摩托车曲轴箱油道孔钻铰加工专用夹具设计
- 格式:pdf
- 大小:229.51 KB
- 文档页数:3

1 绪论1.1 设计目的及意义1.1.1 设计目的车轮由专业厂家生产,专业化程度很高,制造工艺也日趋成熟,建立车轮数控加工工艺的技术对提高车轮专业化制造水平有重要理论意义和应用价值。
通过对车轮结构进行三维造型,初步建立一个使用方便,安全可靠的车轮加工过程。
1.1.2 设计意义众所周知,轮对是车辆走行部分中最重要的部件之一,是由车轴和车轮通过过盈联接组合而成的,轮对的作用是:车辆全部重量通过轮对施加在钢轨上;通过车轮与钢轨的粘着产生制动力;通过轮对滚动使车辆前进。
因此轮对中的车轴和车轮承受了车辆的全部重量,在车辆的运行过程中起关键性的作用。
它的质量好坏直接影响车辆的行车安全。
随着车辆向高速重载方向发展,车辆的安全问题也日渐成为人们关心的话题。
轮对中的车轴是重要且关键的零件之一,可以说是重中之重。
作用在车轴上的载荷有车辆自重和附加的动态载荷;由车体经空气弹簧传导到构架,再由构架传导到轴箱弹簧装置,然后传导轴颈,轮毂,最后传导到钢轨上。
随着列车运行速度的提高,运行安全性显得越来越重要。
1.2 选题的背景与来源旧中国铁路建设,不仅数量少、质量低,而且布局不合理,大部分在沿海地区,西南西北地区几乎没有铁路。
由于各条铁路在管理上各自为政,限制了铁路运输能力的发挥。
新中国成立后,中国人民政府成立了铁道部,统一管理全国铁路,组织了桥梁和线路恢复工程,并大力修建新铁路,以保证日益增长的运输需要。
在三年经济恢复时期(1949—1952年),相继完成了成渝、天兰铁路的铺轨通车任务。
接着又动工新建兰新、宝成、丰沙。
至1958年,恢复旧有铁路1994公里,新建及修复第二线铁路共1337公里,14个铁路枢纽得到改善和加强。
由于武汉长江大桥的建成,北京至广州铁路全线贯通,全国铁路营业里程(不含地方铁路及企业专用线)增加到26708公里。
随着我国铁路事业的大力发展,对铁路车轮的需求量加大,同时对车轮的各项性能也提出来更高的要求。
曲轴箱体钻孔夹具设计说明书(总14页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除目录摘要绪论 (1)1、零件的分析 (2)、零件的作用 (2)、零件的技术要求 (2)、加工工艺过程 (2)、确定各表面加工方案 (3)、确定定位基准 (3)、工艺路线的拟订 (5)2、确定毛坯、画毛坯—零件合图 (10)、确定毛胚的制造形式及材料 (10)、机械加工余量、工序尺寸及毛坯尺寸的确定 (10)、选择加工设备及刀、夹、量具 (15)3、夹具设计 (16)、定位基准的选择 (16)、定位元件 (16)、切削力及夹紧力的计算 (16)小结 (20)致谢 (21)参考文献 (22)摘要BW150注浆泵是一种三缸往复单作用活塞泵,可以换八种不同压力和流量,用于地质岩心钻探工程中向钻孔输送洗液或用于中低压力、水泥浆灌注,本泵多档变速变量、节省能源、解构紧凑、体重轻、效率高和操作安全方便等。
该泵主要用于地质勘探、地质工程施工配套及地质处理低、中压注浆泵等。
曲轴箱作为泥浆泵的重要组成部分,其加工精度对泥浆泵的工作效率起到至关重要的影响。
左右断面上曲轴孔与齿轮传递轴孔的加工与前端面上三个活塞孔的加工是本次零件加工的重点。
该论文完成注浆泵曲轴箱的机械加工工艺及装夹设计,内容主要包括介绍主要装置的性能、规格、型号及技术数据,绘出相关图形和表格;用原始数据以及相关公式进行计算,并根据计算结果确定应选用对应的加工方式和夹具,对实验中所用到的资料进行归纳、分析和判断;提出自己的结论和见解。
关键字:曲轴箱,加工工艺,选择设备与刀具,夹具设计绪论加工工艺及夹具毕业设计是在学完了机械制造工艺学和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。
这次设计使我们能综合运用机械制造工艺学中的基本理论,并结合生产实习中学到的实践知识。
独立地分析和解决工艺问题,初步具备了设计一个中等复杂程度零件(泥浆泵曲轴箱体)的工艺规程的能力和运用夹具设计的基本原理和方法,拟定夹具设计方案,完成夹具结构设计的能力,也是熟悉和运用有关手册、图表等技术资料及编写技术文件等基本技能的一次实践机会,为未来从事的工作打下良好的基础。
毕业设计(论文)(__08_届)设计(论文)题目曲轴加工工艺及双面钻削阶梯孔夹具设计系部机械与电子工程系班级08机制一班学生姓名徐涛涛指导教师杨丽二零一零年六月十日摘要:随着社会的快速向前发展,人们的生活水平不断提高,人们对汽车的性能的需求也越来越高。
其中汽车的动力性、安全性和排放性能己成为人们关心的主要内容。
除了拥有先进的设计结构外,汽车各个零部件的加工质量也发挥着至关重要的作用。
作为汽车的核心部件,发动机的零部件的加工质量是整个汽车加工的基础。
曲轴是内燃机的主要零部件之一,负责将活塞往复运动转变为旋转运动,承受着复杂的交变应力,直接影响着内燃机的寿命,而设计的先进性和加工工艺的合理性是提高曲轴寿命、保证内燃机正常运转的重要保证。
本文针对常州柴油机厂S195型柴油机曲轴加工工艺的设计,对曲轴加工中较为重要的工序进行了研究,并完成双面钻削阶梯孔夹具的设计。
设计说明书1份,外文资料及翻译各一份。
在这次毕业设计过程中,我受到了唐建新老师的悉心指导,感到受益颇多,在此表示感谢!关键词:曲轴工艺设计夹具Abstract:With the quick forward development of society,the livings tandard of people is constantly raised, and the requirement to the various capabilities of automobile of people is also more and more higher.Among them motive force and safe nature of automobile and emission capability have become the major content that people are concerned about.Except possesses the design structure of first-in, the process quality of each parts of automobile is also giving play to the most importance effect.As the main parts of automobile,the p rocess quality of the parts of engine is the foundation of whole automobile process.Crankshaft is one of the main parts of intenralc ombustione ngine,which is in charge of converting position back and forth movement into rotating movment ,undergoing complicated interaction stress,afecting the life of internal combustion engine drictly,the advanced design and the resonable manufacturing process technology are most important surport to improve the life of crankshaft and keep the engine in normal position. This dissertation takes the design of manufacturing process of S195 series crankshaft of the Factory Changzhou Diesel Engine for example,doing sone reserch on the most important processes of Crankshaft processing, and completed the design of the fixture on drilling hole. The graduate design drawings, including five (one of which CAD drawings), machining process cards 1, machining processes card five, design brochures 1, information and foreign language translation, and an. The graduation in the design process, I was a teacher's careful guidance of HE Qing, is quite a lot of benefit, and expressed thanks for this!Keywords: crankshaft; design; process; fixture目录1 绪论 (5)1.1 选题背景及课题来源 (5)1.2 本课题研究设计内容 (5)2 零件分析 (6)2.1 曲轴类零件分析 (6)2.2 曲轴零件的结构特点 (7)2.3 曲轴的技术要求 (8)2.4 曲轴的加工要求 (8)2.5 零件加工过程中特点与难度分析 (8)3 曲轴工艺规程制定 (10)3.1S195——05006曲轴材料及毛坯的选择 (10)3.2 生产类型及其工艺特点 (10)3.3 定位基准的选择 (11)3.4 工艺规程的拟订和主要工序 (13)3.5 加工余量、切削用量、工序尺寸及毛坯尺寸的确定 (18)3.6 主要工序切削用量 (20)4 钻阶梯孔夹具设计 (23)4.1. 组合机床专用夹具的特点 (23)4.2 工件定位方法及定位元件 (23)4.3 被加工零件工序图 (25)4.4 钻阶梯孔夹具的定位支承系统 (26)4.5 夹紧机构系统的确定 (28)4.6 绘制夹具装配图 (29)参考文献 (33)致谢:................................................................................................................... 错误!未定义书签。
雅马哈摩托车1E52FM右曲轴箱加工工艺及夹具设计1 引言毕业设计是在我们学完了大学的全部基础课及全部专业课之后进行的,它是对我们在大学这四年中一次综合的检验。
本次我所做的毕业设计的题目是1E52FM右曲轴箱加工工艺及夹具设计。
上学期末,我们已经为本次设计做了开题报告,本学期所做的是本次设计的核心:编制加工工艺和为某道工序设计夹具。
按照毕业设计任务书的要求,本次毕业设计将完成不少于1.5万字的设计计算说明书、一套气动夹具的装配总图和不少于5张的零件图等。
机械加工工艺规程是规定零件制造工艺过程和操作方法等的工艺方法。
它是根据加工对象的具体情况和实际的生产条件,采用合理的加工方法和过程,按规定的形式制定的。
夹具是机床与工件之间的连接装置,使工件相对于机床或刀具获得正确位置。
机床夹具的好坏将直接影响工件加工表面的位置精度,所以机床夹具设计是装备设计中的一项重要工作,是加工过程中最活跃的因素之一。
1E52FM是摩托车内燃机的型号,这种内燃机为单缸二冲程发动机,汽缸直径为52mm,冷却方式为风冷,以汽油为燃料。
发动机除二冲程外还有四冲程的。
它们之间主要区别是:二冲程发动机曲柄旋转一圈,发动机燃烧做功一次,即曲柄旋转一圈完成一个工作循环。
而四冲程发动机曲柄旋转两圈完成一个工作循环。
由于本次毕业设计主要是针对二冲程,故四冲程的不再赘述[1]。
二冲程发动机具有体积小,排放高,结构简单,制造、维修方便,价格便宜等特点。
但是随着社会的发展,燃油消费税迟早要实施,再加上人们的环境保护意识逐渐加强,各地政府有关摩托车方面的政策(如禁止二冲程摩托车上路、限制摩托车排放)相继出台。
所以许多摩托车已不再使用二冲程发动机了。
可是二冲程摩托车也因其升功率大,价格便宜,在越野车、赛车等特种用途摩托车方面被广泛应用[2]。
2 零件的工艺分析此零件是薄壁、空腔、多孔的形状复杂的零件。
主要加工面是正反面及若干孔和螺纹孔(如图1.1)。
总的来说,这个零件的复杂的程度很高,现分析如下:图1.12.1 加工表面C这一组加工表面包括:表面C ,尺寸为Φ14H8(027.00+)的通孔,尺寸Φ22N7(007.0028.0--)的孔及其倒角和锪平,尺寸Φ14R7(025.0050.0--)的孔及其倒角,尺寸为Φ52R7(03.006.0--)的孔及其倒角,尺寸为Φ12H7(018.00)的孔,还有腔体内11个M6-6H 的螺纹孔,2个尺寸为Φ8.5的通孔及由Φ12H7(018.00)和M6-H6组成的组合孔。

1 引言毕业设计是在我们学完了大学的全部基础课及全部专业课之后进行的,它是对我们在大学这四年中一次综合的检验。
本次我所做的毕业设计的题目是1E52FM右曲轴箱加工工艺及夹具设计。
上学期末,我们已经为本次设计做了开题报告,本学期所做的是本次设计的核心:编制加工工艺和为某道工序设计夹具。
按照毕业设计任务书的要求,本次毕业设计将完成不少于1.5万字的设计计算说明书、一套气动夹具的装配总图和不少于5张的零件图等。
机械加工工艺规程是规定零件制造工艺过程和操作方法等的工艺方法。
它是根据加工对象的具体情况和实际的生产条件,采用合理的加工方法和过程,按规定的形式制定的。
夹具是机床与工件之间的连接装置,使工件相对于机床或刀具获得正确位置。
机床夹具的好坏将直接影响工件加工表面的位置精度,所以机床夹具设计是装备设计中的一项重要工作,是加工过程中最活跃的因素之一。
1E52FM是摩托车内燃机的型号,这种内燃机为单缸二冲程发动机,汽缸直径为52mm,冷却方式为风冷,以汽油为燃料。
发动机除二冲程外还有四冲程的。
它们之间主要区别是:二冲程发动机曲柄旋转一圈,发动机燃烧做功一次,即曲柄旋转一圈完成一个工作循环。
而四冲程发动机曲柄旋转两圈完成一个工作循环。
由于本次毕业设计主要是针对二冲程,故四冲程的不再赘述[1]。
二冲程发动机具有体积小,排放高,结构简单,制造、维修方便,价格便宜等特点。
但是随着社会的发展,燃油消费税迟早要实施,再加上人们的环境保护意识逐渐加强,各地政府有关摩托车方面的政策(如禁止二冲程摩托车上路、限制摩托车排放)相继出台。
所以许多摩托车已不再使用二冲程发动机了。
可是二冲程摩托车也因其升功率大,价格便宜,在越野车、赛车等特种用途摩托车方面被广泛应用[2]。
2 零件的工艺分析 此零件是薄壁、空腔、多孔的形状复杂的零件。
主要加工面是正反面及若干孔和螺纹孔(如图1.1)。
总的来说,这个零件的复杂的程度很高,现分析如下:图1.12.1 加工表面C这一组加工表面包括:表面C ,尺寸为Φ14H8(027.00+)的通孔,尺寸Φ22N7(007.0028.0--)的孔及其倒角和锪平,尺寸Φ14R7(025.0050.0--)的孔及其倒角,尺寸为Φ52R7(03.006.0--)的孔及其倒角,尺寸为Φ12H7(018.00)的孔,还有腔体内11个M6-6H 的螺纹孔,2个尺寸为Φ8.5的通孔及由Φ12H7(018.00)和M6-H6组成的组合孔。
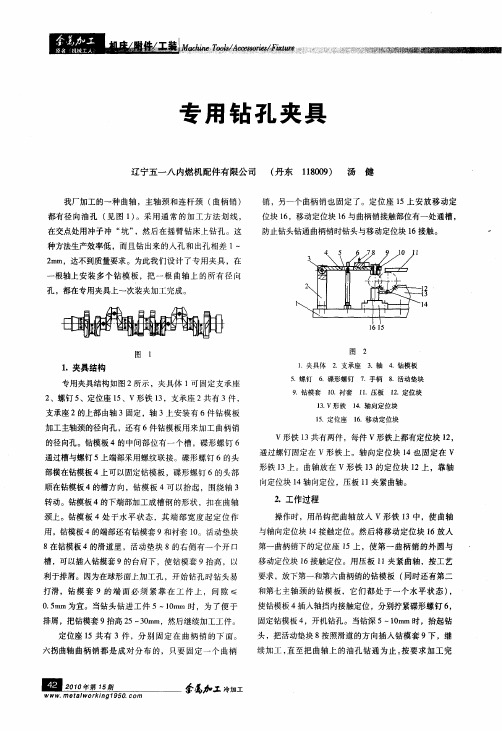
图1 内轮毂零件图2 旧钻模图3 磨损严重的钻模实样
2019年第12期
冷加工
止因为装夹而引起内孔划伤。
在本文的实例中内孔的最终尺寸为φ70.20m m ,φ70m m 为工艺尺寸。
②模芯外圆和工件内孔、模芯和底板3之间要选用合理的配合间隙。
定位销采用菱形销,可以补偿贯穿孔在加工中的位置误差。
③在普通台钻上钻孔时夹具可以不加以固定,但是在数控机床及自动化设备上钻孔时一定要固定夹具,防止出现不可预见的意外。
④在即将钻穿时要适当降
低进给速度,防止因为钻头的单边切削而卡钻头损坏工艺系统。
5. 结语本文通过实例设计出一款较图4 夹具装配爆炸图—螺栓 2—开口垫片 3、7—底板 4—工件 5—模芯 6—定位销图5 在普通台钻上使用夹具钻孔的实况图6 在数控设备上使用夹具钻孔为先进的用以加工内孔油道孔的钻夹具。
该夹具通过在公司实际生产中的应用证明:生产效率提高了50%左右、产品质量稳定、大大降低了工人的劳动强度及技
能要求。
该夹具可以适用于普通设备也可用于数控及自动化设备。
该夹具除适用于文中的内轮毂外,也可以作为所有有类似结
构零件的夹具设计范本。
参考文献:
[1] 陈宏钧.机械加工工艺设计员手册[M].北京:机械工业出版
社,2009.(收稿日期:20190918)。
雅马哈摩托车左曲轴箱盖工艺及气动夹具设计1引言机械制造工业是国民经济最重要的部门之一,是一个国家或地区经济发展的支柱产业,其发展水平标志着该国家或地区的经济实力、科技水平和国防实力。
机械制造业的生产能力和发展水平标志着该国家或地区国民经济现代化的程度而机械制造的生产能力主要取决于机械制造装备的先进程度,产品的性能和质量的好坏则取决于它的机械制造业的基础,是生产高科技产品的保障。
随着科学技术的进步和发展,加之市场需求的变化多端,为适应机械工业更快的发展,机床夹具的设计与制造技术也必须与时俱进。
本次毕业设计制定了雅马哈摩托车发动机左曲轴箱盖的加工中心工艺及夹具设计,通过对左曲轴箱盖结构分析及所学相关知识对其加工工艺进行分析和夹具的设计[1]。
1.1 机械行业的现状机械行业是一个国家的支柱性产业之一,在国民经济中占有重要地位。
近几年来,我国机械行业的快速发展主要归功于中国重化工业进程的快速推进,我国宏观经济的持续高速发展和良好的世界经济环境,国家振兴装备制造业的产业政策以及世界机械产业的转移。
机械工业是国民经济的装备产业,是科学技术物化的基础,是高新技术产业化的载体,是国防建设的基础工业,也是为提高人民生活质量提供消费类机电产品的行业。
机械工业具有产业关联度高,需求弹性大,对经济增长带动促进作用强,对国家积累和社会就业贡献大等特点。
各工业化国家经济发展的历程表明,没有强大的装备制造业,就不可能实现国民经济的工业化、现代化和信息化。
目前装备制造业发展滞后是制约我国经济发展和产业升级的重要因素,加大结构调整力度,推进机械工业持续、健康、稳定发展,对于转变经济增长方式,提高国民经济整体素质,增强我国经济的国际竞争力,保障国防安全等都具有重要而深远的意义[2]。
1.2 机械行业的发展前景由于当前国内外宏观经济环境比较严峻,所以今年的金融危机对机械工业的影响已经并将继续显现;宏观经济政策已转变为努力扩大内需、确保经济平稳较快增长,经济运行环境趋紧的局面有望松动。
第一节机床夹具设计的基本要求和一般步骤一、对专用夹具的基本要求1.保证工件的加工精度专用夹具应有合理的定位方案,标注合适的尺寸、公差和技术要求,并进行必要的精度分析,确保夹具能满足工件的加工精度要求。
2.提高生产效率应根据工件生产批量的大小设计不同复杂程度的高效夹具,以缩短辅助时间,提高生产效率。
3.工艺性好专用夹具的结构应简单、合理,便于加工、装配、检验和维修。
专用夹具的制造属于单件生产。
当最终精度由调整或修配保证时,夹具上应设置调整或修配结构,如设置适当的调整间隙,采用可修磨的垫片等。
4.使用性好专用夹具的操作应简便、省力、安全可靠,排屑应方便,必要时可设置排屑结构。
5.经济性好除考虑专用夹具本身结构简单、标准化程度高、成本低廉外。
还应根据生产纲领对夹具方案进行必要的经济分析,以提高夹具在生产中的经济效益。
二、专用夹具设计步骤1.明确设计任务与收集设计资料夹具设计的第一步是在已知生产纲领的前提下,研究被加工零件的零件图、工序图、工艺规程和设计任务书,对工件进行工艺分析。
其内容主要是了解工件的结构特点、材料;确定本工序的加工表面、加工要求、加工余量、定位基准和夹紧表面及所用的机床、刀具、量具等。
其次是根据设计任务收集有关资料,如机床的技术参数,夹具零部件的国家标准、部颁标准和厂订标准,各类夹具图册、夹具设计手册等,还可收集一些同类夹具的设计图样,并了解该厂的工装制造水平,以供参考。
2.拟订夹具结构方案与绘制夹具草图1)确定工件的定位方案,设计定位装置。
2)确定工件的夹紧方案,设计夹紧装置。
3)确定对刀或导向方案,设计对刀或导向装置。
4)确定夹具与机床的连接方式,设计连接元件及安装基面。
5)确定和设计其它装置及元件的结构形式。
如分度装置、预定位装置及吊装元件等。
6) 确定夹具体的结构形式及夹具在机床上的安装方式。
7) 绘制夹具草图,并标注尺寸、公差及技术要求。
1. 进行必要的分析计算工件的加工精度较高时,应进行工件加工精度分析。