压铸模温度控制方法
- 格式:ppt
- 大小:282.50 KB
- 文档页数:31
压铸模具防止粘模的措施
防止压铸模具粘模的措施有以下几点:
1. 调整压铸工艺参数:根据铸件的结构和使用要求,计算出合理的工艺参数,如压力和速度的大小、合金的浇注温度、模具的温度等。
2. 改进浇口系统的设计结构:为了防止合金液不断冲刷型腔壁或型芯,应适当增加内浇口的截面积。
改变浇口的位置和导入方向,使导入处于宽厚位置,尽量采用底注法的开放式浇注系统。
3. 铝合金模具的温度控制:使用红外测温仪检测粘模部位,将模具温度控制在150℃~220℃之间,使模具达到热平衡。
铝合金的浇注温度根据铸件的
要求设定为最低,在610℃~680℃之间,以减少粘模的形成。
4. 模具表面处理:使用熔点较高的特殊材料来处理模具表面,或者采用其他方法来改善模具的表面性质,如增加硬度、降低模具表面活性等。
5. 检查模温是否正常:适当降低合金液浇注温度和模具温度。
6. 检查脱模剂配比是否异常:尝试更换脱模剂,调试喷涂位置和喷涂量。
7. 对压铸模具表面进行抛光:对已氮化过的模具,慎重抛光,防止破坏掉表面的氮化层。
8. 修改模具冷却系统:调整压铸工艺参数,适当降低压射速度,缩短二速行程。
9. 在动模上磨几条横沟:即可,压铸件上会表现被拉的很亮,不会损坏。
这样可以增加很多动模侧的包紧力,把压铸件带到动模上。
这些措施都可以在一定程度上防止压铸模具粘模,具体应用需要根据实际情况进行选择和调整。
压铸模具温控结构
压铸模具温控结构包括以下几个方面:
1. 温度传感器:在压铸模中安装温度传感器,用于准确测量压铸模内部或表面的温度,并将数据传输给温度控制系统。
常见的温度传感器包括热电偶和红外线测温仪等。
2. 闭环温度控制系统:压铸模温机通常采用闭环温度控制系统,通过与设定温度进行比较,实时调节加热和冷却系统的工作,来控制压铸模温度。
该系统基于不断的反馈和调整,使得压铸模的温度能够稳定地保持在设定范围内。
常见的控制算法包括比例控制、比例积分控制和模糊控制等。
3. 加热系统:加热系统使用电加热器或燃气加热器,将热能传递到压铸模中,使其升温。
4. 冷却系统:冷却系统通过冷却介质(通常为水)流过模具冷却通道,吸收模具中的热量,降低模具温度。
5. 循环油路:高温油泵将导热油吸入循环通路,压铸模温机控制系统控制导热油在要求的温度下进行循环。
当油温低于设定的温度时,加热系统对导热油进行加热,升高油温到设定的温度;当油温高于设定值,打开冷却水控制电磁阀,降低油温到设定的温度。
6. 隔热保温:除模具外,其他部件都进行隔热保温处理,以减少热量损失。
7. 数据记录功能:现代压铸模温机配备了自动控温和数据记录功能,可以实时监测和记录模具的温度变化情况。
综上所述,压铸模具温控结构是一个复杂而精密的系统,通过各个环节的协同工作,实现模具温度的稳定控制,提高压铸件的质量和生产效率。
压铸工艺流程中的熔炼温度控制技巧压铸工艺是一种将金属高温熔化后注入模具中形成特定形状的制造方法。
在整个压铸工艺流程中,熔炼温度的控制是至关重要的,它直接影响到产品的质量和性能。
本文将介绍一些压铸工艺流程中的熔炼温度控制技巧。
一、选择合适的熔炼温度范围在压铸工艺中,不同的金属合金需要在不同的温度下进行熔炼。
选择合适的熔炼温度范围是确保金属合金完全熔化并保持稳定状态的关键。
过低的熔炼温度会导致金属合金无法充分熔化,从而影响产品的成型性和力学性能;而过高的熔炼温度则可能引起金属氧化、烧穿模具等问题。
二、提高熔炼温度的稳定性熔炼温度的稳定性对于保证铸件质量至关重要。
为了提高熔炼温度的稳定性,可以采取以下措施:1. 使用高质量的熔炉材料和燃料,确保燃烧效率和传热效果良好;2. 定期对熔炉进行维护和清洁,清除熔炉内部的杂质和积灰;3. 在熔炉中添加稳定剂,如氧化锆、铌等,以提高熔炼温度的稳定性。
三、控制熔炼温度的升降速度熔炼温度的升降速度直接影响到金属合金的熔化和凝固过程。
如果升温速度过快,可能导致金属合金内部出现温度梯度过大的现象,从而影响铸件的均匀性和强度。
如果降温速度过快,可能导致铸件内部产生缩孔、气孔等缺陷。
因此,在控制熔炼温度的升降速度时,需要采取适当的措施。
可以通过增加或减少燃料的供给量、调整空气流量等方式来控制熔炼温度的升降速度,以确保金属合金的熔化和凝固过程的稳定性。
四、监控熔炼温度的变化在压铸工艺流程中,及时监控熔炼温度的变化非常重要。
通过实时监测熔炼温度的变化情况,可以及时调整燃烧系统的工作状态,确保熔炼温度在合理范围内的稳定性。
为了监控熔炼温度的变化,可以使用温度传感器等设备进行实时监测,并将监测结果反馈给控制系统。
控制系统可以根据监测结果自动调整燃烧系统的工作参数,以实现熔炼温度的精确控制。
总结:熔炼温度的控制是压铸工艺流程中的关键环节。
只有合理选择熔炼温度范围,并采取稳定温度、控制升降速度和监控变化等措施,才能确保金属合金的完全熔化和铸件的质量稳定。
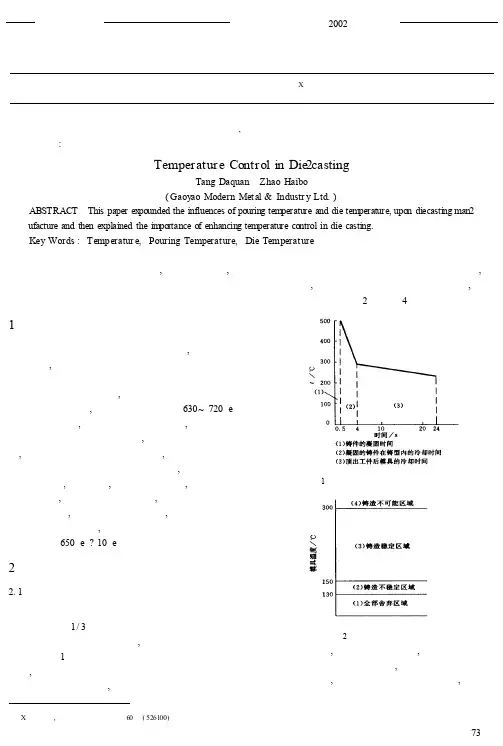
压铸温度、时间的分析与设定一、温度:1、浇注温度:指压室友进入型腔温度,以炉温为准;浇注温度的作用与影响:机械性能和质量,锌合金温度一般选择410-450度,铝合金一般选择610-700度,镁合金一般选择640-700度,铜合金一般选择900-980度。
2、模具温度:在压铸过程中模具需要的温度;模具温度的作用与影响:对金属液温度,粘度,流动性,填充时间,填充流态有影响,合金浇温度与量,对模具的寿命,对铸件的尺寸公差有影响,随模具温度的高低,铸件尺寸的收缩率也相应变化。
影响模具的主要因素:浇注温度量,浇注系统与溢流槽设计,压铸比压和压射速度;模具的体积大小,材料导热性,冷却调节器热分布平衡。
模具温度对机械性能影碟机响:模具温度度,充填条件好,但冷却速度降低,细晶层厚减薄,晶体较粗大,故强度下降,必须控制好模温,将模具进行冷却,加热装置,保持模具温度恒温。
模具温度的选择与控制:铅合金、锡合金60-120度,锌合金160-200度,镁合金200-250度,铝合金戈铁马220-280 ,铜合金300-350度。
控制:加热装置发热管,冷却水系统,可采用栽热油伸展质,电子温度计控制稳定,3、模具的热平衡(合金凝因热时P值)P值:锌合金42千卡,铝硅系212先千卡,铝镁合系190千卡,镁合金170千卡,合金对模具自然传热的流密度:锌合金模温100度时,1000千卡/小时.平方厘米;铝镁合金模具温度125度时,1500千卡/小时.平方厘米特定部位热传流密度值:分流锥60千卡/小时.平方厘米,浇口套、喷咀、压室50千卡/小时.平方厘米二、时间:是指填充时间,增压建压时间,持压时间,留模时间;压力、速度、温度三大要素。
1,填充时间:熔融金属在压力不始入型腔直到充满过程所需时间,称填充时间。
填充时间的选项择:1-2毫米的壁厚0.01-0.026秒, 2.5-3.5毫米壁厚0.22-0.05秒,4-6毫米壁厚0.04-0.08秒, 7-8毫米壁厚0.066-0.16秒,合金浇注温度高时,模具温高时,铸件壁厚部分离内浇口远时,熔化潜热和比热高的合金,填充时间可选择长一些。
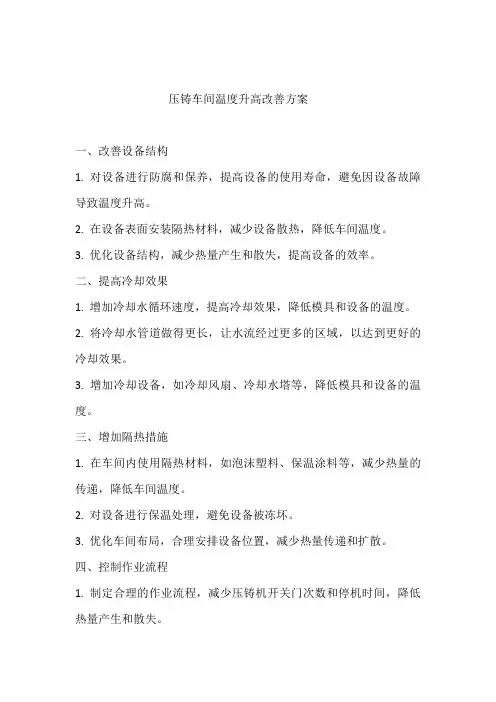
压铸车间温度升高改善方案一、改善设备结构1. 对设备进行防腐和保养,提高设备的使用寿命,避免因设备故障导致温度升高。
2. 在设备表面安装隔热材料,减少设备散热,降低车间温度。
3. 优化设备结构,减少热量产生和散失,提高设备的效率。
二、提高冷却效果1. 增加冷却水循环速度,提高冷却效果,降低模具和设备的温度。
2. 将冷却水管道做得更长,让水流经过更多的区域,以达到更好的冷却效果。
3. 增加冷却设备,如冷却风扇、冷却水塔等,降低模具和设备的温度。
三、增加隔热措施1. 在车间内使用隔热材料,如泡沫塑料、保温涂料等,减少热量的传递,降低车间温度。
2. 对设备进行保温处理,避免设备被冻坏。
3. 优化车间布局,合理安排设备位置,减少热量传递和扩散。
四、控制作业流程1. 制定合理的作业流程,减少压铸机开关门次数和停机时间,降低热量产生和散失。
2. 规范操作流程,确保员工按照规定操作设备,避免因操作不当导致温度升高。
3. 定期检查设备,及时发现并解决问题,避免设备长时间处于高温状态。
五、维护设备正常1. 建立设备维护制度,定期对设备进行检查、保养和维修,确保设备正常运行。
2. 对故障设备进行及时维修,避免因故障导致温度升高。
3. 培训员工掌握设备操作和维护技能,提高设备的运行效率和使用寿命。
六、使用热回收系统1. 安装热回收系统,将车间内的热量进行回收,用于空调或其他需要热量的地方,可以有效降低车间温度。
2. 采用热能回收技术,如热泵、热能转化等,提高热量的利用率,降低能源消耗。
3. 合理规划热回收系统的使用时间和范围,确保车间的温度控制在合适的范围内。
七、加强通风1. 加强车间的通风设施建设,确保空气流通良好,带走热量,降低车间温度。
2. 安装通风管道或风扇,增加车间的通风效果,降低温度。
3. 定期清理车间内的灰尘和杂质,避免影响通风效果。
八、提高员工意识1. 对员工进行培训教育,提高员工的环保意识和节约能源意识,让大家都能够自觉维护车间环境,减少温度升高的情况。
电动机壳压铸成型模具设计中的模具温度控制系统优化技巧案例在电动机壳压铸成型模具设计中,模具温度控制系统的优化技巧至关重要。
一个好的模具温度控制系统可以有效地提高产品质量和生产效率。
下面将结合实际案例,介绍一些模具温度控制系统优化技巧。
首先,对模具温度进行合理分区。
在设计模具温度控制系统时,应根据不同的加热要求,将模具分为若干个加热区域,并分别设置相应的温度控制系统。
例如,对于电动机壳这种形状复杂的产品,在模具设计中可以将模腔分为上下两部分,分别设置上下两个加热区域,以确保整个产品的加热均匀。
其次,选择合适的加热介质和控温方式。
对于电动机壳这种材质要求高的产品,通常选择热油或蒸汽作为加热介质,以保证产品加热均匀且温度稳定。
同时,在选择控温方式时,可以采用PID控制器等高精度控温设备,以实现对模具温度的精确控制。
另外,进行模具温度场模拟分析。
在模具设计初期,可以利用有限元软件对模具温度场进行模拟分析,以提前发现可能存在的温度不均匀区域,并加以调整。
通过模拟分析,可以有效地优化模具温度控制系统,提高产品的成型质量。
最后,及时调整和维护模具温度控制系统。
在实际生产中,需要不断监控和调整模具温度控制系统,以确保产品的成型质量。
同时,定期对模具温度控制系统进行维护和保养,及时更换损坏的零部件,以延长模具的使用寿命。
综上所述,电动机壳压铸成型模具设计中的模具温度控制系统优化技巧包括合理分区、选择合适的加热介质和控温方式、进行模具温度场模拟分析以及及时调整和维护模具温度控制系统。
通过优化模具温度控制系统,可以提高产品质量和生产效率,实现模具设计的最佳效果。

一体化压铸模温控方案一、为啥要温控。
咱先得明白为啥要给一体化压铸模搞个温控方案呢?你想啊,压铸这个过程就像做饭一样,温度得合适才行。
温度要是太高了,那模具就跟个暴躁的小怪兽似的,可能会变形、磨损得特别快,而且压铸出来的零件质量也不咋地,可能到处都是瑕疵,就像烤糊了的蛋糕。
温度要是太低呢,金属液就不愿意好好听话,可能流得不畅快,零件就会有缺肉的地方,就像蛋糕没发起来似的。
所以啊,温度控制是保证压铸顺利进行和产品质量的关键因素。
二、基础的温控设备。
1. 加热元件。
首先得有加热棒或者加热板这种东西。
加热棒就像一个个小火柴棍,不过是超级耐热的那种,可以插在模具里面,均匀地给模具加热。
加热板呢,就像是给模具盖了个小热毯子,从外面给模具传递热量。
这些加热元件的功率得选好,就像你选电暖器得选合适的瓦数一样,功率小了,模具热得慢;功率大了,可能会局部过热。
2. 冷却通道。
冷却通道就像是模具的小空调系统。
一般在模具里面会设计一些弯曲的通道,就像小迷宫一样。
冷水或者冷却油可以在这些通道里流动,把模具多余的热量带走。
通道的设计很有讲究,要是设计得不合理,可能有的地方冷却过度,有的地方还热着呢,就像你家空调有的房间冷得要命,有的房间还热乎乎的。
三、温控的控制策略。
1. 温度传感器。
这就像是模具的小体温计。
要在模具关键的地方装上温度传感器,比如靠近型腔的地方,因为那里的温度对压铸产品的质量影响最大。
这些传感器能实时地把温度数据传给控制系统,就像小间谍一样,时刻汇报模具的温度情况。
2. 控制系统。
控制系统就像一个聪明的大脑。
它根据温度传感器传来的数据,决定什么时候该加热,什么时候该冷却。
如果温度低了,它就指挥加热元件开始工作;如果温度高了,就打开冷却通道的阀门,让冷却液流起来。
而且这个控制系统还可以设置温度的上下限,就像给模具的温度设定了一个小范围的安全区,一旦温度超出这个范围,它就会报警,就像拉响警报一样,告诉操作人员有问题了。
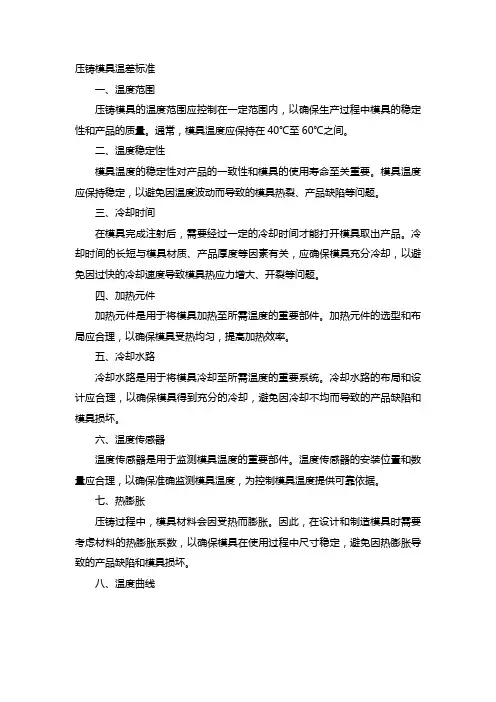
压铸模具温差标准
一、温度范围
压铸模具的温度范围应控制在一定范围内,以确保生产过程中模具的稳定性和产品的质量。
通常,模具温度应保持在40℃至60℃之间。
二、温度稳定性
模具温度的稳定性对产品的一致性和模具的使用寿命至关重要。
模具温度应保持稳定,以避免因温度波动而导致的模具热裂、产品缺陷等问题。
三、冷却时间
在模具完成注射后,需要经过一定的冷却时间才能打开模具取出产品。
冷却时间的长短与模具材质、产品厚度等因素有关,应确保模具充分冷却,以避免因过快的冷却速度导致模具热应力增大、开裂等问题。
四、加热元件
加热元件是用于将模具加热至所需温度的重要部件。
加热元件的选型和布局应合理,以确保模具受热均匀,提高加热效率。
五、冷却水路
冷却水路是用于将模具冷却至所需温度的重要系统。
冷却水路的布局和设计应合理,以确保模具得到充分的冷却,避免因冷却不均而导致的产品缺陷和模具损坏。
六、温度传感器
温度传感器是用于监测模具温度的重要部件。
温度传感器的安装位置和数量应合理,以确保准确监测模具温度,为控制模具温度提供可靠依据。
七、热膨胀
压铸过程中,模具材料会因受热而膨胀。
因此,在设计和制造模具时需要考虑材料的热膨胀系数,以确保模具在使用过程中尺寸稳定,避免因热膨胀导致的产品缺陷和模具损坏。
八、温度曲线
温度曲线是描述模具温度随时间变化的曲线。
通过对温度曲线的监测和分析,可以了解模具的加热和冷却过程是否正常,及时发现并解决存在的问题,提高产品质量和生产效率。
模温机的种类是根据使用的导热流体(水或导热油)来划分的。
用运水式模温机通常zui大出口温度95℃。
用运油式模温机用于工作温度150℃的场合。
通常情况下,带有开口水箱加热的模温机适于用水温机或油温机,zui大出口温度为90℃至150℃,这种模温机的主要特点是设计简单,价格经济。
在这种机器的基础上又衍生了一种使用高温水温机,可允许的出口温度为160℃或更高,由于在温度高于90℃的时候,水的热传导性比同温度下的油好很多,因此这种机器有着突出的高温工作能力。
除此之外,还有一种强制流动的模温机,出于安全因素,这种模温机设计工作温度为150℃以上,使用导热油。
为了防止模温机加热器里的油过热,使用了强制流动泵送系统,且加热器由一定数量的的管子堆叠组成,管子里有装有翅片的加热元件用于导流。
控制模具内的温度各点不均匀,也和注射周期中的时间点有关。
在注射以后模腔的温度升到zui高,这时热的熔体碰到模腔的冷壁,当零件移走后温度降到zui低。
模温机的作用就是防止温度差在生产过程或间隙上下波动。
我们一起看下控制模具温度的三种方法。
控制流体温度。
这是zui常用的方法,且控制精度可以满足大多数情况要求。
使用这种控制方法,显示在控制器的温度和模具温度并不一致;模具的温度波动相当大。
直接控制模具温度。
该方法是在模具内部装温度传感器,这在模具温度控制精度要求比较高的情况下才会采用。
控制器设定的温度与模具温度一致。
通常情况下,模具温度的稳定性比通过控制流体温度更好,在生产过程控制中的重复性较好。
联合控制。
联合控制是上述两种方法的综合,它能同时控制流体和模具的温度。
在联合控制中,温度传感器在模具中的位置极其重要,放置温度传感器时,必须考虑形状、结构及冷却通道的位置。
另外,温度传感器应被放置在对注塑件质量起决定性作用的地方。
模温机还可以自动控制。
压铸模具温度场设计与控制
1. 材料选择,首先需要选择合适的模具材料,以满足高温高压下的使用要求。
常见的模具材料包括工具钢、热作工具钢和耐热合金等,这些材料具有良好的耐热性和热传导性能。
2. 冷却系统设计,模具的冷却系统设计对温度场的控制至关重要。
合理设计的冷却系统可以帮助均匀地分布温度,防止热应力和变形,同时加快铸件凝固速度。
冷却系统通常采用水或油作为冷却介质,通过通道和喷嘴将冷却介质引入模具内部。
3. 温度传感器的应用,在模具中设置温度传感器可以实时监测温度场的变化,帮助调整冷却系统的工作状态,以实现温度场的精确控制。
常用的温度传感器包括热电偶和红外线测温仪等。
4. 控制系统,现代压铸设备通常配备了先进的模具温度场控制系统,可以实现对温度场的精确控制和调节。
通过监测温度传感器的反馈信号,控制系统可以自动调整冷却系统的工作状态,以维持稳定的温度场。
5. 模具结构设计,模具的结构设计也会影响温度场的分布。
合
理的结构设计可以帮助均匀地传导和分布热量,从而实现更稳定的
温度场。
总的来说,压铸模具温度场设计与控制需要综合考虑材料选择、冷却系统设计、温度传感器的应用、控制系统和模具结构设计等多
个方面,以实现对温度场的精确控制,确保铸件的质量和生产效率。
铸造中温度的控制铸造属于热加工专业,因此,温度对于铸造来说是非常重要的一个影响因素,也是在铸造过程中需要控制的一个重要参数。
在我们的大学时代,有一门课程叫“铸造测温技术”,专门讲解铸造过程中的各种温度控制。
现在,由于大学里材料成型专业涵盖所有的热加工工艺,因此,不会专门开设这样的课程。
但是,作为一个铸造从业者或者与铸造相关的从业者来说,还是要了解一些铸造方面的温度控制技术。
除了砂型铸造以外,大多数铸造工艺方法都属于热模铸造。
何谓热模,简而言之,就是热的模具。
这里面的模具有金属型,石膏型,陶瓷型等等。
说说金属型,比如:金属型模具,压铸模具,由于金属型蓄热能力大,激冷效果好,因此,金属液在进入模具前,必须对模具进行预热,否则,可能会造成铸件浇不足,冷隔等缺陷。
因此,在金属型以及压铸生产时,模具温度将是铸造工程师需要控制的一个参数。
而且必须在工艺文件中注明。
但是,不一定要进行测量。
在一般铝合金金属型以及压铸生产时,模具在使用前,要先进行一段时间的加热,使模具温度上升到一定的范围。
比如,金属型一般到200℃-300℃。
模具温度是否合适,主要是靠现场工人自己把握。
一个是时间把握,再一个是模具试验。
一般现场工人会试浇,浇注完后检查铸件外观。
如果铸件外观符合铸件质量要求,就认为是模具预热合适。
另外,有些单位也利用试浇来预热模具,这样就是要多浪费一点金属液。
可能有人认为,你这说了半天,也没见控制温度呀!其实不然,你看看下面就知道了。
模具在使用中是不是一直在加热,温度持续升高,这时候,你会发现,工人师傅会喷喷涂料,歇一歇。
这可不是偷懒,而是控制模具温度,让模具温度降下来。
有人说,模具不是要预热吗?,高了不是更好。
不是,绝对不是!温度升高,缩松缩孔的几率会大大增大,晶粒会粗大。
尽管这个控制是被动的。
当然也有主动的控制:模具增加冷却水。
不要说铸造,就蜡模,模具热了,也要放进冷却水凉一下,为的是控制模具的温度。
熔模精密铸造中模壳温度控制也是一个道理,不过更精确一些。
电动机壳压铸成型模具设计中的模具温度控制系统优化技巧在电动机壳压铸成型模具设计中,模具温度控制系统是非常关键的一环。
通过优化技巧,可以提高产品质量,降低生产成本,提高生产效率。
下面将介绍电动机壳压铸成型模具设计中的模具温度控制系统优化技巧。
首先,要注意选择合适的模具材料。
模具材料的导热性能直接影响到温度控制系统的效果。
一般情况下,铜合金是比较理想的材料,因为其导热性能良好,能够快速均匀地传导热量。
此外,还可以考虑使用一些陶瓷材料,虽然价格较高,但导热性能更好,有利于控制模具的温度。
其次,要合理布置模具温度控制系统。
在设计模具时,应考虑到产品的结构特点和成型工艺的要求,合理布置冷却水口和加热元件,以确保模具的温度能够均匀稳定地控制在设定的范围内。
另外,还可以考虑采用温度控制系统与注塑机控制系统联动的方式,实现自动控温,提高生产效率。
同时,要设定合理的温度控制参数。
在使用模具时,应事先设定好模具的加热和冷却参数,根据具体的产品材料和成型工艺,合理调整温度控制系统的工作模式和温度范围,确保产品的质量稳定可靠。
另外,还要注意定期检查和维护温度控制设备,保证其正常运行。
最后,要及时调整和优化模具温度控制系统。
在生产过程中,要随时监测模具的温度变化情况,根据实际情况及时调整控制参数,优化温度控制系统的工作效果,确保产品的质量和生产效率。
此外,还可以考虑引入一些先进的温度控制技术,如红外线测温技术、热流分析技术等,提高模具温度控制的精度和稳定性。
通过以上优化技巧,可以有效提高电动机壳压铸成型模具设计中的模具温度控制系统的效果,实现产品质量的提升,生产成本的降低和生产效率的提高。
希望以上内容能对您有所帮助。
如果您有更多相关需求或疑问,欢迎随时与我们联系,我们将竭诚为您提供技术支持和服务。
感谢阅读!。
锌合金模温
"锌合金模温"可能是指在锌合金压铸加工过程中采用的模具温度。
锌合金压铸是一种常见的金属成型工艺,其中液态锌合金被注入模具中,通过冷却和凝固后形成所需的零件或产品。
在锌合金压铸中,模温的控制是一个关键因素,它可以影响到零件的质量、表面光洁度以及生产效率。
以下是关于锌合金模温的一些建议:
1.合适的模温:模温的选择通常取决于锌合金的成分、厚度以及
产品的几何形状。
过高或过低的模温都可能导致问题,如气孔、
翘曲或表面质量不佳。
2.冷却系统设计:模具通常配备有冷却系统,以确保锌合金在适
当的时间内冷却和凝固。
冷却系统的设计和运行状态会影响到
模温的控制。
3.实时监控和调整:在生产过程中,建议对模温进行实时监控。
如果发现产品出现问题,可能需要及时调整模温,以优化零件
的质量。
4.温度均匀性:确保模温在整个模具表面上是均匀的,以避免出
现温度梯度过大的问题。
这有助于减少零件内部的应力和变形。
5.预热和预冷:在生产开始前,进行适当的预热以确保模温稳定。
在停机时,也可以进行预冷,以减少温度波动。
6.材料选择:模具材料的热导率和耐热性也会影响到模温的控制。
选择适当的模具材料以满足生产要求。
请注意,具体的锌合金模温要根据具体的锌合金材料、产品要求以
及生产设备而定。
这些建议可以作为通用的指导,但最终的模温控制需要通过实际试验和调整来确定。