铝箔板型控制
- 格式:pdf
- 大小:380.05 KB
- 文档页数:14
装饰用铝箔的质量控制关键字:转载请注明来源:中铝网随着我国建筑装饰业和房地产业的迅速发展,新兴的建筑装饰材料不断涌现,其中彩涂铝塑板被大量应用,铝箔是其主要的加工用材料。
据考察,作为彩涂装饰材料的0.03-0.08mm铝箔发展迅速,市场潜力巨大。
仅南方某一企业就有11条彩涂生产线,年需求0。
03mmxl 240mm铝箔5 000~8000t;另—企业计划在1-2年内将达到数10条彩涂生产线,年需装饰用铝箔量将达到几万吨,产品除满足国内市场外,部分产品将出口到东南亚。
除以上两家公司外,上规模的铝塑板和彩涂生产企业在全国各地还有很多家,装饰用铝箔市场需求巨大,发展前景广阔。
铝塑复合板装饰材料主要是以美观、耐用为基础,对铝箔的表面、组织、性能、板形等质量有较高的要求。
本文对某公司生产装饰用铝箔的质量控制进行讨论。
1装饰用铝箔的规格、表面质量、板、形、力学性能要求装饰用铝箔的厚度一般为0。
03—0。
08mm,最近有些用户为了降低成本已将铝箔的厚度降至0。
026mm。
成品宽度为1040mm、1 240mm等。
对于复合用铝箔,板形是关键,铝箔板形质量的好坏直接影响复合板的质量。
板形好、表面平整的铝箔与塑料复合时,粘合力较大,复合均匀。
反之,粘合力小,使之局部与塑料复合不上。
作为面板的铝箔,表面色度要均匀、组织应细密。
铝箔的表面带油会严重影响着铝箔的彩徐与复合质量,因此要严格控制成品道次轧制时的铝箔表面带油量。
装饰用铝箔的抗拉强度控制在190N/mm²以上2 铝箔质量控制2.1 铸轧坯料的质量控制2.1.1 合金的选择装饰用铝箔为单零铝箔,为了满足成品的力学与性能要求,必须合理的选择合金的种类。
目前装饰用铝箔的合金牌号主要有1145、1100、8011等,具体成分见表1。
(1)在铸轧坯料的生产过程中,板面经常出现一些纵向的条纹,经冷轧、箔轧至成品后变成了明暗相间的条纹。
用电子探针分析1145铝合金坯料,有条纹处Fe、 Si的质量分数分别为0。
铝板带箔轧机板形控制研究及应用铝板带箔轧机板形控制研究及应用随着现代工业的发展,铝合金材料的需求越来越大。
其中,铝板是一种常用的铝合金材料,广泛应用于航空航天、电子设备、交通运输等领域。
在铝板的生产过程中,铝板带箔轧机起着关键的作用,通过控制板形来保证铝板的质量。
因此,研究铝板带箔轧机板形控制技术具有重要的理论意义和实际应用价值。
铝板带箔轧机板形控制是指在铝板的连续轧制过程中,通过对轧制力的调整和压下辊调整技术,实现铝板平整度的控制。
板形的控制对于提高铝板的成品率、减少生产成本、保证产品质量具有重要意义。
现代铝板带箔轧机通过采用先进的装置和控制系统,实现对板形的精确监测和调整,提高了生产效率和产品质量。
首先,对铝板带箔轧机的板形控制技术进行研究可以帮助我们更好地了解其工作原理和特点。
铝板带箔轧机主要由上下辊和压下辊组成,通过调整辊缝和辊缝形状来控制轧制力,从而实现板形的调整。
研究表明,辊缝形状的设计和调整对于板形的控制非常关键。
合理的辊缝形状能够减小轧制过程中的应力集中,并保证板材在轧制过程中的均匀受力,从而有效地控制板形。
其次,铝板带箔轧机板形控制技术的应用可以提高铝板的生产效率和产品质量。
通过改变轧机辊缝的形状和大小,可以调整轧制过程中的应力分布和板材的变形情况,从而优化板形控制过程。
此外,采用先进的板形监测和调整系统,可以实时监测板材的变形情况,并自动调整辊缝,以保证板形的稳定性和一致性。
这种自动化的板形控制系统不仅提高了生产效率,还可以减少人为因素对板形控制的影响,提高产品质量。
值得注意的是,铝板带箔轧机板形控制技术在实际应用中也面临一些挑战和难题。
例如,在板形控制过程中,板带轧机的温度变化会导致板材的热变形,进而影响板形的控制。
因此,研究铝板的热变形规律,设计合理的冷却系统,以及优化轧机的温度控制系统对于铝板的板形控制技术至关重要。
另外,板形控制技术还需要考虑板材的厚度、硬度和材料的循环变化等因素,以适应不同工艺条件下的生产需求。
箔材板形控制的探索作者:李晓龙来源:《环球市场信息导报》2014年第09期在双零铝箔生产过程中,为了使成品的板型达到用户的使用要求,需要对铝箔板型进行在线调整,并保证表面质量。
该文从铝箔板型在线调整因素出发,通过轧辊膨胀,辊缝、温度控制、冷却液喷射及张力、速度等工艺参数,从而保证了板型质量,能够满足用户使用要求。
本文结合目前箔材生产现状,对箔材板形不良的原因进行了探讨,并从影响板形不良的因素中找出控制板形的方法。
从而采取相应的措施,生产出板面平直合格的箔材产品。
而目前生产的箔材板形平整度较差,经常出现中间松、二肋松的现象,用户在使用过程中容易起皱、报废。
引发质量抗议,造成质量退货。
因此,必须对生产过程中箔材板形的控制手段进行研究,找出影响板形的主要因素并加以控制。
1铝箔轧制的特点在粗轧道次中铝箔轧制与铝合金板材轧制具有一定的共通性,但随着厚度的减薄,轧制压力不再起主要作用,在箔材厚度轧至0.05mm以下后,上下工作辊在空载运转时已经互相压靠,铝箔咬入后,轧件两边的辊面仍处于部分或全部压靠状态,轧辊发生严重的弹性压扁。
此时调整轧制力不能有效改变铝箔的厚度,只能调整铝箔的平整度。
箔材轧制主要依靠速度和张力来调节铝箔厚度,其中速度调节效果尤为显著。
这是因为速度的增加使铝箔与轧辊接触弧上的工艺润滑剂的卷入量增加,润滑状态改善,摩擦系数变小,出口厚度减小。
2箔材板形不良产生的原因轧制过程中轧件轧件在轧辊的作用下发生纵向伸长和横向伸长。
如果轧制时沿宽度方向上各部分的压下量不一样,压下量大的部分纵向延伸就大,压下量小的部分纵向延伸较小。
轻微的内应力就很容易造成箔材产生板形不良的缺陷,如果来料中间或二肋偏厚,就会在轧制过程中产生中间松或二肋松的现象。
严重时,产生中间波浪、二肋波浪等缺陷。
因此对来料的板形有严格的要求。
3轧制过程中影响板形的因素轧机加上载荷后,辊缝会发生变化,操作手应通过有效地控制和调节加载辊缝,来控制板形。
浅谈铝箔轧制中的板形控制黎志勇;杨斌;黄永程【摘要】铝箔轧制作为一种将铝或者铝合金毛坯经平辊冷轧加工制成箔材的工艺,要想全面提高铝箔轧制的工作效率和铝箔产品质量,就必须充分发挥板形控制技术的作用,其是提升箔材成品率和产品质量的重要保障,同时也是完成高速轧制目标的基本前提条件.本文将进一步对铝箔轧制中的板形控制展开分析与探讨.【期刊名称】《南方农机》【年(卷),期】2019(050)005【总页数】2页(P28,30)【关键词】铝箔轧制;板形控制;分段冷却【作者】黎志勇;杨斌;黄永程【作者单位】广东理工学院,广东肇庆526100;广东理工学院,广东肇庆526100;广东理工学院,广东肇庆526100【正文语种】中文【中图分类】TG339随着我国科学技术的不断创新,市场铝箔产品的不断完善,消费者对电解电容器用铝箔的板形提出了更高要求。
如果铝箔轧制中的板形控制水平偏低,将会导致铝箔板形存在各种缺陷,从而影响到产品的整体质量,遭到广大消费者的投诉和退货。
对此,相关工作人员必须高度重视铝箔轧制过程的板形控制作业,要充分掌握了解影响铝箔板形质量的各项因素,合理采取有效改进措施。
1 铝箔轧制中板形缺陷产生分析在铝箔轧制过程中,箔材平直度的好坏往往取决于轧件宽度方向上不同点的纵向延伸是否保持一致,如果产生不均匀的变形,那么相对应的变形体内应力分布也会随之呈现出分布不均匀的情况,促使附加应力的出现,当变形完成后就会滞留在变形体内变成了残余应力。
倘若是变形体内的不同残余应力相互之间作用后无法进行完全抵消,同时还要超过箔材维持箔面刚性平衡的应力水平,那么就会导致铝箔轧制作业过程产生形状失稳的现象,箔面的平直度会受到一定程度的破坏,从而产生各种形状的缺陷[1]。
就比如常见的箔面两边波浪、中间波浪以及局部波浪等形状缺陷。
2 影响铝箔轧制中板形控制的主要因素2.1 液压弯辊在铝箔轧制过程中,液压弯辊是铝箔板形控制的一个关键手段,相关技术人员通过将工作辊弯辊合理设置在工作辊两侧的轴承座内,基于弯辊力的作用下,能够实现对工作辊凸度的科学改变。
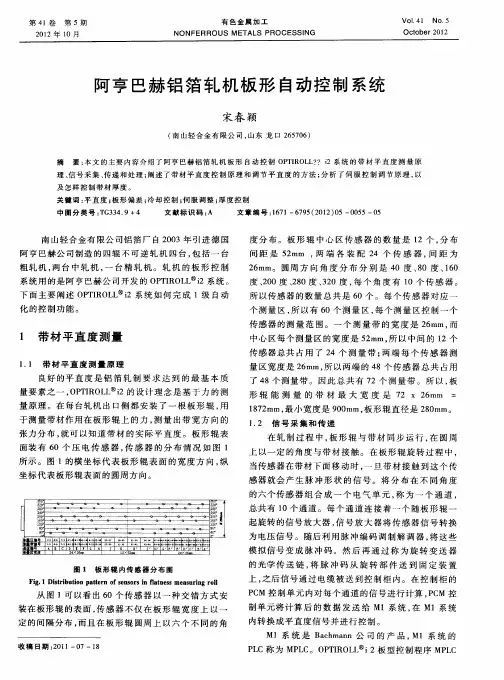
13冶金冶炼M etallurgical smelting铝板带箔轧机板形控制研究分析张 辉中色科技股份有限公司,河南 洛阳 471039摘 要:当前,我国作为世界上最大的金属铝消耗国,在铝及铝合金产品生产技术上取得了一系列的突破。
但我国在高水准、大宽幅、超薄铝型材产品等方面的制造水平,依然与发达国家存在很大的差距,现有的生产水平及能力也难以社会生产需求。
基于国内市场对高质量板带箔材料的需求和现实情况,宽幅、高速系列轧机的成为国内众多铝制品设备厂追求的方向。
铝加工产品厚度控制精度和板形控制能力作为设备的核心指标之一,受到许多技术工作者的关注,对此本文通过对板形控制技术相关内容进行研究,旨在为相关企业技术升级改进提供参考建议。
关键词:铝产品;轧机组;板形控制中图分类号:TG333 文献标识码:A 文章编号:1002-5065(2024)01-0013-3Study and analysis on shape control of Aluminum strip Rolling MillZHANG HuiChina Nonferrous Metals Processing Technology Co.,Ltd.,Luoyang 471039,ChinaAbstract: At present, our country, as the largest consumer of aluminum metals in the world, has made a series of breakthroughs in the production technology of aluminum and aluminum alloy products. However, it is noteworthy that our manufacturing level of high level, wide width, ultra-thin aluminum products and other aspects still has a big gap with developed countries, and existing production level and capacity are difficult to social production demand. Based on the demand and reality of high quality plate and foil materials in domestic market, wide width and high speed series rolling mills have become the pursuit direction of many domestic aluminum equipment factories. As one of the core indicators of equipment, the thickness control precision and shape control ability of aluminum machining products have attracted the attention of many technical workers. In this paper, the relevant content of shape control technology was studied, aiming at providing reference suggestions for the technological upgrading and improvement of related enterprises.Keywords: aluminum products; Rolling mill; Shape control收稿日期:2023-11作者简介:张辉,男,生于1982年,汉族,安徽临泉人,本科,工程师,研究方向:铜和铝板带箔轧机的设计。
箔材轧机板形、SCA控制系统改造可行性报告一、改造的必要性1、现状分析铝箔轧机板形测量和SCA控制系统是箔材生产线的关键设备,轧机的板形测量采用阿亨巴赫公司制造的压电式BFI 辊,控制系统由德国的ABB公司设计;SCA系统控制由多块模拟电路板来实现,投产至今,目前存在的主要问题:(1) 板形测量不准确,现在BFI辊测量环有多个失真,在线测量的板形与出口的实际板形存在较大的差异,特别是靠传动侧始终有二肋产生,不能满足当前对产品质量提高及新产品开发的要求。
(2) 由于板形辊测量环之间密封老化,环与环之间产生间隙和错位,时常造成箔材表面划痕,影响箔材产品的质量和成品率。
(3) 尽管该板形测量和厚控系统的电气控制原理和控制方法较成熟,但是其控制系统的硬件稳定性差,故障率较高,加之SCA系统模拟电路固有的弱点,长期运行后会出现漂移,尤其是板形控制用计算机型号陈旧属淘汰产品,厂家已停止生产,控制元件老化严重,备件无法购买,只能靠库存备件维持,给设备的维护和产品的质量带来严重的影响。
(4) 板型自动倾辊控制如果投入则发生一侧倾斜很大,不能修正,因此板型自动控制系统对倾辊和弯辊未起作用;(5)原SCA控制系统位置传感器是靠自身的弹簧力做回复运动,当有油泥附着时移动过程中会出现迟滞,引起系统误判断倾斜故障导致辊缝打开并且断带停车,使得生产不能连续而且产生废料;,(6)工程技术人员针对板形和厚控系统做了大量的工作,国外专家曾来厂进行检测,明确指出板形辊中有测量环损坏,需要大修理,当时考滤生产情况未实施。
国外厂家答复此类型的板形辊已经淘汰,不再生产,但可以将板型辊整体运到阿亨巴赫用他们回收的旧设备的备件进行大修理,由于当时不可能长时间停产进行大修,最终未能实施。
厂家明确表示,此类设备已完全无备件,无法保证修复的可靠性,被外方拒绝。
邀请阿亨巴赫板形专家来厂指导磨削和对辊中测量元件进行更换调整检测,外方以拆装后的板型辊无更换备件做保障,损坏后无法还原等理由拒绝。
铝箔轧制过程中板形控制方法的探讨陈久霞,费三成,张启芳(丹东伟豪铝业有限公司,辽宁丹东118000)摘要:阐述铝箔轧制中板形缺陷产生的原因和板形控制原理及其方法。
关键词:铝箔;轧制;板形;分段冷却;弯辊中图分类号:TG 33515+8 文献标识码:B 文章编号:1005-4898(2007)06-0031-04收稿日期:2007-08-27作者简介:陈久霞(1967-),女,辽宁朝阳人,大学文化,工程师,从事铝箔加工质量管理。
随着铝箔产品尤其是电解电容器用铝箔向更薄、精度更高的趋势发展,客户对电解电容器用铝箔的板形/平直度的要求更加严格。
板形缺陷轻则会造成客户投诉、退货,重则失掉客户,失掉市场。
可见,在铝箔轧制过程中,板形控制是十分重要的。
1 箔材板形缺陷的产生箔材平直度的好坏取决于轧件宽度方向上各点纵向延伸是否相等,当发生不均匀变形时,变形体内的应力分布也呈不均匀分布,导致附加应力产生,变形结束后留在变形体内形成残余应力。
当变形体内残余应力间的相互作用不能抵消,且超过箔材维持箔面刚性平衡的应力水平时,轧制中的铝箔将发生形状失稳,箔面的平直度遭到破坏,出现诸如中间波浪、两边波浪、单边波浪、或二肋波浪、局部波浪等形状缺陷。
2 影响板形的因素影响铝箔板形的主要因素有:(1)坯料;(2)轧辊凸度及轧辊表面粗糙度;(3)工艺润滑及冷却;(4)液压弯辊;(5)压下量、轧制速度及张力。
下面分别加以分析与探讨。
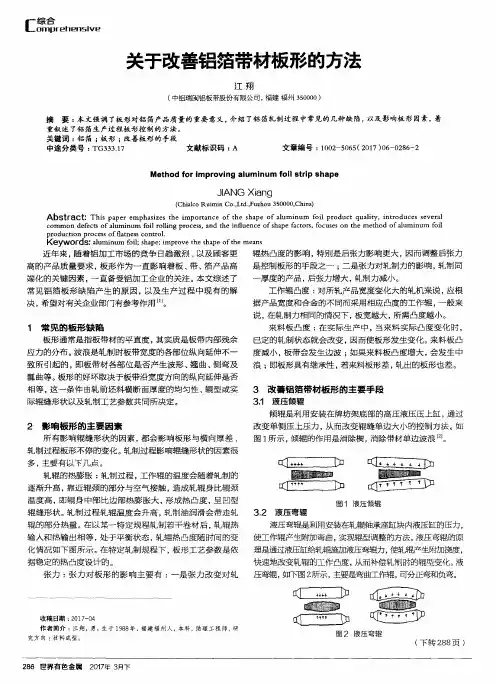
(1)坯料铝箔的板形坯料板形与横向厚差有十分密切的关系,在轧制区内很短的时间内固体铝的流动性有限,铝坯料的不良板形往往会遗传给成品;而坯料的横向厚差不均也会严重影响箔轧产品板形,尤其是热轧坯料,因热轧过程中控制宽展,造成热轧板、带材横向边部厚于中部,产生凹形断面、楔形断面(见图1),如果热轧辊冷却不好时也有凸形断面的情况。
凹形断面的坯料,极易造成箔材两边波浪;楔形断面的坯料极易造成箔材单边波浪;凹形和楔形断面的坯料对箔材板形害处最大。
铝板带箔常见主要缺陷及控制研究摘要:铝板带箔主要指的是铝带、铝板和铝箔,该材料主要应用于电池生产方面,但在使用过程中,极易产生割裂缺陷,影响电池的质量。
基于此,本文通过调查目前铝板带箔常见的主要缺陷,重点研究能够控制铝板带箔常见主要缺陷的策略,以期促进我国电池生产行业健康发展。
关键词:铝板带箔;表面缺陷;组织缺陷引言:在实际的生产过程中,铝板带箔常常会出现各种缺陷,有表面缺陷、组织缺陷以及尺寸形状缺陷等,而这会给后续工作带来极大的困扰。
而铝板带箔常用于变压器和电池方面,这对其质量具有较高的要求。
因此,研究铝板带箔常见主要缺陷和有效的控制方法是十分必要的。
1.研究铝板带箔的常见主要缺陷从目前现状来看,铝板带箔常见的主要缺陷可以按两个方面进行分类,分别是产品品种和缺陷类型。
具体而言,以产品品种为基准对铝板带箔的常见主要缺陷进行分类时,主要分为两种产品类型,一是铝板带,在该产品类型下的铝板带箔,出现的主要常见缺陷有:分层、夹渣、油斑、表面出现气泡、松卷、金属压入、明暗条纹、波浪、热带、黑白条、厚度超标、非金属压入、翘边、毛刺、凹板以及腐蚀等;二是铝箔,在该产品类型下的铝板带箔,出现的主要常见缺陷有:非金属压入、箭头、人字纹、划伤、孔洞、擦伤、针孔、除油不净、起鼓、腐蚀、印痕、表面起泡、油污、碰伤、亮线、裂边、暗面色差、松卷以及气道等。
若按照缺陷类型对铝板带箔的常见主要缺陷进行分类,主要从三个缺陷类型进行,一是与铝板带箔表面有关的缺陷,主要有表面起泡、除油不净、非金属压入、印痕、热带、油斑、油污、亮点、明暗条纹、压过划伤、碰伤、孔洞以及金属压入等;二是与铝板带箔尺寸形状有关的缺陷,主要有:塌卷、波浪、凹板、塔形、燕窝、厚度超标、毛刺、中凸度超标、错层、起棱以及板形不良等;三是与铝板带箔组织性能有关的缺陷,主要有:夹渣、分层、白条、晶粒粗大、性能不合格、黑白条以及气道等[1]。
2.研究控制铝板带箔常见主要缺陷的有效方法2.1避免表面缺陷出现的控制方法铝板带在表面缺陷方面的控制方法:①若是出现热带缺陷,主要是因为铸轧的温度高、速度快,外加冷却强度不足,从而在开展带材出轧作业时未完全凝固。
铝箔轧制中的板形控制板形控制是铝箔轧制中的核心技术,是提高箔材成品率和产品质量的关键操作,也是实现高速轧制的基本条件。
笔者根据从事箔轧多年的实践,谈谈板形控制的原理及方法,供同行参考。
1 箔轧形状缺陷的产生和不平度的描述箔材平直度的好坏取决于轧件宽度方向上各点纵向延伸是否相等。
当发生不均匀变形时,变形体内的应力分布也呈不均匀分布,导致附加应力产生,变形结束后留在变形体内形成残余应力。
当变形体内残余应力间的相互作用不能抵消,且超过箔材维持箔面刚性平衡的应力水平时,轧制中的铝箔将发生形状失稳,出现诸如中间波浪、两边波浪、单边波浪、或二肋波浪等形状缺陷,以松弛不均匀变形产生的残余应力,则箔面的平直度遭到破坏。
由于轧制变形区内变形情况的复杂性,易受外部其他因素的影响而具有很大的随机性,轧件均匀变形的可能性并不大,因此实际生产出的铝箔或多或少都带有一定程度的不平度。
平直度是衡量铝箔质量的重要指标,需要定量描述以界定平直度合格与不合格范围。
目前常用的有两种方法:不平度和相对长度差。
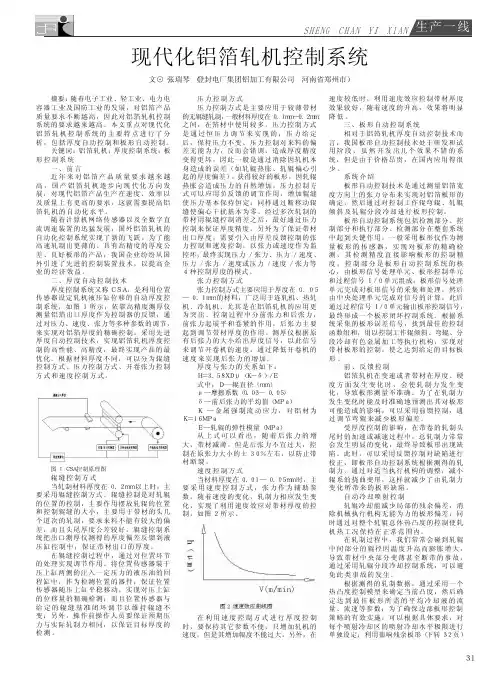
其前提是把板材或箔材轧制中出现的波浪视为正弦波形,如图l所示。
图1 板箔材的波浪度1.1 不平度该方法是取一条纵向试样置于平台上,测定波高、波长。
算出波高与波长比值百分数。
该方法简单易行,但易受被测试样自重影响,波高、波长测量准确性不高,箔材轧制中很少采用。
λ=h/L×100%(1)式中:λ—不平度;h—波高;L—波长。
(1)式中当λ=1%时,波浪就较为明显。
1.2 相对长度差图1曲线部分和直线部分相对长度差由线积分求正弦曲线长度后得出:△L/L=(πh/2L)2(2)式中:△L/L—相对长度差;h—波高;L—波长。
△L/L单位为I。
相对长度差为10-5时为1个I单位,板形的不平度或板形偏差:Σ=105△L/L,Σ单位为I。
该方法是纵向取1 m箔材,沿横向切取宽约20mm的窄条,展开后测量长度方向增量△L,纵向最短的窄条长度(其△L=0)视为L,把△L、L值代入(2)式求出△L/L。
铝箔轧制工艺总结-纯干货版一、概要内容分为:轧制速度、轧制油品、板型控制、断带缺陷、工艺设定。
二、轧制速度轧制速度是铝箔加工提高生产效率、降低生产成本的最好途径。
我公司现有的高速轧机完全符合工艺要求,所以未来随着生产计划量的提升轧制速度提高势在必行。
附表一:以上为与轧制速度有关的工艺设定下面具体到一些参数变化三、轧制油品1、基础油的选择A、馏程➢较短并且较灵活的退火周期(在高温下,具有较高的稳定性能)➢在轧制过程中较宽范围的操作温度(较高轧制速度)➢减少蒸发损失➢较高的闪点(失火的风险较小)(当馏程较小时)B、低粘度➢生产力(高速)➢润滑能力(表面质量,压下量)➢满足于粗轧和精轧机➢产生较少的污迹(表面有铝末)C、油膜阻力好➢防止高压下辊缝中存在的油膜破坏(断带,表面不良诸如人形&振痕,厚度变化,辊印)D、稳定性➢油氧化和油温的稳定性越高,耐久力越好,带材粘连越少,油斑的形成越少2、添加剂的选择A、要求:➢在辊缝中的高抗剪力➢高失效温度➢添加剂馏程与原油交迭➢良好的溶解性➢毒性低、腐蚀性低B、添加剂的特征月桂酸C10 (0-2%); C12(min 98%); C14(0-2%) 月桂酸甲酯 (酯) C10- C12 Wyrol 2 抗氧化Wyrol 4 20% Fatty Acid 脂肪酸 + 80% Nafta Wyrol 6 80% Ester 酯 + 20% NaftaWyrol 8Wyrol 12 70-85% Alcohols 醇 C10-C16 + 15-25% Nafta90 % Alcohol 醇+ 10 % Ester 酯C 、添加剂的选择为适应铝箔轧制以及我们现有的机器设备,需要一个比较合理的添加剂搭配。
➢ 月桂醇建议用于粗轧机和中轧机(非接触式轧制,低抗剪切力,润滑性能较好,但抗剪切力低)(~ 65°C )低失效温度。
大馏程:Wyrol 12: 230 – 330°C ,Wyrol 8 : 230 – 295 °C 。
河南科技2007.5上MATERIALSCIENCE材料科学板形是板带材产品的重要质量指标之一,因此,生产过程中的板形控制是至关重要的问题。
随着HC六辊轧机、VC变凸度轧机的诞生和板形控制技术的发展,实现了板形的高度自动化控制,提高了板形精度。
但是这些轧机投资较大,对于普通轧机必须通过各工艺参数的合理调整以达到有效控制的目的。
我公司技术人员通过多年的实际生产经验逐渐总结出了一系列行之有效的方法。
下面主要探讨用铸轧坯料在Ф380/Ф1050-1800四辊不可逆轧机上板形控制的几个因素。
一、影响铸轧板坯板形的几个因素1.铸轧辊型的影响。
铸轧辊内通有连续的冷却水,带走铝液凝固时散出的热量。
目前国内大部分连铸连轧机采用的是开放式冷却循环系统,水质没有达到软化要求或水中的机械杂质有可能堵塞辊芯的冷却水道,造成铸轧辊横断面上冷却强度不均匀,从而影响铸轧坯料横向板差(如图1所示)。
因此,在铸轧生产中,在保证铸轧辊装配精度和车磨精度的同时,要尽可能采用密闭的软化冷却水系统,以避免辊芯堵塞而影响板形。
图1铸轧辊水道堵塞2.铸轧辊套和辊芯的配合间隙不均匀。
机械加工精度低或在使用过程中的辊芯腐蚀都会造成其间隙不均匀,从而使冷却不均匀,这种情况下要脱套堆焊辊芯。
3.铸轧辊轴承间隙要适中,一般控制在0.3~0.35mm,若间隙过小,影响轴承使用寿命,若间隙过大则会影响到铸轧坯的纵向板差。
4.铸咀口腔开口度和咀唇厚度要尽可能均匀。
对于水平式连铸连轧机,在安装铸咀时压板受力要均匀一致,以保证铸造区内横断面上坯料厚度一致。
5.立板前保持一定的预应力,以消除牌坊的弹性变形。
预应力的设定一般为额定轧制压力的三分之二。
6.驱动侧和操作侧的轧制压力。
通过一定范围内的压力调整可使铸轧板坯横向厚差控制在规定的范围,从而保证板形的有利控制,对不同轧机和不同规格牌号的产品,轧制压力的大小对铸轧板坯的厚度影响不同。
7.张力。
适当的张力可以在一定程度上对板形进行张力矫平,减轻粘辊现象并改善板形。