孔的基本偏差
- 格式:pdf
- 大小:124.24 KB
- 文档页数:1

复习题一、判断题(1)孔的基本偏差即下偏差,轴的基本偏差即上偏差。
( × )(2)配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。
( √ ) (3)孔、轴公差带的相对位置反映加工的难易程度。
( × )(4)基本偏差a ~h 的轴与基准孔构成间隙配合,其中h 配合最松。
( × ) (5)向心轴承的五个精度等级中,0级最高,6级最低。
( × ) (6)轴承承受的负荷越大,则与轴颈或轴承孔的配合应越紧。
( √ ) (7)零件的加工难易程度取决于公差等级的高低,与基本偏差无关。
( √ )(8)基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
( × ) (9)孔的基本偏差一定大于零,轴的基本偏差一定小于零。
( × ) (10)最大实体尺寸是指孔的最大极限尺寸。
( × )(11)基准符号指向基准要素时,无论基准符号在图面上的方向如何,其小圆圈中的字母都应水平书写。
( √ ) (12)我国法定计量单位中,几何量长度的基本单位是毫米。
( × ) (13)直齿圆柱齿轮以齿项圆为基准来测量公法线长度。
( × ) (14)作用尺寸是设计时给定的。
( × )(15)对同一零件而言,形位公差、尺寸公差以及粗糙度之间存在如下关系:T 尺寸≥T 位置≥T 形状≥Ra 。
( √ ) (16)不论形位公差还是尺寸公差都是绝对值,可以为零。
( × )(17)不论是基孔制还是基轴制,基准件公差都采取向零件材料体内分布的原则。
( × )(18)非切削加工尺寸(如:冲压,铸造等)可以不标尺寸公差,只标基本尺寸,但切削加工尺寸(如:车,铣等)则必须标上尺寸公差。
( × )(19) 普通螺纹配合中,只要内螺纹的实际中径大于外螺纹的实际中径,就能保证无过盈地旋合。
( × ) (20)H8/js7是基孔制过盈配合。

LA1.7.1.1孔的基本偏差查表计算项目载体:内连接板的制作目标:1. 我能够结合图纸1.01.01通过查表计算出7F 5φ的基本偏差。
2. 我能够集中注意力10分钟以上完成一项逻辑性较强的任务。
3. 我能够主动与不熟悉的人交流并与他合作完成一项较复杂的任务。
4. 我能够从学材中筛选出有用的信息并重点关注。
任务:1.通过查阅机械手册103页的标准公差数值表查出7F 5φ公差等级7级的公差值。
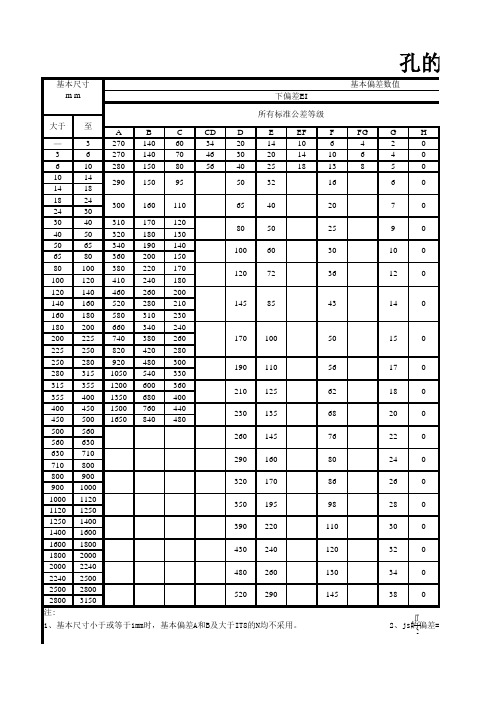
2.通过查阅机械手册105页孔的基本偏差数值表查出7F 5φ基本偏差代号F 的下偏差EI 数值。
3.计算出孔的另一个偏差上偏差7F 5φ的上偏差ES 数值。
4.画出7F 5φ的孔公差带图。
内容:1.标准公差系列(20分钟)标准公差系列是国家标准制定出的一系列标准公差数值,如表机械手册103页如图所示。
标准公差系列包含三项内容:公差等级、公差单位和基本尺寸分段。
(1)公差等级确定尺寸精度程度的等级称为公差等级。
规定和划分公差等级的目的,是为了简化和统一公差的要求,是规定的等级即能满足不同的使用要求,又能大致带表各种加工方法的精度,为零件设计和制造带来极大的方便。
标准公差分为20个等级,用IT01、IT0、IT1、…IT18来表示。
等级依次降低,标准公差值依次增大。
其计算公式如下图所示。
(2)公差单位生产实践表明,对基本尺寸相同的零件,可按公差大小评定其尺寸制造精度的高低,但对基本尺寸不同的零件,就不能仅看公差大小评定其制造精度。
因此,为了评定零件精度等级或公差等级的高低,合理规定公差数值,就需要建立公差单位。
公差单位是计算标准公差的基本单位,是制订标准公差系列的基础,公差单位与基本尺寸之间呈一定的相关关系。
μ)按下式计算:对基本尺寸≤500mm时,公差单位i(mi=0.453D+0.001D式中:D—基本尺寸分段的计算公式,单位为mm;μ。
i—公差单位,单位为m式中的第一项反映的是加工误差的影响;第二项反映的是测量误差的影响。
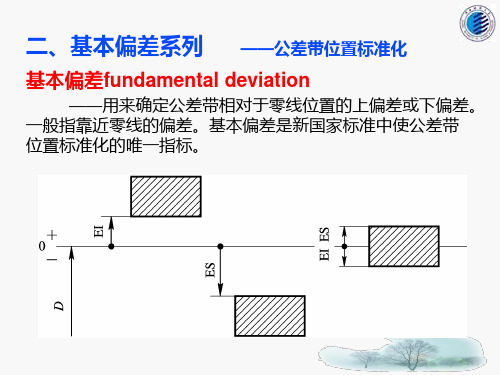
孔的基本偏差即下偏差,轴的基本偏差即上偏差。
篇一:孔的基本偏差即下偏差,是指孔的偏差值相对于其尺寸的标准偏差值而言向下偏移的程度。
通常情况下,孔的基本偏差越小,表示孔的质量越好。
这是因为如果孔的基本偏差过大,可能会导致孔的精度降低,在加工过程中出现异常,甚至导致设备损坏。
轴的基本偏差即上偏差,是指轴的偏差值相对于其尺寸的标准偏差值而言向上偏移的程度。
与孔的基本偏差相反,轴的基本偏差越大,表示轴的质量越好。
这是因为如果轴的基本偏差过大,可能会导致轴的精度降低,在加工过程中出现异常,甚至导致设备损坏。
在实际加工过程中,为了实现高精度的加工,通常会采取一系列措施来限制孔和轴的基本偏差。
例如,在孔的加工过程中,可以使用高精度的机床和合适的刀具,以确保孔的基本偏差较小。
在轴的加工过程中,可以使用高精度的机床和合适的刀具,以确保轴的基本偏差较小。
此外,在加工过程中,还可以使用合适的冷却液和润滑液,以确保加工精度和稳定性。
孔和轴的基本偏差是衡量加工质量和精度的重要指标。
通过控制孔和轴的基本偏差,可以实现高精度的加工,提高产品的质量和稳定性。
因此,在加工过程中,应该采取一系列措施来限制孔和轴的基本偏差,以确保加工精度和稳定性。
篇二:孔的基本偏差即下偏差,是指孔的位置相对于其实际位置的偏差,通常表示为下偏差值。
下偏差的大小取决于孔的几何形状和尺寸,以及实验或设计要求。
下偏差是指孔的中心线相对于其实际中心线的位置偏差。
通常情况下,孔的中心线是指通过孔的圆心并与孔壁平行的线。
由于孔的几何形状和尺寸的不确定性,下偏差可能会产生偏差,从而影响实验或设计结果的准确性。
在机械工程和材料科学等领域中,下偏差通常用于测量孔和轴的精度和质量。
例如,在制造过程中,通过测量下偏差来检测孔的同心度,以确保它们能够紧密地连接在一起。
在材料力学中,下偏差可以用来计算孔的抗压强度,以确定孔的几何形状是否合适。
除了测量孔的偏差外,下偏差还可以用于其他机械工程应用中。
孔的基本偏差即下偏差,轴的基本偏差即上偏差。
孔的基本偏差即下偏差,是指孔的内径相对于其实际尺寸而言偏小的一种偏差,通常表示为“下偏差”。
轴的基本偏差即上偏差,是指轴的直径相对于其实际尺寸而言偏小的一种偏差,通常表示为“上偏差”。
这两种偏差都是机械工程中常见的测量偏差,对于设计、制造和维护各种机械部件都非常重要。
下偏差通常出现在孔的设计和测量中,是由于孔的加工过程中可能存在误差,导致孔的内径相对于其实际尺寸偏小。
这种偏差可能会导致孔与轴之间的配合不良,影响部件的正常工作。
因此,在设计孔时,需要保证孔的内径符合设计要求,可以通过调整孔的加工精度和选用合适的材料来减小下偏差的影响。
上偏差通常出现在轴的设计和测量中,是由于轴的加工过程中可能存在误差,导致轴的直径相对于其实际尺寸偏小。
这种偏差可能会导致轴与孔之间的配合不良,影响部件的正常工作。
因此,在设计轴时,需要保证轴的直径符合设计要求,可以通过调整轴的加工精度和选用合适的材料来减小上偏差的影响。
除了在机械工程中,下偏差和上偏差还在其他领域中有广泛的应用。
例如,在电子工程中,下偏差可以用来测量电子元件的孔径和轴径,保证元件的正常工作。
上偏差可以用来测量管道的直径,保证管道的输送能力。
下偏差和上偏差是机械工程中常见的测量偏差,对于设计、制造
和维护各种机械部件都非常重要。
了解这两种偏差的原理和影响,可以帮助我们更好地设计和控制机械部件的精度和质量。