围
本标准规定了我公司生产压铸件的原材料成分、铸件尺寸公差及生产工艺要求,适用于我公司所有铝合金压铸的设计、生产及检验。
2引用标准
GB 1182 形状和位置公差代号及其标准
GB 6714 铸件尺寸公差
GB/T 11350 铸件机械加工余量
GB/T 15115 压铸铝合金
GB/T 6060.1 表面粗糙度比较样块铸造表面
GB/T 6060.5 表面粗糙度比较样块抛(喷)丸,喷沙加工表面
3技术要求
3.1 化学成分:
如无特殊要求公司采用铝合金的化学成分应符合GB/T 15115的规定。
例如:
压铸铝合金的化学成分
3.2 压铸件尺寸:
3.2.1 压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,被包容面以大端为基准;待加工表面:包容面以大端为基准,被包容面以小端为基准,有特殊规定和要求时,须在图样上注明。
3.2.2 压铸件需要机械加工时,其加工余量按GB/T11350的规定执行。
若有特殊规定和要求时须在图样上注明。
4 表面质量
4.1 铸件表面粗糙度应符合GB6060.1的规定。
4.2 铸件不允许有裂纹、欠铸、疏松、气泡和任何穿透性缺陷。
4.3 铸件允许有擦伤、凹陷、缺肉和网状毛刺等缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致。
4.4 铸件的浇口、飞边、溢流口、隔皮、顶杆痕迹等应清理干净,但允许留有痕迹。
其中顶针痕迹不得凸出和凹入所在表面0.3mm。
4.5 若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置、分型线的位置、浇口和溢流口的位置等由生产厂自行规定;否则,图样上应注明或由供需双方商定。
4.6 压铸件需要特殊加工的表面,如抛光、喷丸、镀铬、涂覆、阳极氧化等须在图样上注明或由供需双方商定。
4.7 铸件抛丸表面质量均匀一致,不允许有漏抛、起褶、气泡、起皮、划痕等影响铸件外观质量的缺陷。
5 内部质量
5.1压铸件若能满足使用要求,则压铸件本质缺陷不作为报废的依据。
5.2用于水泵系列的铸件内部不允许存在引起漏气的疏松、气泡、夹杂。
5.3铸件内部不允许有裂纹。
5.4在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如修补、变形校整)处理。
6 铸件检验方法
6.1化学成分
原材料的化学成分应符合3.1(GB/T15115)的规定,生产厂家必须提供材料合格证,并保证合格证与材料的一致性,否则可以判定材质不合格。
6.2外观质量
铸件按4.1-4.7要求,铸件清理干净、平整后,检验尺寸、表面粗糙度、表面缺陷等。
铸件以肉眼及适当的量具或试验检验其外观质量。
6.3内部质量
内部质量按5.1-5.3要求,铸件剖切后用肉眼及适当设备进行检验。
7 工艺要求
7.1 合金温度控制:生产过程中,浇注铝液温度应控制在600—670℃以内。
7.2 合金精炼:除气清渣,合金精炼除气时间应在10—15分钟,待坩埚内无气泡冒出方可停止精炼。
7.3 模温控制:铸件生产时,模具需加温到150℃以上,生产过程中模具温度应在150—220℃之间,并保证模具表面脱模剂适量并蒸发干净。
7.4 压力控制:生产过程压射比压应控制在18—25Mpa之间。
铸件面积大、金属液与模温温差大、阻力大、流程长的产品压力高些;铸件面积小、浇口流程短、合金温度高时压力低些。
7.5 保压时间:我公司水泵产品及风动工具系列保压时间应在4—9秒之间。
特殊产品保压时间可适当调整。
7.6 料柄厚度:根据压铸机型号大小,产品料饼厚度在15—45mm之间,厚度大致为料缸直径的1/2-1/3。