折弯工艺培训教材
- 格式:doc
- 大小:377.00 KB
- 文档页数:4

数控折弯机培训教程一、引言数控折弯机作为现代制造业中不可或缺的设备之一,具有自动化程度高、加工精度高、生产效率高等优点。
为了更好地发挥数控折弯机的性能,提高操作人员的技能水平,本教程旨在为广大操作人员提供一套全面、系统的培训方案,使操作人员能够熟练掌握数控折弯机的操作技能,确保生产安全和加工质量。
二、数控折弯机概述1.数控折弯机的基本构成数控折弯机主要由机身、工作台、折弯梁、液压系统、电气控制系统等组成。
机身是整个设备的骨架,支撑着其他部件;工作台用于放置待加工的板材;折弯梁通过液压系统实现上下运动,对板材进行折弯;电气控制系统负责对整个设备进行监控和操作。
2.数控折弯机的工作原理数控折弯机的工作原理是利用液压系统产生的压力,使折弯梁对板材施加一定的力,从而实现板材的折弯。
在操作过程中,操作人员通过电气控制系统输入指令,控制折弯梁的运动轨迹和速度,完成各种折弯工艺。
3.数控折弯机的分类根据折弯梁的形状,数控折弯机可分为V型、U型和C型等几种类型。
V型数控折弯机适用于较薄的板材折弯;U型数控折弯机适用于较厚的板材折弯;C型数控折弯机适用于多种板材的折弯。
三、数控折弯机的操作流程1.开机准备(1)检查设备周围环境,确保无杂物、油污等影响设备运行的因素。
(2)检查液压油、冷却液等是否充足,不足时及时补充。
(3)检查电气控制系统是否正常,接通电源,启动设备。
2.编程与调试(1)根据加工图纸,输入板材尺寸、折弯角度等参数。
(2)选择合适的折弯速度、压力等参数。
(3)调试折弯梁的运动轨迹,确保符合加工要求。
3.加工操作(1)将待加工板材放置在工作台上,调整位置,使板材与折弯梁对齐。
(2)操作电气控制系统,启动折弯梁,开始折弯。
(3)在折弯过程中,随时观察板材的折弯情况,如有异常,立即停机检查。
4.关机与维护(1)完成加工后,将折弯梁归位,关闭设备电源。
(2)清理工作台和设备周围的杂物、油污。
(3)定期对设备进行保养和维护,确保设备正常运行。
折弯机培训教材
一、岗位介绍
HYB系列是一个伺服电机控制液压系统的折弯机,和普通折弯机不同,滑块是通过两个高精度伺服电机带动液压缸来驱动的。
同时NC装置的设计也是高水准具有实用在性。
机架的设计具有足够的强度,以配合高精度定位。
主要加工工件:
HYB12530:轿顶板、拼板、左前壁、分体轿顶、轿围、上轿底边框…….
HYB25040:上横梁、轿底架、轿门上坎……
二、岗位作业基准
工件折弯后使其达到图纸要求的角度和尺寸标注的公差范围以内(无标注的安其标注尺寸的自由公差)。
角度公差一般在±30°以内(特殊工件除外)未标注尺寸公差表:
三、岗位使用物料知识
四、岗位作业安全要点
1、穿工作服及应使用的劳保用品。
2、严禁将身体靠在或坐在机器和液压升降台上。
3、。
钣金折弯基础知识培训钣金折弯是一种常见的金属成形工艺,通过对金属板材进行折弯加工,实现所需的形状和尺寸。
本文将为您介绍钣金折弯的基础知识,帮助您更好地理解和掌握这个技术。
一、钣金折弯概述钣金折弯是一种金属板材加工工艺,常用于制作各种金属零件和构件。
通过压力使金属板材沿特定的轴线产生变形,从而实现折弯效果。
钣金折弯可以用手工操作,也可通过机械设备完成。
二、钣金折弯的原理钣金折弯的原理是通过施加外力,使金属板材弯曲变形。
一般采用机械弯曲或液压弯曲的方式。
在机械弯曲中,金属板材被固定在上下模具之间,通过机械设备施加压力,使板材发生塑性变形,最终形成所需的折弯角度和弯曲半径。
三、钣金折弯的工艺参数1. 弯曲角度:指金属板材的弯曲程度,一般用度来表示。
2. 弯曲半径:指金属板材的弯曲曲率半径。
3. 弯曲线性度:指弯曲后的表面是否平整。
4. 弯曲深度:指金属板材在弯曲过程中的深度。
四、钣金折弯的操作流程1. 准备工作:包括选择合适的钣金材料、测量和标记折弯位置、清洁工作台等。
2. 调整模具:根据需要的折弯角度和弯曲半径,调整折弯机的上下模具。
3. 定位板材:将待折弯的金属板材放置在折弯机的上模和下模之间,固定好位置。
4. 进行折弯:通过操作折弯机,施加合适的压力,使金属板材发生弯曲变形。
5. 检验结果:检查折弯后的零件尺寸和形状是否符合要求。
6. 完成折弯:将折弯好的金属零件取出,进行清洁和处理。
五、钣金折弯注意事项1. 材料选择:根据实际需求选择合适的钣金材料,避免出现材料变形或断裂的问题。
2. 模具调整:根据工作需要调整模具,确保折弯角度和弯曲半径准确。
3. 定位精确:在固定金属板材时,确保位置准确,避免出现偏差。
4. 压力控制:在折弯过程中,施加适当的压力,避免过大或过小造成质量问题。
5. 检验严格:对折弯后的零件进行仔细检查,确保尺寸和形状符合要求。
六、常见问题解决方案1. 弯曲角度不准确:检查模具调整和定位是否准确,重新调整模具和重新定位金属板材。
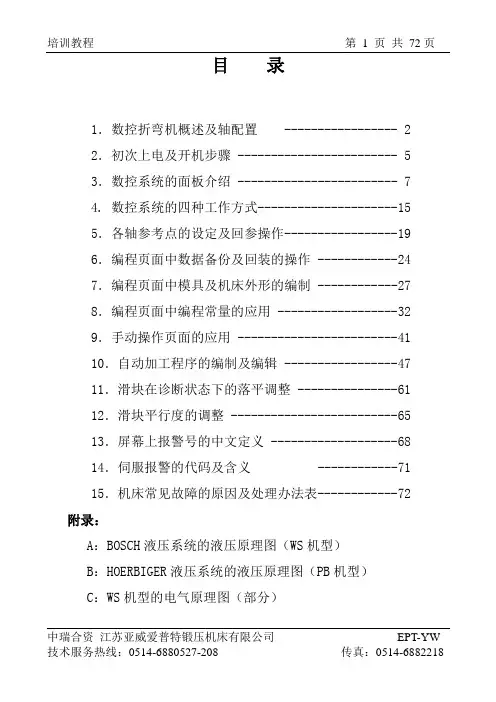
目录1.数控折弯机概述及轴配置 ----------------- 2 2.初次上电及开机步骤 ------------------------ 5 3.数控系统的面板介绍 ------------------------ 74. 数控系统的四种工作方式---------------------155.各轴参考点的设定及回参操作-----------------19 6.编程页面中数据备份及回装的操作 ------------24 7.编程页面中模具及机床外形的编制 ------------27 8.编程页面中编程常量的应用 ------------------32 9.手动操作页面的应用 ------------------------41 10.自动加工程序的编制及编辑 -----------------47 11.滑块在诊断状态下的落平调整 ---------------61 12.滑块平行度的调整 -------------------------65 13.屏幕上报警号的中文定义 -------------------68 14.伺服报警的代码及含义 ------------71 15.机床常见故障的原因及处理办法表------------72 附录:A:BOSCH液压系统的液压原理图(WS机型)B:HOERBIGER液压系统的液压原理图(PB机型)C:WS机型的电气原理图(部分)D:PB机型的电气原理图(部分)第一章数控折弯机概述及轴配置一:概述本教程中所说的数控折弯机即为电液同步的双缸上动式数控折弯机。
其折弯原理同普通折弯机的角度成型原理基本等同(如图一所示),通过上模具压带板料在下模口中的深度(折弯深度)控制折弯角的成形(自由折弯方式),或者将工件压制成与模具的角度(形状)一样的工件(压底折弯方式)。
那么何为数控折弯机呢?数控系统控制电液比例方向阀、通过光栅尺的反馈构成折弯深度全闭环的数字控制方式。
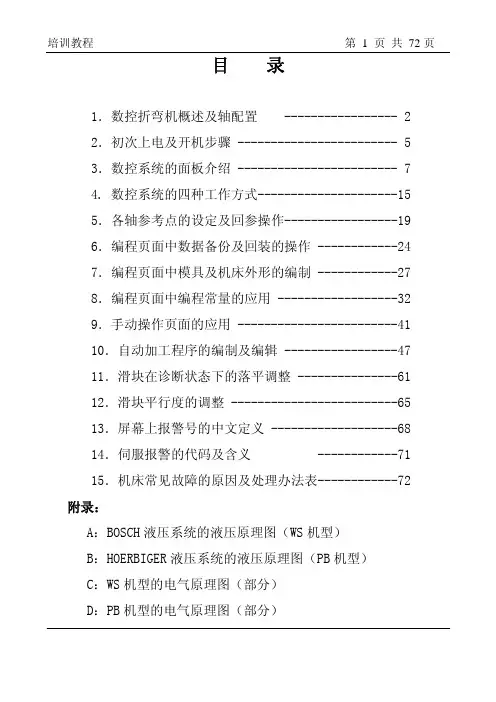
目录1.数控折弯机概述及轴配置 ----------------- 22.初次上电及开机步骤 ------------------------ 53.数控系统的面板介绍 ------------------------ 74. 数控系统的四种工作方式---------------------155.各轴参考点的设定及回参操作-----------------196.编程页面中数据备份及回装的操作 ------------247.编程页面中模具及机床外形的编制 ------------278.编程页面中编程常量的应用 ------------------329.手动操作页面的应用 ------------------------4110.自动加工程序的编制及编辑 -----------------4711.滑块在诊断状态下的落平调整 ---------------6112.滑块平行度的调整 -------------------------6513.屏幕上报警号的中文定义 -------------------6814.伺服报警的代码及含义 ------------7115.机床常见故障的原因及处理办法表------------72 附录:A:BOSCH液压系统的液压原理图(WS机型)B:HOERBIGER液压系统的液压原理图(PB机型)C:WS机型的电气原理图(部分)D:PB机型的电气原理图(部分)第一章数控折弯机概述及轴配置一:概述本教程中所说的数控折弯机即为电液同步的双缸上动式数控折弯机。
其折弯原理同普通折弯机的角度成型原理基本等同(如图一所示),通过上模具压带板料在下模口中的深度(折弯深度)控制折弯角的成形(自由折弯方式),或者将工件压制成与模具的角度(形状)一样的工件(压底折弯方式)。
那么何为数控折弯机呢?数控系统控制电液比例方向阀、通过光栅尺的反馈构成折弯深度全闭环的数字控制方式。
数控系统控制交流数字式伺服系统所拖动的滚珠丝杆,通过圆盘式光电编码器构成后挡料定位位置半闭环的数字控制方式。
钣金折弯基础知识培训钣金折弯是一种常见的金属加工方法,通过对金属材料进行折弯加工,来实现不同形状的零件制作。
钣金折弯技术广泛应用于汽车制造、电子设备制造、建筑装饰等领域,是现代工业中不可或缺的环节之一。
本文将介绍钣金折弯的基础知识,包括折弯机原理、折弯工艺参数、常见问题及解决方法等内容。
一、折弯机原理钣金折弯机是完成钣金折弯工作的主要设备,它通过一定的压力使金属材料产生弯曲,从而得到所需的形状。
折弯机主要由压力机构、工作台、模具和控制系统等组成。
其中,压力机构提供所需的压力,工作台用于固定和定位金属材料,模具则决定了折弯的角度和形状,控制系统用于调整和控制折弯过程中的各项参数。
二、折弯工艺参数1.折弯角度:折弯角度是指金属材料在折弯过程中所形成的夹角。
折弯角度通常通过调整模具来控制,以满足设计要求。
折弯角度的大小决定了零件的形状和功能,因此在折弯过程中需要精确控制。
2.折弯半径:折弯半径是指折弯处的曲率半径,也就是折弯板材的曲线半径。
折弯半径的选择取决于材料的性质和板材的厚度。
通常情况下,材料越薄,折弯半径应选择越大,以避免产生褶皱和裂纹。
3.折弯力:折弯力是实现折弯的主要力量。
折弯力大小与板材厚度、材料强度、折弯角度等因素有关。
在选择折弯机和模具时,需要根据设计要求来确定所需的折弯力。
同时,还需要注意折弯力的分布均匀性,以避免产生不均匀的变形。
4.折弯顺序:折弯顺序是指按照一定的顺序对板材进行折弯。
折弯顺序的选择与板材的形状和折弯角度有关。
通常情况下,应先进行大角度的折弯,再进行小角度的折弯,以减小材料的应力集中。
三、常见问题及解决方法1.裂纹:在折弯过程中,由于过大的应力和材料强度不够,可能会导致板材出现裂纹。
解决方法包括选择合适的模具和控制折弯力,同时可采用预弯或多次折弯的方法来减小应力。
2.褶皱:褶皱是指金属材料折弯处出现的多道可见的皱纹,主要是由于局部应力过大造成的。
解决方法包括增加折弯半径、调整模具减小切口、增加折弯力等。
最新数控折弯机培训教程一、教学内容本节课我们将学习最新数控折弯机的操作教程。
教材的章节主要包括:数控折弯机的基本概念、结构与原理、操作界面及功能、编程与操作、故障诊断与维修等。
二、教学目标1. 学生能够理解数控折弯机的基本概念和结构原理。
2. 学生能够熟练操作数控折弯机,进行编程和操作。
3. 学生能够诊断和解决数控折弯机的一些常见故障。
三、教学难点与重点重点:数控折弯机的基本概念、结构与原理,操作界面及功能,编程与操作。
难点:故障诊断与维修的方法和技巧。
四、教具与学具准备教具:数控折弯机一台,操作手册一本,教学PPT。
学具:笔记本电脑,学习资料,操作练习题。
五、教学过程1. 实践情景引入:介绍数控折弯机在现代制造业中的应用,激发学生的学习兴趣。
2. 理论讲解:讲解数控折弯机的基本概念、结构与原理,操作界面及功能,编程与操作。
3. 实操演示:演示如何操作数控折弯机,进行编程和操作。
4. 随堂练习:学生分组进行实操练习,巩固所学知识。
5. 故障诊断与维修:讲解故障诊断与维修的方法和技巧,学生进行实操练习。
六、板书设计板书内容主要包括:数控折弯机的基本概念、结构与原理,操作界面及功能,编程与操作,故障诊断与维修。
七、作业设计1. 请简述数控折弯机的基本概念和结构原理。
答案:数控折弯机是一种采用数控系统进行控制的折弯设备,通过对金属板材进行折弯加工,实现各种形状的制造。
数控折弯机的结构主要包括折弯机本体、数控系统、伺服电机、液压系统等。
2. 请介绍数控折弯机的操作界面及功能。
答案:数控折弯机的操作界面主要包括操作面板、显示器、按键等,功能包括折弯角度设置、模具选择、程序编辑与执行、参数设置等。
3. 请解释数控折弯机的编程与操作。
答案:数控折弯机的编程是通过编写加工程序,设定折弯角度、模具选择、速度等参数,实现对板材的自动折弯加工。
操作主要包括开机、设定参数、选择模具、执行程序、关机等步骤。
八、课后反思及拓展延伸本节课学生掌握了数控折弯机的基本操作,但在故障诊断与维修方面还需加强练习和理论学习。
钣金件的折弯
钣金的折弯,是指改变板材或板件角度的加工。
如将板材弯成V形,U形等。
一般情况下,钣金折弯有两种方法:一种方法是模具折弯,用于结构比较复杂,体积较小、大批量加工的钣金结构;另一种是折弯机折弯,用于加工结构尺寸比较大的或产量不是太大的钣金结构。
目前公司产品的折弯主要采用折弯机加工。
这两种折弯方式有各自的原理,特点以及适用性。
1.1.1模具折弯:
对于年加工量在5000件以上,零件尺寸不是太大的结构件(一般情况为300X300),一般考虑开冲压模具加工。
1.1.1.1。
1.1.2
折弯机分普通折弯机和数控折弯机两种。
精度要求较高,折弯形状不规则的钣金折弯一般用数
),对钣金件进行折弯和
控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模
12
341.1.2.2
折弯半径
钣金折弯时,在折弯处需有折弯半径,折弯半径不宜过大或过小,应适当选择。
折弯半径太小1.1.2.3
折弯回弹
图1-5折弯回弹示意图
1)回弹角Δα=b-a
式中 b——回弹后制件的实际角度;
a—模具的角度。
1.1.
2.4 折弯时的干涉现象
对于二次或二次以上的折弯,经常出现折弯工件与刀具相碰出现干涉,如图1-6所示,黑色部
图中的最小折弯边尺寸L按照1.3.2.2中描述的一次折弯边的最小折弯边尺寸加0.5t(t为材料厚度)。
压死边一般适用于板材为不锈钢、镀锌板、覆铝锌板等。
电镀件不宜采用,因为压死边的地方会有夹酸液的现象。
1.1.
2.6 180度折弯:
180度折弯的方法:如图1-9所示,先用30度折弯刀将板才折成30度,再将折弯边压平,压平后抽出垫板。
图 1-9 180度折弯的方法
高度H应该选择常用的板材,如0.5、0.8、1.0、1.2、1.5、2.0,一般这个高度不宜选择更高的尺寸。
1.1.
2.7 三重折叠压死边:
如图1-10所示,先折形,再折死边。
上模
工件
下模
第三次折弯工件
下模
上模
下模
上模
工件
30°
第一次折弯第二次折弯第三次折弯
压死边完成
L
图1-10三重折叠压死边。