PLC顺序控制设计方法
- 格式:ppt
- 大小:395.00 KB
- 文档页数:27
筑龙网 W W W .Z H U L O N G .C O MPLC 顺序控制系统的几种简易设计方法本文先阐述了顺序控制系统的特点及设计思路,接着再介绍四种由PLC 控制的顺序控制系统的设计方法。
引言在生产机械的自动控制领域,PLC 顺序控制系统的应用量大面广。
然而,工艺不同的生产机械要求设计不同的控制系统梯形图。
目前,不少电气设计人员仍然采用经验设计法来设计PLC 顺序控制系统,不仅设计效率低,容易出差错,而且设计阶段难以发现错误,需要多次调试、修改才符合设计要。
本文提出的4种简易设计方法,能快速地一次设计成功PLC 顺序控制系统。
顺序控制系统的特点及设计思路 1.特点顺序控制系统是指按照预定的受控执行机构动作顺序及相应的转步条件,一步一步进行的自动控制系统。
其受控设备通常是动作顺序不变或相对固定的生产机械。
这种控制系统的转步主令信号大多数是行程开关(包括有触点或无触点行程开关、光电开关、干簧管开关、霍尔元件开关等位置检测开关),有时也采用压力继电器、时间继电器之类的信号转换元件作为某些步的转步主令信号。
为了使顺序控制系统工作可靠,通常采用步进式顺序控制电路结构。
所谓步进式顺序控制,是指控制系统的任一程序步(以下简称步)的得电必须以前一步的得电并且本步的转步主令信号已发出为条件。
对生产机械而言,受控设备任一步的机械动作是否执行,取决于控制系统前一步是否已有输出信号及其受控机械动作是否已完成。
若前一步的动作未完成,则后一步的动作无法执行。
这种控制系统的互锁严密,即便转步主令信号元件失灵或出现误操作,亦不会导致动作顺序错乱。
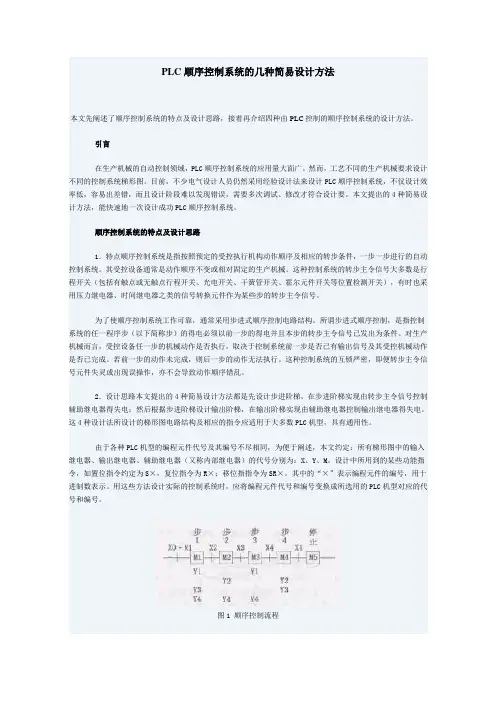
2.设计思路本文提出的4种简易设计方法都是先设计步进阶梯,在步进阶梯实现由转步主令信号控制辅助继电器得失电;然后根据步进阶梯设计输出阶梯,在输出阶梯实现由辅助继电器控制输出继电器得失电。
这4种设计法所设计的梯形图电路结构及相应的指令应适用于大多数PLC 机型,具有通用性。
筑龙网 W W W .Z H U L O N G.C O M 由于各种PLC 机型的编程元件代号及其编号不尽相同,为便于阐述,本文约定:所有梯形图中的输入继电器、输出继电器、辅助继电器(又称内部继电器)的代号分别为:X 、Y 、M 。
PLC顺序控制的编程方法
PLC顺序控制的编程方法可以按照以下步骤进行:
1.明确控制对象:需要明确要控制的对象以及控制目的,例
如控制一台机器人完成某项任务或者控制一个生产线的自动化流程。
2.根据控制对象和控制目的,确定控制步骤:一般而言,控
制步骤应该包括启动、运行、停止等基本操作。
3.根据控制步骤,设计PLC顺序控制程序的控制逻辑:控制
逻辑包括各个步骤的触发条件、执行动作和控制顺序等,需要确保控制逻辑的正确性和稳定性。
4.根据设计的控制逻辑,使用PLC编程软件编写PLC顺序控
制程序:在编写过程中,需要注意编程规范和注释,以便后期的维护和调试。
5.将编写好的PLC顺序控制程序下载到PLC设备中,并进行
参数设置和输入输出配置。
6.进行调试和测试:在下载程序后,进行调试和测试,修正
错误。
PLC顺序控制系统的几种简易设计方法本文先阐述了顺序控制系统的特点及设计思路,接着再介绍四种由PLC控制的顺序控制系统的设计方法。
引言在生产机械的自动控制领域,PLC顺序控制系统的应用量大面广。
然而,工艺不同的生产机械要求设计不同的控制系统梯形图。
目前,不少电气设计人员仍然采用经验设计法来设计PLC顺序控制系统,不仅设计效率低,容易出差错,而且设计阶段难以发现错误,需要多次调试、修改才符合设计要。
本文提出的4种简易设计方法,能快速地一次设计成功PLC顺序控制系统。
顺序控制系统的特点及设计思路1.特点顺序控制系统是指按照预定的受控执行机构动作顺序及相应的转步条件,一步一步进行的自动控制系统。
其受控设备通常是动作顺序不变或相对固定的生产机械。
这种控制系统的转步主令信号大多数是行程开关(包括有触点或无触点行程开关、光电开关、干簧管开关、霍尔元件开关等位置检测开关),有时也采用压力继电器、时间继电器之类的信号转换元件作为某些步的转步主令信号。
为了使顺序控制系统工作可靠,通常采用步进式顺序控制电路结构。
所谓步进式顺序控制,是指控制系统的任一程序步(以下简称步)的得电必须以前一步的得电并且本步的转步主令信号已发出为条件。
对生产机械而言,受控设备任一步的机械动作是否执行,取决于控制系统前一步是否已有输出信号及其受控机械动作是否已完成。
若前一步的动作未完成,则后一步的动作无法执行。
这种控制系统的互锁严密,即便转步主令信号元件失灵或出现误操作,亦不会导致动作顺序错乱。
2.设计思路本文提出的4种简易设计方法都是先设计步进阶梯,在步进阶梯实现由转步主令信号控制辅助继电器得失电;然后根据步进阶梯设计输出阶梯,在输出阶梯实现由辅助继电器控制输出继电器得失电。
这4种设计法所设计的梯形图电路结构及相应的指令应适用于大多数PLC机型,具有通用性。
由于各种PLC机型的编程元件代号及其编号不尽相同,为便于阐述,本文约定:所有梯形图中的输入继电器、输出继电器、辅助继电器(又称内部继电器)的代号分别为:X、Y、M。


plc顺序控制设计法PLC(可编程逻辑控制器)是一种广泛应用于工业自动化中的控制器。
PLC的设计方法有很多种,其中最常见的是顺序控制设计法。
本文将详细介绍PLC顺序控制设计法,并对相关技术进行讲解和指导。
PLC顺序控制设计法是一种根据工艺流程设计程序,在控制逻辑上实现一系列顺序操作的控制方式。
这种方法的应用广泛,常见于各种自动生产线、工艺流程控制中。
PLC顺序控制设计法的步骤如下:1.分析工艺流程,确定具体操作步骤。
2.针对每个操作步骤,设计PLC程序,使之符合实际要求。
3.在程序中添加各种条件判断、保护机制和控制逻辑。
4.在程序执行前根据工艺要求对所有的输入和输出进行设置。
PLC顺序控制设计法的优点:1.工艺流程可靠、安全。
PLC程序根据预设逻辑来控制各个操作步骤的执行顺序,在确保生产效率的同时保证了安全性。
2.PLC顺序控制设计法的灵活性高。
通过修改PLC程序中的控制逻辑,可以适应不同的工艺流程需求,减少了设计和维护成本。
3.自动化程度高。
一旦PLC程序正确设置,就可以自动执行,省去大量人力资源投入,提高了生产效率。
PLC顺序控制设计法需要了解的相关技术有:1.涉及到的工业领域知识。
较深入了解工艺流程、设备和产品的相关技术性能、操作方式等,对PLC顺序控制设计法的应用有很大帮助。
2.编程语言掌握。
常见的PLC编程语言有ladder diagram(LAD)、instruction list(IL)、functional block diagram(FBD)、sequential function chart(SFC)等。
需要根据实际需要进行选择和学习。
3.控制器选型。
根据实际应用环境和生产需求,选择合适的PLC控制器,并了解其相关硬件性能,以确定PLC顺序控制设计方案。
总之,PLC顺序控制设计法是一种非常实用的工业自动化控制方法,广泛应用于各种自动生产线和工艺流程的控制中。
想要熟练掌握PLC顺序控制设计法,需要掌握一定的领域知识,熟练掌握多种编程语言技能以及掌握相关的硬件知识。
基于PLC的两台电动机顺序启动顺序停止控制设计1.引言在工业控制系统中,电动机的顺序启动和顺序停止非常重要。
控制两台电动机的顺序启动和顺序停止可以减少电网的冲击和电动机的损坏,提高电动机系统的可靠性和稳定性。
本文基于PLC(可编程逻辑控制器)设计了一种简单且可靠的两台电动机顺序启动顺序停止控制方案。
2.设计原理2.1电动机的顺序启动电动机的顺序启动是指先启动一个电动机,等待其达到稳定工作状态后再启动另一个电动机。
这是为了避免两个电动机同时启动导致电网电压下降和电动机的旋转矩过大。
常用的顺序启动方法是使用时间继电器或PLC控制两个电动机。
2.2电动机的顺序停止电动机的顺序停止是指先停止一个电动机,等待其停止后再停止另一个电动机。
这是为了防止电动机停止后反向旋转导致设备损坏。
通常使用接触器或PLC实现电动机的顺序停止。
3.方案设计3.1硬件设计本方案使用PLC作为核心控制器,使用接触器作为电动机的主控开关。
具体系统硬件设计如下:-PLC:选择一款适合的PLC,具备足够的输入输出口和对时间的控制功能。
-电动机:选用两台功率相同的电动机,安装适当的行业标准的电气保护装置。
-接触器:使用两个接触器,分别控制两个电动机的启动和停止。
3.2软件设计PLC编程软件常用的有Ladder Diagram(梯形图)和SFC(顺序功能图)等。
本方案使用Ladder Diagram进行编程,具体步骤如下:3.2.1顺序启动-声明两个变量M1和M2,分别代表电动机1和电动机2- 设置一个启动按钮START,当按下启动按钮时,M1置true,电动机1启动。
- 设置一个延时定时器T1,当M1为true时开始计时。
- 当定时器T1达到设定时间后,M2置true,电动机2启动。
-监测电动机1和电动机2的运行状态,当两台电动机均达到稳定状态时,顺序启动完成。
3.2.2顺序停止- 设置一个停止按钮STOP,当按下停止按钮时,M2置false,电动机2停止。