整经工艺要点
- 格式:docx
- 大小:12.75 KB
- 文档页数:1
整经工序
整经是织布的第一道工序,也是浆好纱,织好布的基础。
随着织
造设备技术的提高,对织轴的要求也越来越高。
1.整经的任务:
根据工艺设计的规定,将一定根数和长度的经纱,从络纱筒子上
引出,组成一幅纱片,使经纱具有均匀的的张力,相互平行地紧密绕
在整经轴上,为形成织轴做好初步准备。
2.整经的要求:
(1)张力均匀。
整经时经纱须具有适当的张力,同时尽可能保持经纱
的弹性和张力。
在整经过程中,全幅经纱,张力应尽量均匀一致。
(2)纱线排列均匀。
经纱轴上的经纱排列和卷绕密度要均匀(指经轴
横向和内外层纱线),经轴表面要贺正,无凹凸不平现象。
(3)卷绕密度均匀。
整经根数、长度或色经排列循环必须符合织造工
艺设计的规定。
(4)整经机生产效率要高,回丝要少。
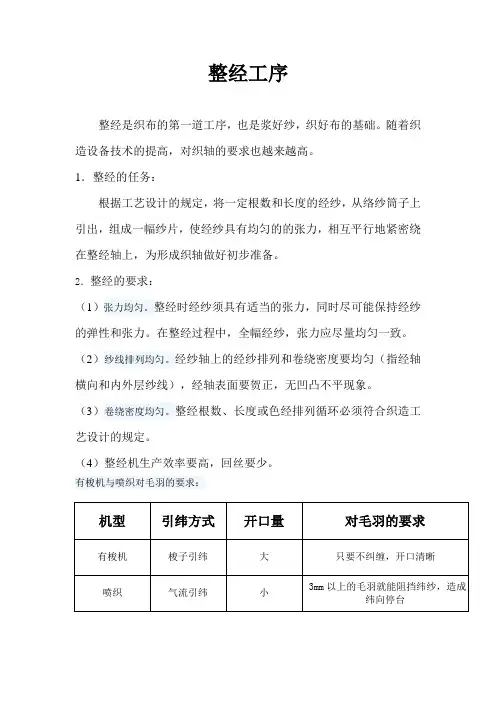
有梭机与喷织对毛羽的要求:
机型引纬方式开口量对毛羽的要求有梭机梭子引纬大只要不纠缠,开口清晰
喷织气流引纬小 3mm以上的毛羽就能阻挡纬纱,造成
纬向停台。
项目二整经工艺设计概述一、整经的目的和要求目的:机织物是由经纱系统和纬纱系统构成的。
经纱系统可以是简单的单纱或坯纱,也可以是复杂的多色排列(或不同性质、种类的纱线排列),非常复杂且富于变化。
要形成符合织物要求的经纱系统,必须将卷绕在筒子上的纱线按工艺设计要求的根数、长度、幅宽、配列等平行地卷绕在经轴或织轴上,这就是整经。
要求⑴经纱在卷绕过程中,力求张力、排列、加压三均匀。
⑵整经根数、长度、配列、幅宽、卷绕密度应绝对符合工艺要求。
⑶接头应小而牢并符合标准。
⑷效率高,回丝少,经济效益良好。
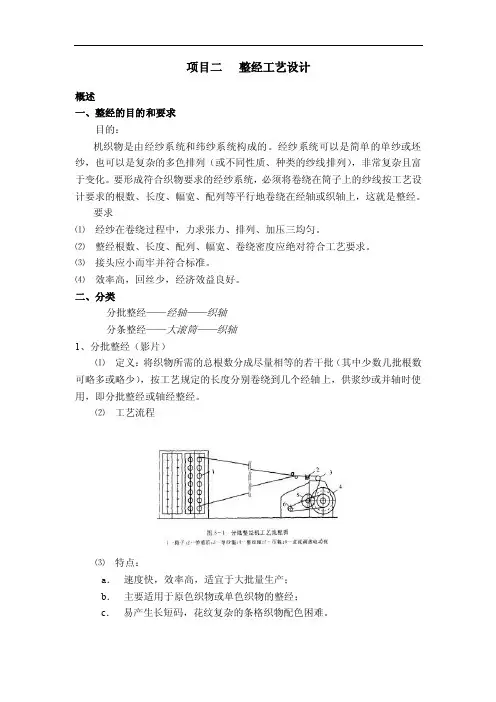
二、分类分批整经——经轴——织轴分条整经——大滚筒——织轴1、分批整经(影片)⑴定义:将织物所需的总根数分成尽量相等的若干批(其中少数几批根数可略多或略少),按工艺规定的长度分别卷绕到几个经轴上,供浆纱或并轴时使用,即分批整经或轴经整经。
⑵工艺流程⑶特点:a.速度快,效率高,适宜于大批量生产;b.主要适用于原色织物或单色织物的整经;c.易产生长短码,花纹复杂的条格织物配色困难。
2、分条整经(影片)⑴定义:根据色纱排列循环和筒子架容量的要求,将织物所需的总经根数分成根数尽可能相等的若干个条带,并按工艺要求的宽度、长度、配列等一条挨一条先平行地卷绕在整经大滚筒上,最后再将全部条带一起卷绕到织轴上,这就是分条整经,亦称为带式整经。
⑵工艺流程⑶特点:a. 生产效率低;b. 排列花纹非常方便;c. 适用于小批量,多品种的生产。
任务1 认识整经工艺与机构原理单元一整经张力一、整经张力的构成退绕张力⑴分批整经张里的构成张力装置引起的张力导纱机件摩擦引起的张力整经张力⑵分条整经倒轴张力二、单纱退绕张力1 纱线从锥形筒子上轴向退绕时,气圈顶点的张力称为退绕初张力,它包括分离点的张力和气圈所造成的张力。
2 单纱退绕张力的变化规律三、常见的张力装置及纱路产生的张力常见张力装置按原理可分为累加法和倍积法,各种装置不同。
张力变化情况也有所不同,纱线在纱路上每次经过瓷眼、瓷牙、瓷柱、导纱辊等,其张力增加,为倍积法施压原理。
整经工艺流程
《整经工艺流程》
整经是布匹生产过程中的一个关键工艺环节,它能够增强布匹的表面平整度和强度,提高布匹的品质和使用寿命。
整经的工艺流程大致分为浆料制备、纱线上浆、整经加工和整经后处理四个步骤。
首先是浆料制备,这一步是整经工艺的第一步,也是整个整经工艺流程中最为关键的一步。
浆料的配方和制备会直接影响到整经后续工艺的效果和质量。
通常,浆料的配方会包括浆料、树脂、稀释剂、固化剂等成分,根据不同面料和需求可以进行不同的调整和配比。
其次是纱线上浆,上浆是整经工艺中的重要环节之一,它能够增加纱线的强度和平整度,减少纱线的断脱和断裂,提高整经效果。
上浆操作需要通过专业的设备,确保纱线均匀上浆,同时要注意浆料的渗透和固定效果。
然后是整经加工,整经是将上好浆的纱线穿入整经机,按不同的规格和要求进行整经。
整经机能够控制整经的密度和张力,使纱线在整经过程中获得均匀拉伸和整齐排列,保证整经的效果和质量。
最后是整经后处理,整经后的布匹需要进行后续的烘干、定型、修边等处理,以便最终获得符合要求的成品布匹。
整经后处理的工艺环节也是整经工艺流程中不可或缺的一环,它能够进一
步提高布匹的品质和使用寿命。
综上所述,整经工艺流程是一个复杂而关键的环节,需要仔细的操作和严格的管理,只有做好每一个工艺步骤,才能够确保整经布匹的品质和使用效果。

分段整经工艺流程分段整经是纺织工艺里超有趣的一个环节呢!一、整经前的准备。
整经可不是说干就干的事儿,得先把经纱准备好。
这经纱就像是要参加一场盛大舞会的小演员们,得先打扮得漂漂亮亮的。
经纱要从纱筒上取下来,这个纱筒就像经纱的小房子,纱线们在里面舒舒服服地待着。
取纱的时候可得小心啦,要是不小心把纱弄乱或者弄断了,那就像小演员在去舞会的路上摔了一跤,多糟糕呀。
在这个过程中,我们还要检查纱线有没有瑕疵,就像检查小演员的衣服有没有破洞一样。
那些有问题的纱线可不能让它们混进去,不然在后面的织造过程中就会出乱子。
二、分段整经的上轴。
接下来就到了上轴环节。
把经轴放在整经机上,这个经轴就像一个超级大的卷饼盘子,要把经纱一圈一圈地绕上去。
这时候的整经机就像一个大厨,精心地把经纱这个特殊的“馅料”均匀地铺在经轴这个“盘子”上。
在绕纱的时候,要控制好张力,张力要是太大了,经纱就像被拉紧的小皮筋,很容易就断掉啦;张力太小呢,经纱又会松松垮垮的,就像没精神的小懒虫,织造的时候也不行。
所以这个张力的控制就像是在走钢丝,得刚刚好才行。
三、整经过程中的排列。
经纱在经轴上可不是随便排列的哦。
它们要按照一定的规律整整齐齐地排好队。
这就好比是在操场上排队的每个小朋友都有自己的位置。
经纱的排列也是为了在织造的时候能够顺利地被取用。
要是排列乱了,就像小朋友们在操场上乱跑,织造的机器就会不知所措啦。
在这个过程中,整经机就像一个超级严格的班主任,指挥着经纱们规规矩矩地站好。
四、整经中的监测。
整经的时候还得时刻盯着呢。
就像照顾小宝宝一样,要小心再小心。
要监测经纱的张力是不是一直保持稳定,有没有突然的变化。
要是发现经纱有断纱的情况,就得马上停下来处理。
这就像小宝宝哭了,得赶紧去哄一样。
而且还要看看经纱在经轴上的卷绕是不是均匀,如果有的地方卷得多,有的地方卷得少,那就像给小蛋糕抹奶油抹得不均匀一样难看,而且还会影响后面的使用呢。
五、整经后的下轴。
等经轴上绕满了经纱,就到了下轴的时候啦。
整经工艺要点
整经质量取决于引纱路线、恒速度恒张力卷绕、压辊压力、制动距离等参数变因素的总和。
欲求得整经轴的最好质量,必须使上述诸参数达到最佳数值。
其中,最重要的三个因素是:纱线张力、压辊压力以及伸缩筘横移动程。
1.纱线张力
整经时纱线的张力在很大程度上决定着整经的质量,整经时纱线的张力包括单纱和片纱张力两个方面,如单纱张力过大,会引起纱线过大的伸长,而使纱线的强力和弹性受到损伤,则会增加造时经纱的断头率;整经时片纱张力的均匀与否,直接影响布面的平整、条影的深浅、颗粒是否清晰、布面是否丰满和布边的齐整等外观效应,因此必须对纱线张力有足够的重视。
纱线张力由筒子架结构、张力装置、整经线速度以及纱线与各导纱元件之间的摩擦力所决定,染色用松经轴要求片纱张力不能超过66.6N(15磅),小于普通整经时和片纱张力。
整经时纱线张力的变化规律如下:
a.退解一个绕纱循环纱线张力变化:呈现周期性,纱线的最小值出现在筒子上的小头端,纱线张力的最大值出现在筒子的大头端。
b.整个筒子退解过程中的纱线张力的变化:整个筒子退解的过程中,整经张力及其波动是两头大中间小。
c.筒子纱在筒子架上分布位置对片纱张力的影响:后排筒子纱线的张力大于前排,上、下层筒子纱线的张力大于中层;前后排筒子纱线的张力差异大于前中排或中排的张力。
因此整经的张力片重量是前10列重,后10列轻。
d.整经速度直接影响纱线张力,在筒子直径、张力圈重量相同时,纱线张力随整经速度增加而增加。