加工轴类零件专用夹具设计
- 格式:pdf
- 大小:2.41 MB
- 文档页数:2
轴类零件加工工艺及夹具设计摘要轴类零件属于机器零件最为典型的零件之一。
轴类零件在机械运转过程中主要作为支撑齿轮.凸轮以及机械连杆等的传动部件,按照轴类零件结构可以将轴类零件划分为:阶梯轴,空心轴以及锥度心轴等,我们根据轴长径的长度又可以将轴划分为短轴和长轴,其中长径小于5的被称为短轴,长径大于20的被称为细长轴,一般情况下我们见到的轴都是介于这两者之间的,轴通过轴承来实现对轴的支撑,其中和轴承配合的轴断我们称之为轴颈。
轴以轴颈作为其装配的基准,因此对于它们的精度和质量要求非常高。
我们依据零件的结构种类以及零件的所具有的功能,然后根据定位夹紧的理论知识来完成夹具的设计。
关键词轴类零件;加工工艺;夹具设计目录1.轴类零件加工技术要求的分析 (1)1.1轴类零件的尺寸精度 (1)1.2轴类零件的几何形状精度 (1)1.3轴类零件的相互位置的精度 (1)1.4轴类零件的表面租糙度 (1)2.轴类零件加工的要求与工艺分析 (1)2.1加工工艺规程的特点分析 (1)2.2加工技术要求的分析 (2)3. 夹具的分类 (2)3. 1按应用范围分类 (2)3.2按使用机床分类 (3)3.3按夹具动力源分类 (4)4.关于铣床夹具设计特点的分析 (4)1.轴类零件加工技术要求的分析1.1轴类零件的尺寸精度在选择起支撑作用的轴颈时我们一般会选用精度较高的(IT5~IT7)。
而选择用于装配传动件的轴颈一般选用精度要求较低的(IT6~IT9)。
1.2轴类零件的几何形状精度轴类零件的几何形状精度主要指的是轴颈、外锥面等轴型的圆度和圆柱度等,对于正常的轴类零件来说,都要将其公差保持在尺寸的公差允许范围内。
针对那些对其几何精度要求较高的内外圆的表面,必须在图纸中明确表明其有效的误差范围。
1.3轴类零件的相互位置的精度对于轴类零件的位置精度来说,其位置精度的具体要求主要取决于该轴在机械中所处的位置和其所实现的功能。
一般情况下,轴类零件的精度必须要满足装配传动件的轴颈对支撑轴颈的同轴度的需要,如果没有满足这一需要则会导致传动齿轮之间的磨合误差,影响机械的传动效果。
轴类零件的加工工艺分析及夹具设计论文摘要:本论文主要研究了轴类零件的加工工艺分析及夹具设计。
通过对轴类零件的特点进行分析,提出了适合轴类零件加工的工艺流程,并给出了一种有效的夹具设计方案。
实验证明,该工艺流程和夹具设计方案能够大大提高轴类零件的加工效率和质量。
1. 引言轴类零件是机械中常用的零件之一,广泛应用于汽车、机械、航空等领域。
由于轴类零件长且细,加工难度较大,对加工工艺和夹具设计提出了新的要求。
2. 轴类零件加工工艺分析2.1 轴类零件特点分析轴类零件具有长、细、对称等特点,加工过程中易产生变形和振动。
这些特点使得轴类零件的加工过程较为困难,需要采用适当的工艺方法来解决这些问题。
2.2 轴类零件加工流程分析根据轴类零件的特点,我们提出了一种加工流程。
该流程分为粗加工、精加工和表面处理三个阶段。
粗加工阶段主要进行外形修整和粗留余量的加工;精加工阶段采用滚刀进行细加工,以提高加工质量和表面光洁度;表面处理阶段主要进行抛光和涂漆等表面处理操作。
3. 轴类零件夹具设计3.1 夹具设计原则根据轴类零件的特点和加工流程,夹具设计应遵循以下原则:(1)稳定性原则:夹具应能够牢固固定轴类零件,防止产生振动和变形。
(2)可调性原则:夹具设计应能够根据不同的轴类零件进行调整,满足加工要求。
(3)易操作性原则:夹具应设计成易于操作和安装的形式,提高工人的工作效率。
3.2 夹具设计方案根据夹具设计原则和轴类零件的特点,本文提出了一种夹具设计方案。
该方案采用了中心定位夹具和两个侧面固定夹具的结构,能够稳定地固定轴类零件并保证加工精度。
4. 实验结果与分析通过对轴类零件的加工工艺分析及夹具设计方案的实验,比较了不同加工工艺和夹具设计方案对加工质量和效率的影响。
实验结果表明,本文提出的加工工艺流程和夹具设计方案能够显著提高轴类零件的加工效率和质量。
5. 结论本论文通过对轴类零件加工工艺分析及夹具设计的研究,提出了一种适合轴类零件加工的工艺流程和夹具设计方案。
成绩_________ 机械制造技术课程设计题目轴套零件的机械加工工艺规程和夹具设计院(系)机械与汽车工程学院班级机制学生姓名学号指导教师二○一五年六月轴套零件的机械加工工艺规程和夹具设计摘要:本设计是基于轴套零件的加工工艺规程及一些工序的专用夹具设计。
轴套零件的主要加工表面是外圆及孔系。
一般来说,保证平面的加工精度要比保证孔系的加工精度容易。
因此,本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。
主要加工工序安排是先以孔系定位加工出平面,在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。
夹具选用专用夹具,夹紧方式多选用手动夹紧,夹紧可靠,机构可以不必自锁。
因此生产效率较高。
适用于大批量、流水线上加工。
能够满足设计要求。
关键词:轴套类零件,加工工艺,专用夹具,设计目录第一章零件的分析 (1)1.1零件的作用 (1)1.2零件的工艺分析 (1)1.3零件生产类型的选择 (1)第二章确定毛坯类型绘制毛坯简图 (2)2.1选择毛坯 (2)2.2确定毛坯的尺寸公差和加工余量 (2)2.3绘制毛坯-零件合图 (2)第三章工艺过程设计 (2)3.1定位基准的选择 (2)3.2零件各表面加工方法的选择 (3)3.3加工阶段的划分 (3)3.4工序顺序安排 (3)3.5热处理工序及辅助工序的安排 (4)3.6确定总的工艺路线 (4)3.7工艺装备的选择 (5)第四章xxx机械加工工序设计 (5)4.1 工序简图的绘制 (5)4.2工序余量的确定 (6)4.3工序尺寸的确定 (6)4.4切削用量的确定 (6)4.5时间定额估算 (8)第五章 xxx 专用夹具设计 (8)5.1 夹具设计任务 (8)5.2 拟订钻床夹具结构方案与绘制夹具草图 (9)5.3 绘制夹具装配总图 (10)5.4 夹具装配图上标注尺寸、配合和技术要求 (10)5.5 夹具专用零件图设计绘制 (10)第六章 设计小结 (10)参考文献 (11)第一章 零件的分析1.1零件的作用题目给出的零件是轴套。
毕业设计说明书课题:轴套零件的加工工艺规程及夹具设计专业:班级:姓名:学号:指导老师:陕西国防工业职业技术学院二O一一届毕业设计(论文)任务书专业:数控技术班级:数控姓名:学号:一、设计题目(附图):轴套零件机械加工工艺规程制订及第25 工序工艺装备设计。
二、设计条件:l、零件图;2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择:1)、毛坯类型;2)、余量确定;3)、毛坯图。
3、机械加工工艺路线确定:1)、加工方案分析及确定;2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定:确定每道工序切削用量及工时定额。
7、工艺文件制订:1)、编写工艺设计说明书;2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计:1)、工序图分析;2)、定位方案确定;3)、定位误差计算;4)、夹具总装图绘制。
9、刀具、量具没计。
(绘制刀具量具工作图)10、某工序数控编程程序设计。
四、上交资料(除资料2使用标准A3手写外,其余电子文稿指导教师审核后,打印上交)1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写)2、工艺文件一套(含工艺过程卡片、每一道工序的工序卡片,工序附图);3、机床夹具设计说明书一份;(按统一格式撰写)4、夹具总装图一张(打印图纸);零件图两张以上(A4图纸);5、刀量具设计说明书一份;(按统一格式撰写)6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
7、数控编程程序说明书五、起止日期:2010年月日一2010年月日(共8周)六、指导教师:七、审核批准:教研室主任:系主任:年月日八、设计评语:九、设计成绩:年月日本文主要介绍轴套零件的机械加工工艺过程,首先通过对该其零件图纸进行分析,再确定其加工工艺,选择合理的设备及工艺装备,并制定出合理的工艺路线,选择合理的刀具、切削用量等,其次设计钻两斜孔的钻孔夹具、专用刀具、专用量具等,最终制定并填写机械加工工艺卡片和机械加工工序卡片。
轴承座零件加工工艺规程及专用夹具摘要:本文是有关轴承座工艺规程的说明和机床夹具设计方法的具体阐述。
轴承座是变速器中的主要外部零件,其主要作用是实现变速器中的传动作用。
在设计轴承座机械加工工艺过程时要合理选择机床加工设备,专用夹具的设计以及相应的加工刀具,进给量,切削速度等用来提高加工精度,保证其加工质量。
关键词:机械加工、工艺规程、专用夹具、轴承座一、前言对于零件的工艺安排、夹具设计是机械加工行业都应掌握的最基本的知识。
这些内容对于机械加工起着致关重要的作用。
零件加工质量的好坏、成本的高低,都是这些内容的直接反映。
这次的设计主要内容是针对BW-150系列注浆泵(泥浆泵)中的轴承座零件。
整个加工过程中涉及到加工余量的控制、工艺路线的确定、机床夹具定位和夹紧装置的设计、机械加工刀具、缩短加工时间提高效率的方法以及专用夹具体的设计等内容。
通过这次设计对以往的经验进行总结,是对从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,同时发现自己在专业知识方面的不足,有针对性的学习其中的不足,为今后的工作打下一个良好的基础。
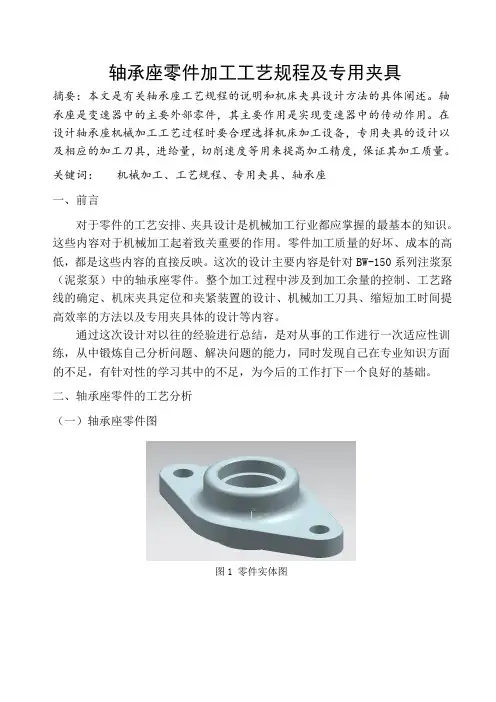
二、轴承座零件的工艺分析(一)轴承座零件图图1 零件实体图图2 零件CAD图该图为BW-150系列注浆泵(泥浆泵)中的轴承座,通过对各部分零件的加工,最后组装成一台实用的泥浆泵,BW-150注浆泵是一种卧式三缸往复单作用活塞泵,可以换八种不同压力和流量,用于地质岩心钻探工程中向钻孔输送冲洗液(泥浆、清水、皂化液),适合1500米内小口径金刚石钻探配套,也可以用于中低压力、水泥浆灌注。
如下图所示:图3 泥浆泵(二)轴承座的工艺分析及生产类型的确定1、零件的作用该轴承座是用来支撑轴的部件,轴承安装于轴承座内,作为转动部件,上紧定螺丝,以达到内圈周向、轴向固定的目的,但因为内圈内孔是间隙配合,一般只用于轻载、无冲击的场合。
2、零件毛胚零件材料为HT150,铸件毛坯。
选用铸件尺寸公差等级为IT7,各加工面都有均匀的余量3mm,这对提高生产率,保证产品质量有帮助。
轴零件的机械加工工艺规程及夹具设计一、轴零件的机械加工工艺规程1.材料准备:轴零件的材料通常选择优质的钢材或铸铁材料,需要根据轴零件的使用要求和工艺特点来选择合适的材料。
2.工艺路线确定:根据轴零件的形状、结构和加工要求,确定合适的工艺路线,包括车削、铣削、钻孔等加工工序的顺序和方法。
3.加工设备选择:根据轴零件的尺寸、形状和工艺要求,选择合适的加工设备,包括车床、铣床、钻床等。
4.工艺参数确定:根据轴零件的材料和加工要求,确定合适的切削速度、进给量和切削深度等工艺参数。
5.工艺操作规范:对于每个加工工序,制定相应的工艺操作规范,包括操作顺序、刀具安装、夹具装夹和加工顺序等。
6.质量检验要求:确定轴零件的质量检验要求和方法,包括尺寸偏差、表面粗糙度、硬度等指标的检验。
7.工艺文件编制:将以上所有内容整理成工艺文件,包括工艺路线图、刀具配套表、工艺操作规程和质量检验记录表等。
二、夹具设计夹具是机械加工中用来固定工件、定位和保持工件位置的装置。
在轴零件的机械加工中,夹具设计是非常重要的一环。
夹具的设计应满足以下几个要求:1.夹紧可靠:夹具的设计应保证对轴零件进行可靠的夹紧,以防止在加工过程中因工件松动而引起的加工误差。
2.定位准确:夹具的设计应能够确保轴零件在加工过程中的准确定位,以保证加工精度。
3.易于安装和调整:夹具应设计成易于安装和调整的形式,以方便操作人员进行装夹和调整。
4.加工装卸方便:夹具的设计应便于轴零件的装卸,以提高生产效率。
5.避免干涉:夹具的设计应避免与加工刀具和加工设备的干涉,以保证加工进程的顺利进行。
在夹具设计过程中,需要根据轴零件的形状、尺寸和加工要求,选择合适的夹具类型,包括平面夹具、分度夹具、对心夹具等,并进行夹具的结构设计和强度计算。
总结起来,轴零件的机械加工工艺规程及夹具设计是确保轴零件加工质量和工艺正确性的重要环节,对于提高加工效率和保证加工精度具有重要意义。
机械加工工艺及夹具设计目 录1 零件的分析 ...................................................... 错误!未定义书签。
1.1零件分析 .................................................................. 2 1.2 零件的工艺分析 ........................................................... 2 1.3主要技术要求 .............................................................. 3 2.确定零件的生产类型 .............................................................. 3 3 工艺规程设计 .. (4)3.1确定毛坯的制造形式 ........................................................ 4 3.2毛坯材料的选择 ............................................................ 5 3.3基面的选择 . (5)3.3.1粗基准的选择 ........................................................ 5 3.3.2精基准的选择 ........................................................ 5 3.4 热处理工序的安排 .......................................................... 6 3.5 加工顺序的安排 ............................................................ 6 3.6机械加工余量 .. (6)3.6.1机械加工余量的的确定 ................................................ 6 3.6.2毛坯尺寸的确定 ...................................................... 7 3.3.3工序余量的确定 ...................................................... 8 3.7制定工艺路线 .. (8)3.7.1 加工方案拟定 ........................................................ 8 3.7.2加工顺序的安排 ..................................................... 10 3.7.3制定工艺路线 ....................................................... 10 3.8机械加工余量、工序尺寸及毛坯尺寸的确定 (10)3.8.1毛坯尺寸的确定 ..................................................... 10 3.8.2工序尺寸及余量的确定 .. (12)4 确定切削用量及基本工时 (12)4.1锻造毛坯。
安徽建筑工业学院毕业设计 (论文)专业机械设计制造及其自动化班级 XXX学生姓名 XXX学号 XXX课题轴承座零件机械加工工艺规程及专用夹具设计指导教师 XXX摘要本次设计是对轴承座件的加工工艺规程及一些工序的专用夹具设计。
轴承座的作用是支撑和固定轴承,当然也要承担轴上的载荷。
轴承座的主要加工表面是平面及孔。
由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。
所以本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
基准选择以Φ32孔作为粗基准,以为轴承座底面作为精基准。
主要加工工序安排是先以Φ30孔为基准加工出底面,再以底面定位加工出工艺孔。
在后续工序中除个别工序外均用底面和工艺孔定位加工其他孔与平面。
关键词:轴承座;加工工艺;专用夹具ABSTRACTThis design is a special fixture designed for bearing parts of the process planning and process . The role of the bearing support and a fixed bearing , of course, have to bear the load axis. Known by the principles of process ,to ensure that the plane of the machining accuracy than to ensure the machining accuracy of the hole easily . This design follows the principle of the first surface after the hole . And hole plan a processing is clearly divided into roughing and finishing stages to ensure accuracy . The choce of baseline to Φ32Kong as a crude benchmark ,that bearing the underside as affine be nchmark .The main processing operations out of the underside of the arrangement is first Φ30 hole processing, re-to underside positioning process Kong .In addition to the individual processes in the subsequent processes are processing other holes with flat bottom and technical hole positioning .Keywords:bearing seat; processing; special fixtures.目录目录 (4)绪论............................................................. . (5)1零件的分析 (9)1.1零件的作用 (9)1.2零件的工艺分析 (9)1.2.1零件图 (9)1.2.2 加工表面及孔 (10)2 确定零件的生产类型 (10)2.1 零件的生产类型 (11)2.2 毛坯的确定 (11)2.2.1 毛坯的种类及制造方法 (11)2.2.2 确定铸件加工余量 (11)2.2.3 绘制毛坯图 (11)3 定位基准的选择 (12)3.1 选择粗基准 (12)3.2 选择精基准 (12)4 制定机械加工工艺路线 (12)4.1 确定各加工表面的加工方法 (12)4.2 拟定加工工艺路线 (13)5 机械加工余量,工序尺寸及公差的确定 (14)5.1 加工余量和工序尺寸的确定 (14)5.2 确定切削用量及时间定额 (14)6 夹具设计 (29)轴承座零件a机械加工工艺规程及专用夹具设计机械与电气工程学院机械设计制造及其自动化专业 08城建机械(2)班学号:08290070210 姓名:王怀成指导老师:魏常武绪论当今,各种现代化企业均拥有众多的数字控制设备,充分开发利用他们的功能,将对国民经济的发展发挥巨大的作用,高速化,高精密化的数控技术队数控机床的硬部件的刚性及定位精度等提出了跟高的要求,机床进给部件是整个轮廓和保证形位精度的关键和最基本的部分,数控机床对经给部件的要求体现在滚珠丝杠以及支撑部件上,不仅要对支撑滚珠丝杠的轴承提出特殊的要求,跟要对安装轴承的轴承座的定位精度,也就导致滚珠丝杆能否达到需要的安装精度,滚珠丝杆如果不能正确安装,必然导致轴承加速磨损,寿命降低。
轴类零件加工工艺及夹具毕业设计论文引言在机械制造领域中,轴是一种常见的零件,广泛应用于各种机器和设备中。
轴可以用于传递动力、扭矩和运动,这使得它成为机械设备中不可或缺的部分。
随着工业自动化水平的提高和生产需求的增加,轴类零件的加工越来越重要。
因为工业生产中轴类零件的加工精度和质量直接影响设备的性能和寿命,因此,轴类零件加工一直是机械制造领域中一个重要的问题。
本篇毕业论文将探讨轴类零件的加工工艺及夹具。
第一部分介绍轴类零件加工的意义、现状和挑战。
第二部分说明轴类零件加工的工艺流程,包括车削、磨削和加工表面。
第三部分提供了一些常见的夹具类型和设计方法,以确保轴类零件的加工精度和保证安全。
最后,根据本文的研究结果,总结了本论文的创新点和不足之处。
第一部分:轴类零件加工的意义、现状和挑战1.1 轴类零件加工的意义轴类零件作为机械制造中的重要零件,在各种机械设备中扮演着不可替代的角色。
轴的精度、质量和使用寿命直接影响着整个设备的性能和寿命。
因此,轴类零件的加工是机械制造领域中的一个重要应用。
1.2 轴类零件加工的现状随着工业自动化程度的不断提高,轴类零件的生产也在不断转变。
传统的手工加工工艺逐渐被机械加工和数控加工所取代。
机器加工和数控加工可以提高生产效率、提高产品精度和保证产品质量。
数字化和网络化使得信息和数据共享和交换变得更加便捷和快速。
1.3 轴类零件加工的挑战尽管机械加工和数控加工已经大大提高了生产效率和产品质量,但是加工过程中仍然存在许多挑战。
其中最重要的就是如何提高加工精度和减少加工误差。
传统的加工方法存在着很大的误差,特别当处理长轴时。
同时,夹具的设计也是一个重要的挑战,必须能够保证成品的稳定性和安全性。
第二部分:轴类零件加工的工艺流程2.1 车削车削是一种重要的加工技术,可以用来加工各种轴类零件。
车削可以分为外圆和内圆车削,而外圆和内圆车削又可以分为粗车和精车。
粗车一般用来去掉残留的金属,通过精车可以得到高精度的轴类零件。
1武昌职业学院传动轴加工工艺及夹具设计武昌职业技术学院毕业设计(论文)题目传动轴加工工艺及夹具设计院系名称机电工程学院班级 11级机械制造一班学生姓名胡鹏缘学号 11580201836时间 2014—5-20武昌职业学院 传动轴的加工工艺及夹具设计22摘 要通过在校期间对传动轴的学习和认识对传动轴进行一下系统的分析和设计,支承传动件的零件称为轴。
轴类零件毕业设计是机械工程类专业学生完成本专业教学计划的最后一个极为重要的实践性教学环节,是使学生综合运用所学过的基本理论、基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。
这对学生即将从事的相关技术工作和未来事业的开拓都具有一定意义传动轴是组成机器零件的主要零件之,一切做回转运动的传动零件(例如:齿轮,蜗轮等)都必须安装在传动轴上才能进行运动及动力的传动,传动轴常用于变速箱与驱动桥之间的连接。
这种轴一般较长,且转速高,只能承受扭矩而不承受弯矩。
应该使传动轴具有足够的刚度和高临界转速,在强度计算中,由于所取的安全系数较大,从而使轴的尺寸过大,本文讨论的传动轴工艺设计方法,并根据现行规范增添了些表面处理的方式比如表面发兰.关键词:传动轴,零件,刚度,强度,表面发兰目录摘要 (Ⅰ)1概述 (1)1。
1 问题的提出及研究意向 (1)1。
2 本文研究的目的和研究内容 (2)2零件的分析 (1)2.1生产纲领.........................................2.2零件的作用....................................... 2。
3零件的工艺分析 ..................................2.4零件表面加工方法................................. 3加工方案的选择 .........................................................................3.1方案选择.........................................3.2加工的技术要求................................... 4确定毛坯 ....................................................................................... 4。
第一章绪论对于我们即将毕业的毕业生来说毕业实践是极其重要的,它对以后我们走上工作岗位非常有帮助。
对于我们机械工程系的学生来说,在以后的工作学习过程中做关于夹具的设计工作是很正常的,在此,我对锥齿轮轴零件的工艺过程及夹具进行课程设计。
在此次设计的过程中,需要广泛的搜集多种资料和标准,另一个灰常重要的设计为专用的夹具的设计。
夹具是工厂车间里使用比较普遍的一种设备,其可分为检验夹具,装配夹具,焊接夹具,和机床夹具等种类。
1.1机床夹具在机械加工中的作用产品在加工前,要先对工件进行正确的装夹。
工件的装夹方法:1、使用夹具装夹工件;2、把工件装夹装在机床的花盘或者工作台的上面。
采用第二种方法装夹工件时,先在工件表面上划线(按图样的要求),定出加工表面的加工位置和加工尺寸。
此种方法不要求使用专用装备,但效率较低,一般用于小批量生产。
通常都是使用夹具在的大批量生产过程中。
使用夹具装夹工件有以下优点:1、工件的加工的精度能得到较高的保证。
2、劳动生产率可以得到提高:夹具中装夹后的工件的刚性得到提高,所以可以使劳动生产率得到提高,切削用量得到加大。
3、能扩大机床的使用范围1.2机床夹具的分类机床夹具的种类比较多,有以下几种通常被采用的分类方法可以对机床的夹具进行分类。
1 通用夹具通用夹具是指已经进行过标准化的,能够加工特定范围内的不同的种类工件的夹具。
2专用夹具专用夹具是指专门为了特定的工件的某道指定的工序而进行设计制造出的夹具。
通常在批量生产过程中使用专用夹具。
3可调夹具可调夹具是指夹具的某些元件可以更换或者可以调整,从而可以适应多种工件加工的夹具。
对其可以分作成组夹具和通用可调夹具两类。
4组合夹具组合夹具是指采用标准化的组合而成夹具部件和元件。
5拼装夹具拼装夹具是指专门运用的系列化和标准化的拼装夹具组合而成的夹具。
它的夹紧部件和基础板中通常装备着小型液压缸。
1.3机床夹具的组成机床夹具的主要组成部分:1定位装置作用是使工件在夹具中间占据正确的位置的设置被称作定位装置。