顺序控制设计法
- 格式:ppt
- 大小:568.50 KB
- 文档页数:68
总结顺序控制设计法的编程方法。
顺序控制设计法是一种编程方法,它类似于烘焙蛋糕的过程——每个步骤按照特定的顺序完成,最终形成一个完整的蛋糕。
在编程中,顺序控制设计法非常实用,因为它能够确保每个步骤都按照正确的顺序执行,最终生成正确的输出结果。
下面是一些顺序控制设计法的编程方法:1. 定义目标:在开始编程之前,要明确自己的目标是什么。
这样可以帮助我们理解需要如何分解问题,以及需要哪些步骤和顺序执行这些步骤。
2. 设计输入与输出:设计程序的输入和输出格式。
这有助于我们明确需要哪些输入和输出,并确保它们符合实际需求。
3. 分解任务:将任务分解成小而可控的部分,例如,创建函数和子程序,以实现代码的复用。
这样可以简化复杂问题,并使编程更加有效。
4. 确定执行顺序:确定各个部分的顺序,如何组合它们以实现我们所需的结果。
这有助于我们对整个问题进行建模,找到最佳解决方案,并确保步骤以正确的顺序执行。
5. 编写代码:基于以上步骤,编写代码以实现程序的功能。
要测试代码是否按照正确的顺序执行,并检查是否存在任何错误和漏洞。
6. 调试程序:测试程序是一个很关键的步骤。
这有助于我们找到错误和漏洞,并确保程序在各种情况下都能够工作得很好。
7. 优化程序:在完成编码和调试之后,可以进一步优化程序。
例如,优化算法、改进代码、加速程序等。
这有助于提高程序性能和效率。
尽管顺序控制设计法看起来很简单,但它是编写高效和可靠程序的关键步骤。
遵循上述步骤可以帮助我们更有效地开发程序,确保代码能够按照正确的顺序执行,同时尽可能地减少错误和漏洞的出现。
★顺序控制设计法在工业领域中,许多的控制对象(过程)都属于顺序控制,其特点是整个控制过程可划分为几个工步,每个工步按顺序轮流工作,而且任何时候都只有一个工步在工作。
根据这种控制特点,开发了专门供编制顺序控制程序用的功能表图,这种先进的设计方法已成为PLC程序设计的最主要方法。
二、顺序控制设计法状态流程(转移)图:描述控制系统的控制过程、功能和特性,又称状态图、流程图、功能图。
状态转移图的特点:具有直观、简单,是设计PLC顺序控制程序的一种有力工具。
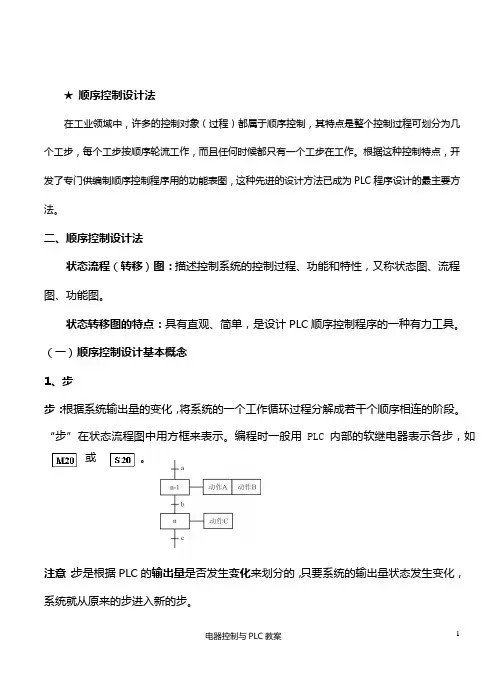
(一)顺序控制设计基本概念1、步步:根据系统输出量的变化,将系统的一个工作循环过程分解成若干个顺序相连的阶段。
“步”在状态流程图中用方框来表示。
编程时一般用PLC内部的软继电器表示各步,如或。
注意:步是根据PLC的输出量是否发生变化来划分的,只要系统的输出量状态发生变化,系统就从原来的步进入新的步。
举例:液压工作台的工作过程的分步。
液压工作台的工作过程示意图液压工作台的整个工作过程可划分为:原位(SB1)、快进(SQ2)、工进(SQ3)和快退(SQ1)四步;各步电磁阀YA1、YA2、YA3的状态如图所示。
(1)液压工作台初始状态:停在原位(压合SQ1)—YA1-、YA2-、YA3-(输出)。
(2)按SB:快进—YA1+、YA2-、YA3+(输出)。
(3)压合SQ2:工进—YA1+、YA2-、YA3-(输出)。
(4)压合SQ3:快退,快退回原位停止—YA1-、YA2+、YA3-(输出)。
结论:PLC输出量发生变化时产生新的一步。
1)初始步:刚开始阶段所处的步,每个功能表图必须有一个。
在状态转移图中,初始步用双线框表示,如。
2)活动步:当前正在执行的步。
2、有向连线:步与步之间的连线,表示步的活动状态的进展方向。
注:无箭头的有向连线表示转换方向为上→下,左→右。
3、转移:从当前步进入下一步。
转移是用与有向连线垂直的短划线表示。
转移的实现:①前级步必须是“活动步”;②对应的转换条件成立。
PLC顺序控制系统的几种简易设计方法本文先阐述了顺序控制系统的特点及设计思路,接着再介绍四种由PLC控制的顺序控制系统的设计方法。
引言在生产机械的自动控制领域,PLC顺序控制系统的应用量大面广。
然而,工艺不同的生产机械要求设计不同的控制系统梯形图。
目前,不少电气设计人员仍然采用经验设计法来设计PLC顺序控制系统,不仅设计效率低,容易出差错,而且设计阶段难以发现错误,需要多次调试、修改才符合设计要。
本文提出的4种简易设计方法,能快速地一次设计成功PLC顺序控制系统。
顺序控制系统的特点及设计思路1.特点顺序控制系统是指按照预定的受控执行机构动作顺序及相应的转步条件,一步一步进行的自动控制系统。
其受控设备通常是动作顺序不变或相对固定的生产机械。
这种控制系统的转步主令信号大多数是行程开关(包括有触点或无触点行程开关、光电开关、干簧管开关、霍尔元件开关等位置检测开关),有时也采用压力继电器、时间继电器之类的信号转换元件作为某些步的转步主令信号。
为了使顺序控制系统工作可靠,通常采用步进式顺序控制电路结构。
所谓步进式顺序控制,是指控制系统的任一程序步(以下简称步)的得电必须以前一步的得电并且本步的转步主令信号已发出为条件。
对生产机械而言,受控设备任一步的机械动作是否执行,取决于控制系统前一步是否已有输出信号及其受控机械动作是否已完成。
若前一步的动作未完成,则后一步的动作无法执行。
这种控制系统的互锁严密,即便转步主令信号元件失灵或出现误操作,亦不会导致动作顺序错乱。
2.设计思路本文提出的4种简易设计方法都是先设计步进阶梯,在步进阶梯实现由转步主令信号控制辅助继电器得失电;然后根据步进阶梯设计输出阶梯,在输出阶梯实现由辅助继电器控制输出继电器得失电。
这4种设计法所设计的梯形图电路结构及相应的指令应适用于大多数PLC机型,具有通用性。
由于各种PLC机型的编程元件代号及其编号不尽相同,为便于阐述,本文约定:所有梯形图中的输入继电器、输出继电器、辅助继电器(又称内部继电器)的代号分别为:X、Y、M。

plc顺序控制设计法PLC(可编程逻辑控制器)是一种广泛应用于工业自动化中的控制器。
PLC的设计方法有很多种,其中最常见的是顺序控制设计法。
本文将详细介绍PLC顺序控制设计法,并对相关技术进行讲解和指导。
PLC顺序控制设计法是一种根据工艺流程设计程序,在控制逻辑上实现一系列顺序操作的控制方式。
这种方法的应用广泛,常见于各种自动生产线、工艺流程控制中。
PLC顺序控制设计法的步骤如下:1.分析工艺流程,确定具体操作步骤。
2.针对每个操作步骤,设计PLC程序,使之符合实际要求。
3.在程序中添加各种条件判断、保护机制和控制逻辑。
4.在程序执行前根据工艺要求对所有的输入和输出进行设置。
PLC顺序控制设计法的优点:1.工艺流程可靠、安全。
PLC程序根据预设逻辑来控制各个操作步骤的执行顺序,在确保生产效率的同时保证了安全性。
2.PLC顺序控制设计法的灵活性高。
通过修改PLC程序中的控制逻辑,可以适应不同的工艺流程需求,减少了设计和维护成本。
3.自动化程度高。
一旦PLC程序正确设置,就可以自动执行,省去大量人力资源投入,提高了生产效率。
PLC顺序控制设计法需要了解的相关技术有:1.涉及到的工业领域知识。
较深入了解工艺流程、设备和产品的相关技术性能、操作方式等,对PLC顺序控制设计法的应用有很大帮助。
2.编程语言掌握。
常见的PLC编程语言有ladder diagram(LAD)、instruction list(IL)、functional block diagram(FBD)、sequential function chart(SFC)等。
需要根据实际需要进行选择和学习。
3.控制器选型。
根据实际应用环境和生产需求,选择合适的PLC控制器,并了解其相关硬件性能,以确定PLC顺序控制设计方案。
总之,PLC顺序控制设计法是一种非常实用的工业自动化控制方法,广泛应用于各种自动生产线和工艺流程的控制中。
想要熟练掌握PLC顺序控制设计法,需要掌握一定的领域知识,熟练掌握多种编程语言技能以及掌握相关的硬件知识。