设备与管道无应力配管
- 格式:pptx
- 大小:344.00 KB
- 文档页数:2
转动设备无应力配管的规范要求转动设备无应力配管是指在旋转设备的进出口、支承连接和其它需配管的部位,采用柔性管道连接或特殊接头进行布置,使得设备旋转时不会受到应力影响。
这种配管方式在旋转设备使用过程中能够减少设备的振动和应力集中,提高设备的可靠性和使用寿命。
下面是关于转动设备无应力配管的规范要求。
1.设备选型和设计:在设备选型和设计阶段,应根据设备的旋转速度、承载能力以及所需管道类型等要素,确定合适的转动设备无应力配管的设计方案。
设计时应充分考虑设备的旋转范围和承载能力,确保布置合理,避免管道压力过大或过小,杜绝热膨胀和振动引起的应力。
2.导轨和引导装置:为了保证转动设备无应力配管的工作正常,应在设备的进出口和弯头等位置设置合适的导轨和引导装置。
导轨和引导装置的设置应符合相关设计规范,能够有效地引导和限制管道的运动范围,防止管道形成应力集中。
3.柔性管道和特殊接头:转动设备无应力配管采用柔性管道和特殊接头进行连接。
柔性管道应选用耐热、耐压、耐腐蚀的材料,且具有一定的弹性和可伸缩性,能够在设备旋转时承受压力变化,并具有良好的抗振和减震性能。
特殊接头应具备良好的密封性能,能够适应管道的变形和旋转,同时能够减少振动和应力的传递。
4.管道安装和固定:转动设备无应力配管的安装和固定应符合相关规范和标准。
在管道安装时,应避免出现过大或过小的弯曲角度,防止管道被过度拉伸或压缩。
管道在进出口和支承连接等位置应设置合适的接头和膨胀节,保证管道在旋转过程中能够自由伸缩,不会形成应力集中。
5.管道维护和检修:转动设备无应力配管在使用过程中需要进行定期的维护和检修。
维护过程中应检查管道的连接是否牢固,特殊接头是否正常工作,有无漏气或渗漏现象,及时清理和更换损坏的部件。
总结起来,转动设备无应力配管的规范要求是在设备选型和设计、导轨和引导装置、柔性管道和特殊接头、管道安装和固定、管道维护和检修等方面进行合理布置和可靠操作,确保设备在旋转过程中不会受到应力影响,提高设备的可靠性和使用寿命。

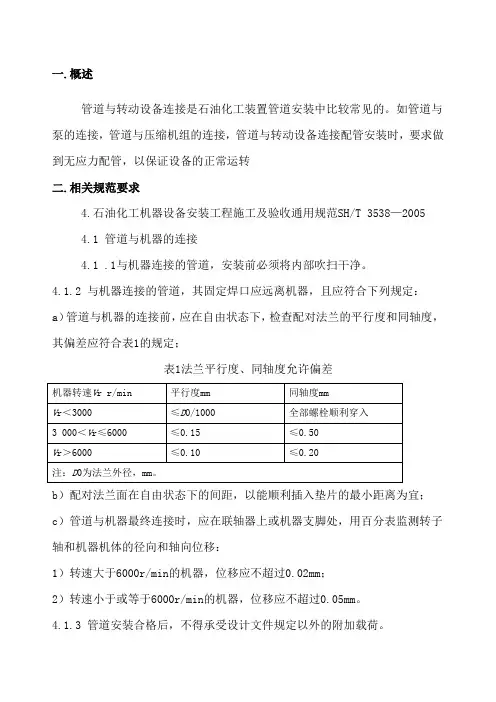
转动设备无应力配管的规范要求内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)一.概述管道与转动设备连接是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二.相关规范要求4.石油化工机器设备安装工程施工及验收通用规范SH/T 3538—2005管道与机器的连接.1与机器连接的管道,安装前必须将内部吹扫干净。
与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径向和轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
管道安装合格后,不得承受设计文件规定以外的附加载荷。
三.泵口配管1.配管条件支吊架已制作并安装就位,经检查符合要求,对安装工艺程序中后安装的支吊架除外;机泵已就位、找正、精找平完,办理了工序交接手续;相关的工艺系统主干管已配管完毕。
2.泵口配管技术:先将泵口配对法兰用符合设计要求的螺栓连接,所有的连接螺栓都应顺利垂直通过法兰螺栓孔,以保证法兰接触面的闭合。
配对法兰紧固到泵口法兰上后,再与管件和管道组合件点焊,要求点焊牢固,以防止焊接过程中产生应力变形。
这样既能有效的调整对法兰不平行度的偏差,又能防止接口法兰的平行偏差、径向位移及间距超标,控制配管对设备的应力。
充分利用管道的水平和垂直转向点、分支点,调整本配管与设备进、出口位置的轴线方向偏差。
充分利用管道组合件的法兰短管,调节法兰与设备的径向偏差。
一.概述管道与转动设备连接是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二.相关规范要求4.石油化工机器设备安装工程施工及验收通用规范SH/T 3538—20054.1 管道与机器的连接4.1 .1与机器连接的管道,安装前必须将内部吹扫干净。
4.1.2 与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径向和轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
4.1.3 管道安装合格后,不得承受设计文件规定以外的附加载荷。
三.泵口配管1.配管条件1.1支吊架已制作并安装就位,经检查符合要求,对安装工艺程序中后安装的支吊架除外;1.2机泵已就位、找正、精找平完,办理了工序交接手续;1.3相关的工艺系统主干管已配管完毕。
2.泵口配管技术:2.1先将泵口配对法兰用符合设计要求的螺栓连接,所有的连接螺栓都应顺利垂直通过法兰螺栓孔,以保证法兰接触面的闭合。
配对法兰紧固到泵口法兰上后,再与管件和管道组合件点焊,要求点焊牢固,以防止焊接过程中产生应力变形。
这样既能有效的调整对法兰不平行度的偏差,又能防止接口法兰的平行偏差、径向位移及间距超标,控制配管对设备的应力。
2.2充分利用管道的水平和垂直转向点、分支点,调整本配管与设备进、出口位置的轴线方向偏差。
2.3充分利用管道组合件的法兰短管,调节法兰与设备的径向偏差。
2.4对于较短的配管,应采用实测实量,精心下料,认真组装的方式进行;2.5配管的固定焊口应尽量靠近系统管道,远离泵口,以减少焊接应力对设备的影响;2.6对于清洁度要求较高的配管,应采用氩弧焊,并应保证管膛的清洁度。

化工行业动力设备无应力配管的验收流程化工行业动力设备无应力配管的验收流程【摘要】在重庆卡贝乐(CCCI)天然气制甲醇项目中,汽轮机、压缩机与系统管道实现无应力配管,通过加强验收工作,消除焊接造成的残存应力,确保无应力施工的成果。
【关键词】无应力配管验收流程动力设备残存应力验收通用规范无应力配管指的是:成品管段与设备在联接时应处于自然状态,就是说管段与设备联接处的法兰在没有螺栓的情况下能够保持自然的平面接触。
只有这样的状态才能在最大程度上保护设备,否则管口部分会对设备产生超过许用载荷的问题,造成压缩机、汽轮机等的位移和变形,影响动力设备的正常运行,甚至造成严重破坏。
无应力配管是很多行业系统管道和动力设备联接的基本要求。
在实际操作中,由于施工单位的管理水平和施工人员的操作能力,并不能保证完全实现无应力配管,存在一些偏差,在最后阶段设备与管口法兰对中验收时对管道进行调整,消除焊接造成的残存应力,确保无应力施工的成果。
有些施工单位在最后一道焊口按无应力施工程序完成后,直接将管口与设备法兰的螺栓把紧,没有验证焊接后由于热变形在管道上残存的应力,而且管道上临时支撑物及支吊架弹簧销子没有拆除,草率认定管道没有应力,这些都是不符合规范的做法。
下文将以汽轮机主蒸汽管口TP001 为例,介绍无应力配管验收的流程,以供参考。
1 工程介绍甲醇是化工行业中一种用途广泛的关键原料。
重庆卡贝乐化工有限公司(CCCI)天然气制甲醇是目前国内最大规模的项目。
西门子凭借经多年优化设计并结合最新技术和发展理念,提供高效、可靠的两台合成气压缩机STC-SV (08-7-A)和STC-SV(08-7-B),并配备一台高可靠性的驱动汽轮机SST-600(EHNK40/6)。
大量广泛的实践应用中得到成功的证明,配备蒸汽轮机驱动的整体解决方案,完全适合石油、天然气及煤化工用户复杂工艺条件要求。
合成气压缩机和汽轮机组与各自系统由管道相连,高压压缩机有进出TP780、TP782、TP980、TP981共四道管口,低压压缩机有进出TP880、TP881两道管口,汽轮机有高压进汽口TP001、TP002两道管口,中压抽汽管口TP054一道管口,共计九道管口,配对法兰结合面处直径从215mm~750mm不等。
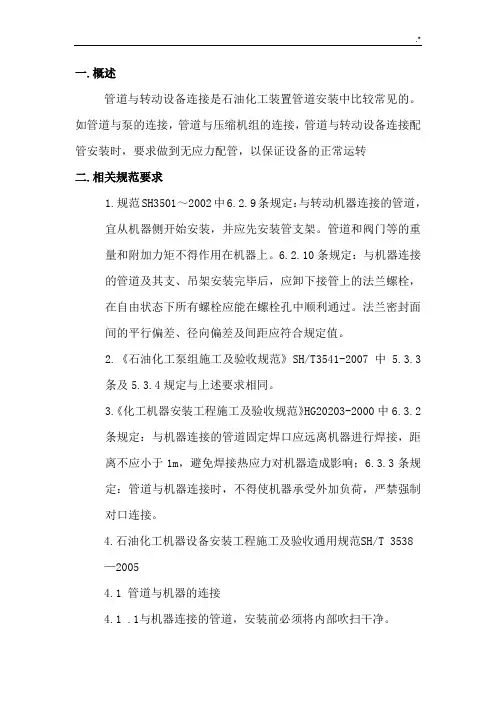
一.概述管道与转动设备连接是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二.相关规范要求1.规范SH3501~2002中6.2.9条规定:与转动机器连接的管道,宜从机器侧开始安装,并应先安装管支架。
管道和阀门等的重量和附加力矩不得作用在机器上。
6.2.10条规定:与机器连接的管道及其支、吊架安装完毕后,应卸下接管上的法兰螺栓,在自由状态下所有螺栓应能在螺栓孔中顺利通过。
法兰密封面间的平行偏差、径向偏差及间距应符合规定值。
2.《石油化工泵组施工及验收规范》SH/T3541-2007中5.3.3条及5.3.4规定与上述要求相同。
3.《化工机器安装工程施工及验收规范》HG20203-2000中6.3.2条规定:与机器连接的管道固定焊口应远离机器进行焊接,距离不应小于1m,避免焊接热应力对机器造成影响;6.3.3条规定:管道与机器连接时,不得使机器承受外加负荷,严禁强制对口连接。
4.石油化工机器设备安装工程施工及验收通用规范SH/T 3538—20054.1 管道与机器的连接4.1 .1与机器连接的管道,安装前必须将内部吹扫干净。
4.1.2 与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径向和轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
4.1.3 管道安装合格后,不得承受设计文件规定以外的附加载荷。
三.泵口配管1.配管条件1.1支吊架已制作并安装就位,经检查符合要求,对安装工艺程序中后安装的支吊架除外;1.2机泵已就位、找正、精找平完,办理了工序交接手续;1.3相关的工艺系统主干管已配管完毕。
一、概述管道与转动设备连接就是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二、相关规范要求1、规范SH3501~2002中6、2、9条规定:与转动机器连接的管道,宜从机器侧开始安装,并应先安装管支架。
管道与阀门等的重量与附加力矩不得作用在机器上。
6、2、10条规定:与机器连接的管道及其支、吊架安装完毕后,应卸下接管上的法兰螺栓,在自由状态下所有螺栓应能在螺栓孔中顺利通过。
法兰密封面间的平行偏差、径向偏差及间距应符合规定值。
2、《石油化工泵组施工及验收规范》SH/T3541-2007中5、3、3条及5、3、4规定与上述要求相同。
3、《化工机器安装工程施工及验收规范》HG20203-2000中6、3、2条规定:与机器连接的管道固定焊口应远离机器进行焊接,距离不应小于1m,避免焊接热应力对机器造成影响;6、3、3条规定:管道与机器连接时,不得使机器承受外加负荷,严禁强制对口连接。
4、石油化工机器设备安装工程施工及验收通用规范SH/T 3538—20054、1 管道与机器的连接4、1 、1与机器连接的管道,安装前必须将内部吹扫干净。
4、1、2 与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度与同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴与机器机体的径向与轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
4、1、3 管道安装合格后,不得承受设计文件规定以外的附加载荷。
三、泵口配管1、配管条件1、1支吊架已制作并安装就位,经检查符合要求,对安装工艺程序中后安装的支吊架除外;1、2机泵已就位、找正、精找平完,办理了工序交接手续;1、3相关的工艺系统主干管已配管完毕。
一.概述管道与转动设备连接是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二.相关规范要求1.规范SH3501~2002中6.2.9条规定:与转动机器连接的管道,宜从机器侧开始安装,并应先安装管支架。
管道和阀门等的重量和附加力矩不得作用在机器上。
6.2.10条规定:与机器连接的管道及其支、吊架安装完毕后,应卸下接管上的法兰螺栓,在自由状态下所有螺栓应能在螺栓孔中顺利通过。
法兰密封面间的平行偏差、径向偏差及间距应符合规定值。
2.《石油化工泵组施工及验收规范》SH/T3541-2007中5.3.3条及5.3.4规定与上述要求相同。
3.《化工机器安装工程施工及验收规范》HG20203-2000中6.3.2条规定:与机器连接的管道固定焊口应远离机器进行焊接,距离不应小于1m,避免焊接热应力对机器造成影响;6.3.3条规定:管道与机器连接时,不得使机器承受外加负荷,严禁强制对口连接。
4.石油化工机器设备安装工程施工及验收通用规范SH/T 3538—20054.1 管道与机器的连接4.1 .1与机器连接的管道,安装前必须将内部吹扫干净。
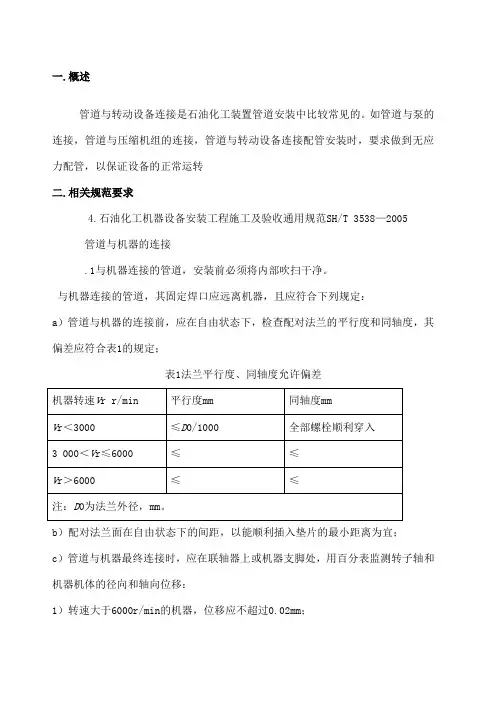
4.1.2 与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差机器转速V r r/min 平行度mm 同轴度mmV r<3000 ≤D0/1000 全部螺栓顺利穿入3 000<V r≤6000 ≤0.15 ≤0.50V r>6000 ≤0.10 ≤0.20注:D0为法兰外径,mm。
b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径向和轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
转动设备无应力配管规范要求1. 引言转动设备无应力配管是指在安装和使用转动设备过程中,通过合理设计和安装配管系统,避免产生应力引起设备的运动不稳定或配管系统的破坏。
本文档旨在规范转动设备无应力配管的要求,确保设备的正常运行和工作安全。
2. 设备安装位置要求在进行转动设备安装前,必须进行合理的现场布置和位置选择,以满足以下要求:•设备安装位置应保证足够的空间,方便进行配管的设计和安装。
•考虑到设备的重心和振动特性,选择合适的地基和支撑结构。
•确保设备与周围设施和设备保持一定的安全距离,以防止共振和碰撞。
3. 设备基础和支架设计转动设备的基础和支架设计必须满足一下要求:•选择合适的基础材料和支撑结构,以满足设备的稳定性和强度要求。
•基础和支架的设计应遵循相关的国家标准和规范,确保承载能力和耐久性。
•基础和支架的几何形状应与设备的类型和安装位置相匹配,以最大程度地减小运动和振动产生的应力。
4. 管道设计和安装针对转动设备的无应力配管,需要进行合理的管道设计和安装,以满足以下要求:4.1 管道材料选择•根据介质的性质、温度和压力要求,选择适合的管道材料,如碳钢、不锈钢、塑料等。
•确保管道材料具有足够的强度和耐腐蚀性能,以满足长期使用的要求。
4.2 管道布置•根据设备的安装位置和工艺要求,合理布置管道的走向和连接方式,避免过长或过短的管道,造成应力集中。
•确保管道的布置符合空间限制和工作区域的要求,方便设备运维和维修。
4.3 管道支持和热膨胀控制•设计和安装管道支持系统,以保证管道的稳定性和支撑强度。
•采用弹性元件或伸缩节等措施,对管道进行热膨胀和收缩的控制,避免产生应力。
4.4 泄漏和压力测试•在安装完管道系统后,进行泄漏和压力测试,确保管道连接的密封性和运行的安全性。
•对测试结果进行记录和分析,并做相应的处理,确保管道系统的正常运行。
5. 联锁和安全控制为了保障设备的安全运行,需要进行联锁和安全控制的设计和实施:•根据转动设备的类型和工艺要求,设计相应的联锁装置,避免操作错误或异常情况导致设备损坏。
一.概述管道与转动设备连接是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二.相关规范要求1.规范SH3501~2002中6.2.9条规定:与转动机器连接的管道,宜从机器侧开始安装,并应先安装管支架。
管道和阀门等的重量和附加力矩不得作用在机器上。
6.2.10条规定:与机器连接的管道及其支、吊架安装完毕后,应卸下接管上的法兰螺栓,在自由状态下所有螺栓应能在螺栓孔中顺利通过。
法兰密封面间的平行偏差、径向偏差及间距应符合规定值。
2.《石油化工泵组施工及验收规范》SH/T3541-2007中5.3.3条及5.3.4规定与上述要求相同。
3.《化工机器安装工程施工及验收规范》HG20203-2000中6.3.2条规定:与机器连接的管道固定焊口应远离机器进行焊接,距离不应小于1m,避免焊接热应力对机器造成影响;6.3.3条规定:管道与机器连接时,不得使机器承受外加负荷,严禁强制对口连接。
4.石油化工机器设备安装工程施工及验收通用规范SH/T3538—20054.1 管道与机器的连接4.1 .1与机器连接的管道,安装前必须将内部吹扫干净。
4.1.2 与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径向和轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
4.1.3 管道安装合格后,不得承受设计文件规定以外的附加载荷。
三.泵口配管1.配管条件1.1支吊架已制作并安装就位,经检查符合要求,对安装工艺程序中后安装的支吊架除外;1.2机泵已就位、找正、精找平完,办理了工序交接手续;1.3相关的工艺系统主干管已配管完毕。
一.概述管道与转动设备连接是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二.相关规范要求4.石油化工机器设备安装工程施工及验收通用规范SH/T 3538—2005管道与机器的连接.1与机器连接的管道,安装前必须将内部吹扫干净。
与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径向和轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
管道安装合格后,不得承受设计文件规定以外的附加载荷。
三.泵口配管1.配管条件支吊架已制作并安装就位,经检查符合要求,对安装工艺程序中后安装的支吊架除外;机泵已就位、找正、精找平完,办理了工序交接手续;相关的工艺系统主干管已配管完毕。
2.泵口配管技术:先将泵口配对法兰用符合设计要求的螺栓连接,所有的连接螺栓都应顺利垂直通过法兰螺栓孔,以保证法兰接触面的闭合。
配对法兰紧固到泵口法兰上后,再与管件和管道组合件点焊,要求点焊牢固,以防止焊接过程中产生应力变形。
这样既能有效的调整对法兰不平行度的偏差,又能防止接口法兰的平行偏差、径向位移及间距超标,控制配管对设备的应力。
充分利用管道的水平和垂直转向点、分支点,调整本配管与设备进、出口位置的轴线方向偏差。
充分利用管道组合件的法兰短管,调节法兰与设备的径向偏差。
对于较短的配管,应采用实测实量,精心下料,认真组装的方式进行;配管的固定焊口应尽量靠近系统管道,远离泵口,以减少焊接应力对设备的影响;对于清洁度要求较高的配管,应采用氩弧焊,并应保证管膛的清洁度。
一.概述管道与转动设备连接是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二.相关规要求1.规SH3501~2002中6.2.9条规定:与转动机器连接的管道,宜从机器侧开始安装,并应先安装管支架。
管道和阀门等的重量和附加力矩不得作用在机器上。
6.2.10条规定:与机器连接的管道及其支、吊架安装完毕后,应卸下接管上的法兰螺栓,在自由状态下所有螺栓应能在螺栓孔中顺利通过。
法兰密封面间的平行偏差、径向偏差及间距应符合规定值。
2.《石油化工泵组施工及验收规》SH/T3541-2007中5.3.3条及5.3.4规定与上述要求相同。
3.《化工机器安装工程施工及验收规》HG20203-2000中6.3.2条规定:与机器连接的管道固定焊口应远离机器进行焊接,距离不应小于1m,避免焊接热应力对机器造成影响;6.3.3条规定:管道与机器连接时,不得使机器承受外加负荷,严禁强制对口连接。
4.石油化工机器设备安装工程施工及验收通用规SH/T3538—20054.1 管道与机器的连接4.1 .1与机器连接的管道,安装前必须将部吹扫干净。
4.1.2 与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径向和轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
4.1.3 管道安装合格后,不得承受设计文件规定以外的附加载荷。
三.泵口配管1.配管条件1.1支吊架已制作并安装就位,经检查符合要求,对安装工艺程序中后安装的支吊架除外;1.2机泵已就位、找正、精找平完,办理了工序交接手续;1.3相关的工艺系统主干管已配管完毕。
一.概述管道与转动设备连接是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二.相关规范要求1.规范SH3501~2002中6.2.9条规定:与转动机器连接的管道,宜从机器侧开始安装,并应先安装管支架。
管道和阀门等的重量和附加力矩不得作用在机器上。
6.2.10条规定:与机器连接的管道及其支、吊架安装完毕后,应卸下接管上的法兰螺栓,在自由状态下所有螺栓应能在螺栓孔中顺利通过。
法兰密封面间的平行偏差、径向偏差及间距应符合规定值。
2.《石油化工泵组施工及验收规范》SH/T3541-2007中 5.3.3条及5.3.4规定与上述要求相同。
3.《化工机器安装工程施工及验收规范》HG20203-2000中6.3.2条规定:与机器连接的管道固定焊口应远离机器进行焊接,距离不应小于1m,避免焊接热应力对机器造成影响;6.3.3条规定:管道与机器连接时,不得使机器承受外加负荷,严禁强制对口连接。
4.石油化工机器设备安装工程施工及验收通用规范SH/T 3538—20054.1 管道与机器的连接4.1 .1与机器连接的管道,安装前必须将内部吹扫干净。
4.1.2 与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径向和轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
4.1.3 管道安装合格后,不得承受设计文件规定以外的附加载荷。
三.泵口配管1.配管条件1.1支吊架已制作并安装就位,经检查符合要求,对安装工艺程序中后安装的支吊架除外;1.2机泵已就位、找正、精找平完,办理了工序交接手续;1.3相关的工艺系统主干管已配管完毕。
一.概述管道与转动设备连接是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二.相关规范要求4.石油化工机器设备安装工程施工及验收通用规范SH/T 3538—20054.1 管道与机器的连接4.1 .1与机器连接的管道,安装前必须将内部吹扫干净。
4.1.2 与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径向和轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
4.1.3 管道安装合格后,不得承受设计文件规定以外的附加载荷。
三.泵口配管1.配管条件1.1支吊架已制作并安装就位,经检查符合要求,对安装工艺程序中后安装的支吊架除外;1.2机泵已就位、找正、精找平完,办理了工序交接手续;1.3相关的工艺系统主干管已配管完毕。
2.泵口配管技术:2.1先将泵口配对法兰用符合设计要求的螺栓连接,所有的连接螺栓都应顺利垂直通过法兰螺栓孔,以保证法兰接触面的闭合。
配对法兰紧固到泵口法兰上后,再与管件和管道组合件点焊,要求点焊牢固,以防止焊接过程中产生应力变形。
这样既能有效的调整对法兰不平行度的偏差,又能防止接口法兰的平行偏差、径向位移及间距超标,控制配管对设备的应力。
2.2充分利用管道的水平和垂直转向点、分支点,调整本配管与设备进、出口位置的轴线方向偏差。
2.3充分利用管道组合件的法兰短管,调节法兰与设备的径向偏差。
2.4对于较短的配管,应采用实测实量,精心下料,认真组装的方式进行;2.5配管的固定焊口应尽量靠近系统管道,远离泵口,以减少焊接应力对设备的影响;2.6对于清洁度要求较高的配管,应采用氩弧焊,并应保证管膛的清洁度。
一.概述管道与转动设备连接是石油化工装置管道安装中比较常见的。
如管道与泵的连接,管道与压缩机组的连接,管道与转动设备连接配管安装时,要求做到无应力配管,以保证设备的正常运转二.相关规范要求1.规范SH3501~2002中6.2.9条规定:与转动机器连接的管道,宜从机器侧开始安装,并应先安装管支架。
管道和阀门等的重量和附加力矩不得作用在机器上。
6.2.10条规定:与机器连接的管道及其支、吊架安装完毕后,应卸下接管上的法兰螺栓,在自由状态下所有螺栓应能在螺栓孔中顺利通过。
法兰密封面间的平行偏差、径向偏差及间距应符合规定值。
2.《石油化工泵组施工及验收规范》SH/T3541-2007中5.3.3条及5.3.4规定与上述要求相同。
3.《化工机器安装工程施工及验收规范》HG20203-2000中6.3.2条规定:与机器连接的管道固定焊口应远离机器进行焊接,距离不应小于1m,避免焊接热应力对机器造成影响;6.3.3条规定:管道与机器连接时,不得使机器承受外加负荷,严禁强制对口连接。
4.石油化工机器设备安装工程施工及验收通用规范SH/T3538—20054.1 管道与机器的连接4.1 .1与机器连接的管道,安装前必须将内部吹扫干净。
4.1.2 与机器连接的管道,其固定焊口应远离机器,且应符合下列规定:a)管道与机器的连接前,应在自由状态下,检查配对法兰的平行度和同轴度,其偏差应符合表1的规定;表1法兰平行度、同轴度允许偏差b)配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜;c)管道与机器最终连接时,应在联轴器上或机器支脚处,用百分表监测转子轴和机器机体的径向和轴向位移:1)转速大于6000r/min的机器,位移应不超过0.02mm;2)转速小于或等于6000r/min的机器,位移应不超过0.05mm。
4.1.3 管道安装合格后,不得承受设计文件规定以外的附加载荷。
三.泵口配管1.配管条件1.1支吊架已制作并安装就位,经检查符合要求,对安装工艺程序中后安装的支吊架除外;1.2机泵已就位、找正、精找平完,办理了工序交接手续;1.3相关的工艺系统主干管已配管完毕。
转动设备无应力配管安装方案1.1 特点(1) 可有效防止设备接口法兰的平行偏差、径向位移及间距超标,基本消除配管对转动设备产生的应力,保证设备运转安全。
(2) 可有效提高管内清洁度。
(3) 消除了因配管不当而导致设备法兰破裂现象。
(4) 配管工艺简单实用。
1.2 原理(1) 实测数据与设计数据互相结合,修正配管管段图,确定实际的配管尺寸。
(2) 配管时,由设备端向外的顺序配管,可消除配管与转动设备强力连接。
(3) 加强管段的预制深度,既能节省时间,又能保证质量。
(4) 固定焊口远离设备,减少焊接对转动设备产生的应力。
1.3 操作要点1.3.1 设备、配管工序交接即设备安装单位(设备队)将已精平完的设备移交配管单位(管道队),并办理交接手续,交接检查的主要内容有:(1) 设备平面布置检测。
测量设备平面布置实际尺寸,安装是否符合设计要求,机组与电机的相对位置是否正确。
(2) 设备安装标高检测。
检查时依水准点或建筑物的标高线为基点进行检测,标高检测不少4点。
(3) 设备安装的方位,按设计要求,依建筑物的方向进行核对。
(4) 对于同类型的两台或两台以上设备,要在设备进出口法兰中心贯通检测,保证配管横平竖直。
1.3.2 转动设备法兰检查检查的内容有:法兰标高、坐标、方位、直径、公称压力、密封面、平行度、法兰螺孔。
1.3.3 接口法兰装配利用螺栓将法兰装配在设备法兰上,紧固好的接口法兰应与设备法兰外壁平齐、同心及密封面相结合。
1.3.4 配管测量(1) 平面管段的测量:用铅锤将高于或低于设备法兰的配管与系统管道的连接点引出与设备法兰同一标高,再从设备法兰面水平引出一条直线与系统管道配管连接点引出的垂直线相交的办法,确定管段平面实测距离。
(2) 立管管段的测量:从高于或低于系统管道与配管连接点管顶或管底、中心,垂直引到设备法兰标高,这时所引线应高于或低于设备法兰。
再从设备法兰中心引出水平线和系统管道与配管连接点引出的垂直线相交的办法,测量出立管管段的实际距离。