8D报告实例样板(铁壳变形)
- 格式:xls
- 大小:352.50 KB
- 文档页数:1
故障改善8D报告模板
1. 前言
本报告旨在记录故障改善过程中的8D方法,并提供一个模板,以便团队成员可以按照规定的结构和内容进行报告。
2. 故障描述
请简要描述故障的性质、表现和影响,包括相关的时间和地点。
3. 影响分析
在此部分,分析故障对产品、过程和客户等方面的影响。
并描
述故障可能引起的潜在风险和损失。
4. 紧急控制措施
该部分记录在故障发生后立即采取的紧急控制措施,以尽量减
少故障带来的影响。
5. 根本原因分析
在这个部分,详细分析故障的根本原因,并列出和解释根本原因的潜在因素。
这有助于确保我们不仅治疗表面症状,而是根除根本原因。
6. 指定和验证对策
具体描述和解释为解决根本原因而采取的对策。
在实施对策之前,请确保对策合理有效,并进行验证来确保有效性。
7. 长期控制措施
描述和解释为了防止故障再次发生而采取的长期控制措施。
这应该是一种可持续的措施,以确保类似的故障不会再次发生。
8. 效果验证
在此部分,验证所采取措施的有效性。
包括收集数据、进行统计分析等方法,以评估改进效果。
9. 结论
总结报告中的主要发现、措施和验证结果。
提供个人见解和建议,以供将来类似情况时参考。
参考文献
- [参考文献1]
- [参考文献2]
- [参考文献3]
以上是故障改善8D报告的模板,希望对你有帮助。
高质量8D报告示例1. 引言本报告是针对产品质量问题而进行的8D分析与解决过程的总结和归纳。
通过深入的问题分析和解决方案的实施,我们成功解决了以下问题,并取得了良好的结果。
以下是具体的问题描述、分析以及解决方案的实施过程。
2. 问题描述产品质量问题的发现时间是在2021年X月X日。
问题描述如下:(问题描述需要提供具体的问题细节,包括问题的性质、出现的频率、对产品性能和功能的影响等等)3. 8D分析3.1 D1:建立团队为了解决该问题,我们成立了一个由多个部门的专家组成的团队。
团队成员包括制造部门的工程师、质量控制部门的专家和销售部门的代表。
3.2 D2:问题描述与分析在第一阶段的分析中,我们详细描述了问题,并通过收集数据和现场观察来确定问题的范围和影响因素。
分析结果显示,问题是由于材料的质量不达标而引起的。
3.3 D3:制定短期解决方案为了尽快解决问题,在第三阶段,我们制定了一个短期解决方案。
该方案包括修复受影响产品的方法,并重新测试其质量。
3.4 D4:根本原因分析在第四阶段,我们对问题进行更深入的分析,以找出问题的根本原因。
经过分析,我们发现材料供应商在生产过程中存在质量管理不当的问题。
3.5 D5:制定长期解决方案基于根本原因分析的结果,我们制定了一个长期解决方案。
该方案主要包括改进材料供应商的质量管理制度,确保质量得到有效控制。
3.6 D6:实施长期解决方案在第六阶段,我们开始实施长期解决方案。
我们与材料供应商进行了沟通,并制定了一项合作协议,要求他们改进质量管理制度。
3.7 D7:验证解决方案为了验证长期解决方案的有效性,我们进行了一系列的测试和监测。
结果表明,该解决方案有效地解决了问题。
3.8 D8:预防措施为了避免类似问题的再次发生,我们制定了一系列预防措施。
这些措施包括加强对材料供应商的监督,定期进行质量审核等。
4. 结果与收益通过以上的分析和解决方案的实施,我们成功解决了产品质量问题,改善了产品的性能和功能。
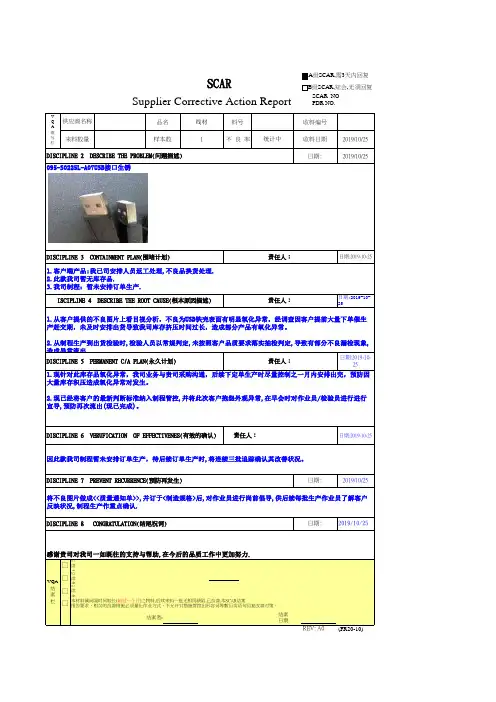
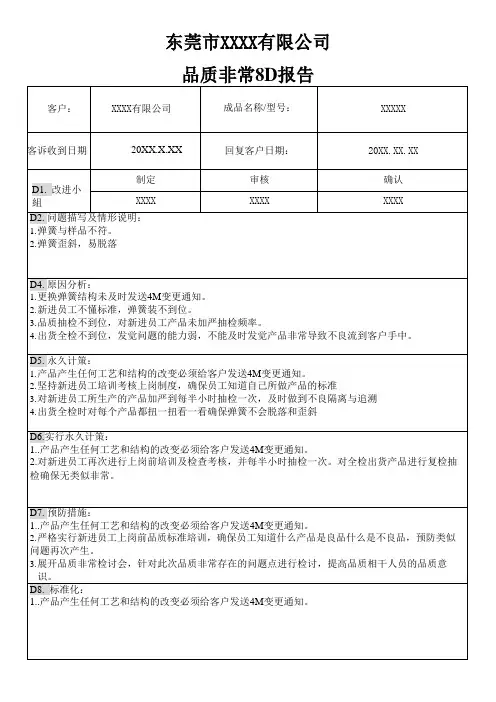
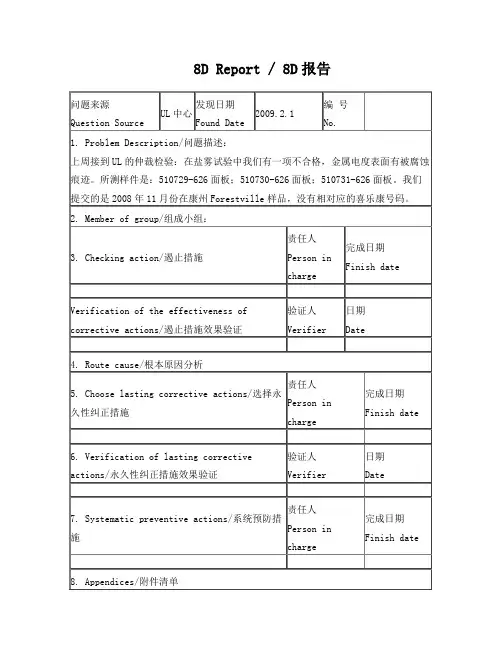
品名线材料号收料编号样本数1 不 良 率收料日期2019/10/25日期:2019/10/25日期:2019-10-25日期:2019-10-25日期:2019-10-25日期:2019-10-25日期:2019/10/25日期:2019/10/25□后续来□后续来□后续来□结案者:结案日期:DISCIPLINE 8 CONGRATULATION(结尾祝词)感谢贵司对我司一如既往的支持与帮助,在今后的品质工作中更加努力.本材料属间隔时间较长(超过一个月)之物料,后续来料一批无相同缺陷,已改善,本SCAR结案报告要求,相关的改善措施必须量化作业方式,不允许对措施管控出形容词等敷衍类语句回复改善对策。
VQA填写栏VQA结案栏1.现针对此库存品氧化异常,我司业务与贵司采购沟通,后续下定单生产时尽量控制之一月内安排出完,预防因大量库存积压造成氧化异常对发生。
2.现已经将客户的最新判断标准纳入制程管控,并将此次客户抱怨外观异常,在早会时对作业员/检验员进行进行宣导,预防再次流出(现已完成)。
DISCIPLINE 6 VERUFICATION OF EFFECTIVENES(有效的确认) 责任人:因此款我司制程暂未安排订单生产,待后续订单生产时,将连续三批追踪确认其改善状况。
DISCIPLINE 7 PREVENT RECURRENCE(预防再发生)将不良图片做成<<质量通知单>>,并订于<制造规格>后,对作业员进行岗前倡导,供后续每批生产作业员了解客户反映状况,制程生产作重点确认.1.客户端产品:我已司安排人员返工处理,不良品换货处理.2.此款我司暂无库存品.3.我司制程:暂未安排订单生产.ISCIPLINE 4 DESCRIBE THE ROOT CAUSE(根本原因描述)责任人:1.从客户提供的不良图片上看目视分析,不良为USB铁壳表面有明显氧化异常,经调查因客户提前大量下单催生产赶交期,未及时安排出货导致我司库存挤压时间过长,造成部分产品有氧化异常。
质量8D报告模板示例一、问题描述(1)问题描述:请详细描述出现的问题,包括产品名称、型号、质量主题、发现时间、发现地点等。
(2)临时措施:在问题发生后,为防止问题继续扩大或影响客户,采取的临时措施。
(3)问题描述示例:产品名称:XXX手机型号:XXX质量主题:屏幕亮度不均发现时间:XXXX年XX月XX日发现地点:生产线二、组建小组与问题描述(1)组建小组:成立一个跨部门的8D小组,包括质量、研发、生产、采购等相关部门成员。
(2)问题描述:使用5W1H方法对问题进行详细描述,明确问题的现象、影响及严重程度。
三、实施临时措施与验证效果(1)实施临时措施:针对问题描述中提到的问题,采取紧急措施,如暂停生产、隔离不良品等。
(2)验证效果:通过收集数据、测试等方法验证临时措施的有效性,确保问题不再继续扩大。
四、分析原因与确定根本原因(1)分析原因:运用鱼骨图、5Why等工具对问题产生的原因进行深入分析,列出可能的原因。
(2)确定根本原因:通过对可能原因进行逐一排查,结合数据和事实,确定问题的根本原因。
五、制定永久措施与验证效果(1)制定永久措施:根据问题的根本原因,制定相应的改进措施,如修改工艺、更换材料等。
(2)验证效果:通过实施永久措施,收集数据、测试等方法验证措施的有效性,确保问题得到彻底解决。
六、实施永久措施与跟踪效果(1)实施永久措施:将制定的永久措施落实到具体的操作流程中,确保措施得以有效执行。
(2)跟踪效果:定期对实施永久措施后的产品进行抽查和测试,确保问题不再发生。
七、总结经验教训与预防措施(1)总结经验教训:对整个8D过程进行总结,提炼经验教训,以便后续遇到类似问题时能够迅速应对。
(2)预防措施:针对类似问题可能出现的环节,制定预防措施,如加强员工培训、完善检测手段等。
八、感谢与致辞感谢参与此次8D活动的所有成员和相关部门的支持与配合,使得问题得以顺利解决。
未来我们将继续努力,为提升产品质量和客户满意度而不懈奋斗。
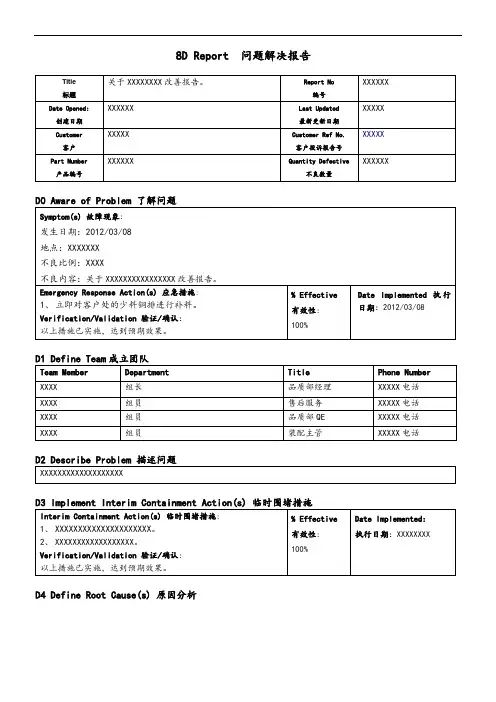
产品质量问题处理8D报告范本青岛金王应用化学股份有限公司
品质异常处理报告
车间: 表单编号:2014003
问题来源: ( )来料 ( )生产过程 ( )LQC ( )QA ( )IPQC ( )客诉 ( )其他产品名称订单编号提出部门型号规格产品数量提出时间
问题提出部门填写
D1.问题描述
提出人: 日期: D2.解决团队
组长: 领导人:
团队成员部门任务联系方式
D3.确定和执行的临时性措施
负责人: 日期: D4.查明并且详细说明产生问题的根本原因
负责人: 日期: D5.确认的永久性纠正措施
负责人: 日期:
D6.贯彻执行永久预防措施效果
负责人: 日期: D7.以防再次发生的预防措施
负责人: 日期: D8.解决结果确认
开始时间最后更新报告人终止时间确认认可人。
8D报告(范本) Improvement n Report (8D)XXX: V0614Product Part Number: UF4004-E3 XXX: 0512GFailure Mode: ShortXXX: N/ACustomer Name:CAR Received Date: 4/18/2012CAR Report Date: 4/21/20121.Problem Solving Team:XXX: 4/18/2012Business Unit ManagerXXX ManagerXXX ManagerXXX ManagerVGS Product Engineer2.Problem n:2.1 Problem Statement:The customer has complained about four products short-circuiting.2.2 Detailed Problem n:Test Item: n Batch Numbernal Test 0512GNumber of Failures: 4XXX: 7%Failure Mode: Short Circuit3.Temporary Corrective ns:3.1 XXX:1.Conducted sampling test of IR on in-process items。
with VR set to 410V。
IR<5uA。
failure rate was 0/24K PCS.2.Conducted sampling test of IR on inventory items。
with VR set to 410V。
IR<5uA。
failure rate was 0/24K PCS.3.2 Process/ XXX:3.2.1 Checked the reliability monitoring of PE1 products in March 2005.HTRB。
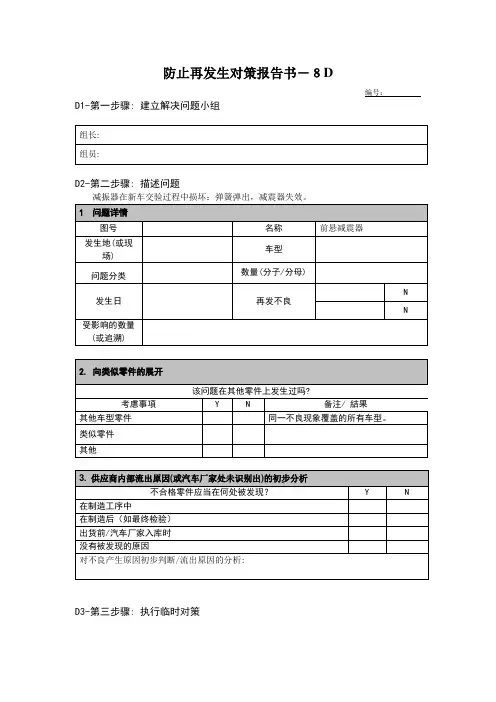
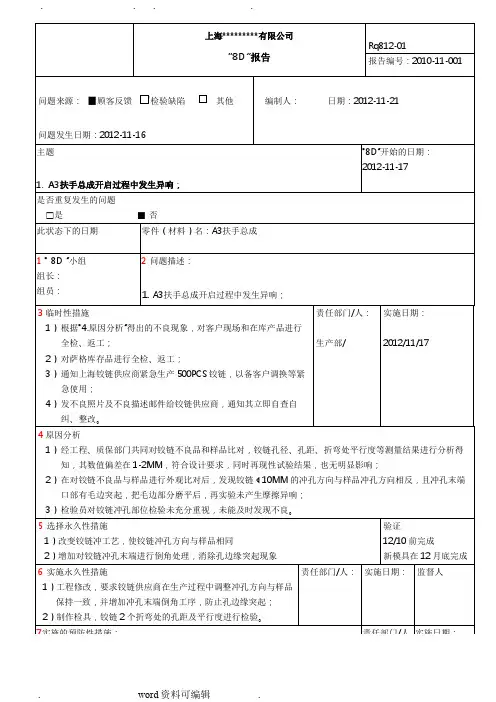
不良发生地点S Q影响主方案件不良现象描述: 2022年7月号上午10:15左右,总装操作者在装配过程中,发现我司目箱流水槽左(451A07-AF)孔未冲穿1例;缺陷图片:8D报告分析过程描述:外径小或者大,无法合理装配整改前制品数量措施方案验证实施时间实施者断点时间DO 应急性措施:产品下线后和后工序装胶条时,操作者该孔进行贯穿式划记检查;D7-永久纠正措施效果确认:供应商(包括备库)在《异常处理流程》中增加异常停机时,要求模具内不放工序件,如果已经放入工序件的需要本工位操作者自己取出,不能由下工序操作者取出,并对操作者进行培训;更新《冲压全检作业指导书》,增加产品下线时,孔数数量的检查(对孔进行贯穿式划记)规定;2why 为什么 重点确认胶条安装位置和粘贴情况,未对孔数进行确认;D5/D6-永久纠正措施的提出和实施永久纠正措施方案验证日期计划实施日期计划完成日实施者3why为什么 胶条安装时,操作者重点确认胶条安装位置和粘贴情况,未对孔数进行确认;流出原因:(采用5Why方式)1why 为什么 没有快速全检识别重要孔,导致未冲孔不合格件流出根本原因:(采用5Why方式)实施者分析日期1why为什么 OP40模具切边刃口在出现缺损情况,产线停机修复时(需要把模具取出,到返修区进行维修),操作者误将OP30工序件从模具内取出,没有检查孔数数量就放入OP40中,导致漏工序零件流入下工序;2why为什么 《冲压全检作业指导书》中未要求产品下线时对孔数数量进行检查(重点检查流水槽外观);在途、库存D4-根本原因和流出原因工序件、生产区域焊装线边客户端筛查安排人员对总装D3-临时纠正措施临时纠正遏制措施排查/挑选点总数不良数实施措施姓名职务电话E-mail不良等级A1件总装零件批次整改目标不再发生D1-建立小组D2-问题描述:主 题供 方供方代码零件名称物料编码/规格开启日期性能功能外观尺寸其它。
8 D 报告产品类别C ategory:一体成型电感编号N o: 20200524 客户 Customer 工厂名称 Factory电话/ 传真Phone/Fax 电话/ 传真Phone/Fax邮箱 Email 邮箱 Email抱怨日期 Date of complaint 回复日期 Reply date(D1) 问题描述 Describe the problem2020年 3 月 10 日发给客户的 HA63-100MT 产品在使用过程发现磁体表面氧化生锈问题。
(D2)解决问题小组 Problem solving team小组负责人:XXX(车间主任)小组成员:XXX(品管部长)XXX(技术部长)XXX(产线组长) XXX(产线组长) XXX(技术工程师)(D3)短期对策 Identify and implement containment planNO. 临时对策责任人1 客户处库存产品处理:把库存产品和未使用的产品退回我司进行换货。
2 客户处在线产品处理:3 在途品处理:无。
4 我司库存产品处理(包括物流仓):无5 我司在线品处理:还有同批次所有产品进行外观检查。
提出部门:全体小组成员日期:2020-5-24(D4)原因分析 Identify and define the root cause1、从不良图片分析生锈品非外部沾上其它的物质而引发的生锈;是由于制品本体氧化所致;2、由于近段时间下雨天湿气较重,加之烤箱在经过较长停放之后,地面及空气中的湿气使烤箱里面形成了水蒸汽附在烘箱表面;3、在烤箱没有经过预热就将产品放进烘烤时产品水蒸气形成少量水珠滴落在一部份产品上;4、因产品在成型烘烤时产品受潮,固化后浸防锈油时水汽被锁在磁体内,在一段时间的存放后发生了氧化现象。
专用烘烤箱胶与湿气形成的颗粒状预热烘烤后蒸发烘干状态外流原因分析: 1、由于早班和中班人员上下班交接时没有交代交给后段烘烤时要将烤箱要预热 20 分钟的事宜交接清楚,烘箱内残留有潮气导致有产品氧化的现象发生; 2、在仓库存放一段时间后,有一小部分受潮的产品开始慢慢氧化生锈,由于 IPQC 人员对产品进行抽检的时候没有检出不良品,导致产品流通出去。
Report No:
Product Name : (品名)
S1206R-B01Sell Qty : (销货数量)pcs 客诉单号客户
Sample Qty : (抽样数量)统计中Failure Rate :统计中Shipping No. : (销货单号)
异常发生处 :Shipping Date: (销货日期)
处理时效
客诉日期
Date receive by EL:4D回覆日期4D sent out:8D回覆日期8D sent out:第一次修改1st revised:第二次修改2st revised:结束日期Closed by
customer
2019/11/8
2019/11/82019/11/8Defect Domain:Convenor(召集人):
Team Members:
小组成员Defect
Domain:2019/11/8
Completion Date:superintende
nt
2019/11/8D4 DIAGNOSE ROOT
CAUSE(S):真因分析Completion Date:superintende nt
Completion Date:superintende
nt
Completion Date:superintende
nt
2019/11/8Completion Date:superintende
nt
2019/11/8
2019/11/8
2019/11/8
1.现我司针对此USB铁壳变形异常,对制程作业人员进行培训教育,要求后
续生产过程中,如有产品落地立即拣起,并对拣此产品以标准母座进行测
试,预防此变形异常再次发生。
2.流出原因:现已经将客户的最新判断标准纳入制程管控,并将此次客户抱
怨外观异常,在早会时对作业员/检验员进行进行倡导,预防再次流出(现已
完成)。
Closed by:
Date closed:
1.对不良测量数据及实物进行分析,确认为五金壳轻微变形造成.
2.现针对此款,我司制程评估分析确认为,因生产作业过程中,部分产品落
地导致碰压到造成此变形异常。
3.流出原因:从制程生产到出货检验时,检验人员以常规判定,未按照客户
质量要求落实抽检判定,导致有部分不良漏检现象,造成异常流出.D6: IMPLEMENT CORRECTIVE ACTIONS (执行改善对策并验证有效性)此款产品暂未安排生产,待后续生产连续三批追踪产品生产状况.
D7: PREVENT RECURRENCE (系统预防对策)将不良图片做成<<质量通知单>>,并订于<制造规格>后,对作业员进行岗前
倡导,供后续每批生产作业员了解客户反映状况,制程生产作重点确认.
D8: CONGRATULATE (小组确认对策及效果)
分发:□品保部(正本) □研发部 □业务 □资材 □制造 □
流程:品保单位成立「质量异常处理单」→经责任单位会办后→交由品保单位签收并追踪确认结果QE:D2: PROBLEM DESCRIPTION (问题叙述)
USB铁壳变形导致尺寸NG.
D3: CONTAINMENT ACTIONS (紧急对策)1.客户处产品,不良请客人帮忙安排退回重工处理。
2.此款我司暂无库存,制程暂未安生产。
2019/11/8
客户抱怨8D 处理单
D1: ESTABLISH TEAMS (组成小组)<<质量通知单>>
制程现以标准母座进行测试INTERNAL or EXTERNAL (SUPPLIER)IQC IPQC FQC End User 急件(4小时内)速件(1日内) 普通件(3日内)对检验人员进行宣导。