第八讲 顺序控制设计法
- 格式:ppt
- 大小:1.81 MB
- 文档页数:15
顺序控制设计法的设计基本步骤
顺序控制设计法的设计基本步骤
1.步的划分
分析被控对象的工作过程及控制要求,将系统的工作过程划分成若干个阶段,这些阶段称为“步”。
步是根据PLC输出量的状态划分的,只要系统的输出量状态发生变化,系统就从原来的步进入新的步。
在每一步内PLC各输出量状态均保持不变,但是相邻两步输出量总的状态是不同的。
2.转换条件的确定
转换条件是使系统从当前步进入下一步的条件。
常见的转换条件有按钮、行程开关、定时器和计数器的触点的动作(通/断)等。
3.顺序功能图的绘制
根据以上分析画出描述系统工作过程的顺序功能图。
这是顺序功能设计法中最关键的一个步骤。
绘制顺序功能图的具体方法将在下节介绍。
4.梯形图的绘制
根据顺序功能图,采用某种编程方式设计出梯形图。
常用的设计方法有三种:起-保-停电路设计法、以转换为中心设计法、步进顺控指令设计法。
三、顺序功能图的组成要素
顺序功能图主要由步、有向连线、转换、转换条件和动作(或命令)等要素组成。
步与步之间实现转换应同时具备两个条件:
(1) 前级步必须是活动步。
(2) 对应的转换条件成立。
★顺序控制设计法在工业领域中,许多的控制对象(过程)都属于顺序控制,其特点是整个控制过程可划分为几个工步,每个工步按顺序轮流工作,而且任何时候都只有一个工步在工作。
根据这种控制特点,开发了专门供编制顺序控制程序用的功能表图,这种先进的设计方法已成为PLC程序设计的最主要方法。
二、顺序控制设计法状态流程(转移)图:描述控制系统的控制过程、功能和特性,又称状态图、流程图、功能图。
状态转移图的特点:具有直观、简单,是设计PLC顺序控制程序的一种有力工具。
(一)顺序控制设计基本概念1、步步:根据系统输出量的变化,将系统的一个工作循环过程分解成若干个顺序相连的阶段。
“步”在状态流程图中用方框来表示。
编程时一般用PLC内部的软继电器表示各步,如或。
注意:步是根据PLC的输出量是否发生变化来划分的,只要系统的输出量状态发生变化,系统就从原来的步进入新的步。
举例:液压工作台的工作过程的分步。
液压工作台的工作过程示意图液压工作台的整个工作过程可划分为:原位(SB1)、快进(SQ2)、工进(SQ3)和快退(SQ1)四步;各步电磁阀YA1、YA2、YA3的状态如图所示。
(1)液压工作台初始状态:停在原位(压合SQ1)—YA1-、YA2-、YA3-(输出)。
(2)按SB:快进—YA1+、YA2-、YA3+(输出)。
(3)压合SQ2:工进—YA1+、YA2-、YA3-(输出)。
(4)压合SQ3:快退,快退回原位停止—YA1-、YA2+、YA3-(输出)。
结论:PLC输出量发生变化时产生新的一步。
1)初始步:刚开始阶段所处的步,每个功能表图必须有一个。
在状态转移图中,初始步用双线框表示,如。
2)活动步:当前正在执行的步。
2、有向连线:步与步之间的连线,表示步的活动状态的进展方向。
注:无箭头的有向连线表示转换方向为上→下,左→右。
3、转移:从当前步进入下一步。
转移是用与有向连线垂直的短划线表示。
转移的实现:①前级步必须是“活动步”;②对应的转换条件成立。
plc顺序控制设计法PLC(可编程逻辑控制器)是一种广泛应用于工业自动化中的控制器。
PLC的设计方法有很多种,其中最常见的是顺序控制设计法。
本文将详细介绍PLC顺序控制设计法,并对相关技术进行讲解和指导。
PLC顺序控制设计法是一种根据工艺流程设计程序,在控制逻辑上实现一系列顺序操作的控制方式。
这种方法的应用广泛,常见于各种自动生产线、工艺流程控制中。
PLC顺序控制设计法的步骤如下:1.分析工艺流程,确定具体操作步骤。
2.针对每个操作步骤,设计PLC程序,使之符合实际要求。
3.在程序中添加各种条件判断、保护机制和控制逻辑。
4.在程序执行前根据工艺要求对所有的输入和输出进行设置。
PLC顺序控制设计法的优点:1.工艺流程可靠、安全。
PLC程序根据预设逻辑来控制各个操作步骤的执行顺序,在确保生产效率的同时保证了安全性。
2.PLC顺序控制设计法的灵活性高。
通过修改PLC程序中的控制逻辑,可以适应不同的工艺流程需求,减少了设计和维护成本。
3.自动化程度高。
一旦PLC程序正确设置,就可以自动执行,省去大量人力资源投入,提高了生产效率。
PLC顺序控制设计法需要了解的相关技术有:1.涉及到的工业领域知识。
较深入了解工艺流程、设备和产品的相关技术性能、操作方式等,对PLC顺序控制设计法的应用有很大帮助。
2.编程语言掌握。
常见的PLC编程语言有ladder diagram(LAD)、instruction list(IL)、functional block diagram(FBD)、sequential function chart(SFC)等。
需要根据实际需要进行选择和学习。
3.控制器选型。
根据实际应用环境和生产需求,选择合适的PLC控制器,并了解其相关硬件性能,以确定PLC顺序控制设计方案。
总之,PLC顺序控制设计法是一种非常实用的工业自动化控制方法,广泛应用于各种自动生产线和工艺流程的控制中。
想要熟练掌握PLC顺序控制设计法,需要掌握一定的领域知识,熟练掌握多种编程语言技能以及掌握相关的硬件知识。
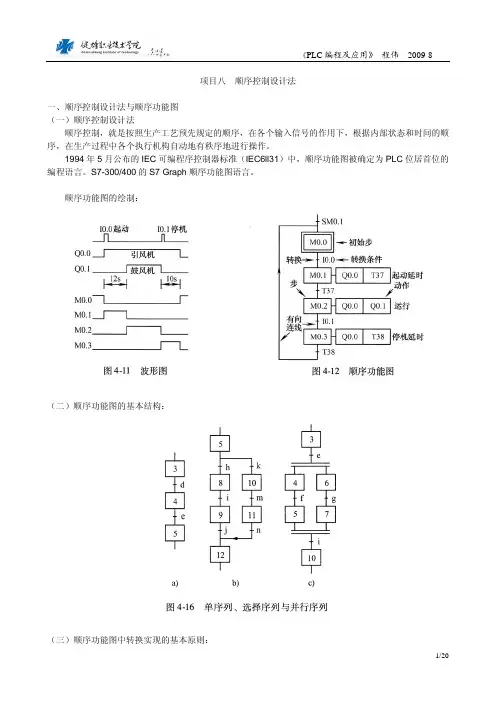
项目八顺序控制设计法一、顺序控制设计法与顺序功能图(一)顺序控制设计法顺序控制,就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动地有秩序地进行操作。
1994年5月公布的IEC可编程序控制器标准(IEC6ll31)中,顺序功能图被确定为PLC位居首位的编程语言。
S7-300/400的S7 Graph顺序功能图语言。
顺序功能图的绘制:(二)顺序功能图的基本结构:(三)顺序功能图中转换实现的基本原则:1) 转换实现的条件a) 该转换所有的前级步都是活动步。
b) 相应的转换条件得到满足。
2) 转换实现应完成的操作a) 使所有由有向连线与相应转换符号相连的后续步都变为活动步。
b) 使所有由有向连线与相应转换符号相连的前级步都变为不活动步。
3) 绘制顺序功能图时的注意事项a) 两个步绝对不能直接相连必须用一个转换将它们隔开。
b) 两个转换也不能直接相连必须用一个步将它们隔开。
c) 顺序功能图中的初始步是必不可少的,如果没有该步,无法表示初始状态.系统也无法返回停止状态。
d) 顺序功能图中一般应有由步和有向连线组成的闭环,即在完成一次工艺过程的全部操作之后,应从最后一步返回初始步。
二、训练内容(一)训练8-1:鼓风机引风机的控制(方法1:起保停方法M)PLC程序分析讲解。
学生分组实践。
(二)训练8-2:鼓风机引风机的控制(方法2:转换为中心的方法)PLC程序分析讲解。
学生分组实践。
(三)训练8-3:鼓风机引风机的控制(方法3:SCR指令)PLC程序分析讲解。
学生分组实践。
1、控制要求本装置为两种液体混合模拟装置,SL1、SL2、SL3为液面传感器,液体A、B阀门与混合液阀门由电磁阀YV1、YV2、YV3控制,M为搅匀电机,控制要求如下:初始状态:装置投入运行时,液体A、B阀门关闭,混合液阀门打开20秒将容器放空后关闭。
启动操作:按下启动按钮SB1,装置就开始按下列约定的规律操作:液体A阀门打开,液体A流入容器。