整经工艺与产量ppt
- 格式:ppt
- 大小:81.50 KB
- 文档页数:9
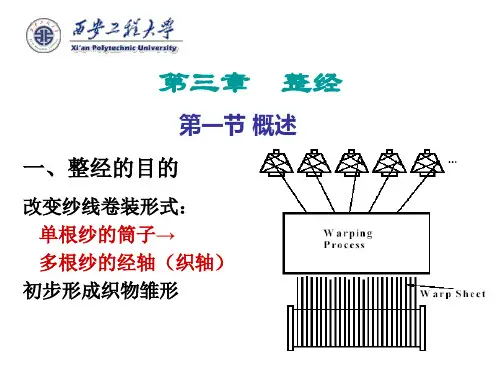


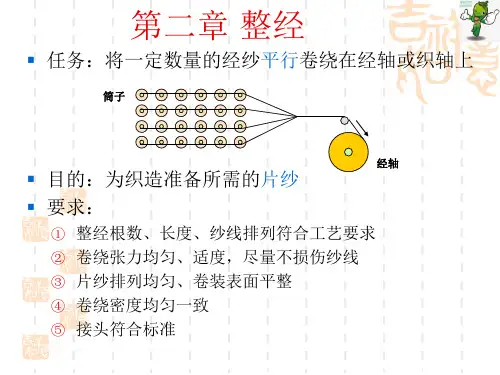
第七章整经第一节概述整经是将卷绕在有边筒子无边筒子上的丝线,按织物规格所要求的总经丝数\门幅\长度,平行地卷绕成经轴或汁轴,供浆丝或织造使用.一.整经工艺要求1.全片经纱的张力和排列要均匀2.张力适度、不恶化纱线物理机械性能。
zx3.整经根数、长度应准确。
4.经丝断头,整经机应能立即停车。
二.整经方式1.分批整经。
(轴经整经)分批整经原理p丝85(1)将总经丝数分成若干批、卷绕到若干经轴上,通过经轴的并合,卷绕成织轴。
(2)经轴卷绕长度应为织轴卷绕长度的整数倍(考虑浆丝伸长等)。
(3)经轴密度小于织轴密度。
(4)生产效率高、整经速度快、适宜大批量生产。
(5)主要用于单色织物及批量大的品种。
2.分条整经。
(带式整经)分条整经原理p丝83(1)将整经数分成若干条卷绕到整经圆框上,通过上轴机构,卷绕成织物。
(2)条经密度等于织轴密度。
(3)生产效率低。
(4)适宜多色纱整经及批量小的品种。
第二节筒子架一.筒子架分类。
1.按筒子退解方式来分:(1). 固定筒子轴向退解筒子架。
张力波动小、适宜高速、筒子容量较大。
(2). 回转筒子径向退解筒子架。
张力波动大、不宜高速、筒子容量较小。
2.按筒子的补充方式来分:(1)单式筒子架。
(间歇式整经)a.每根纱线由一只筒子供给。
b.筒子退解半径大致相等、经丝退解张力均匀。
c.换筒需停车,集体换筒、有换筒回丝。
说明:单式筒子架的分类:A.固定式固定筒子架P 丝92 图5-13(a)换筒时间长、生产效率低B.活动式(推车式筒子架、分段旋转式筒子架)推车式筒子架见P 丝94换筒可在整经过程中进行、生产效率高。
(2)复式筒子架(连续式整经)复式筒子架P 丝93a.每根纱线由两只筒子(工作筒子和预备筒子)交替供应。
b.换筒不停车、无换筒回丝。
c.筒子退解半径不均、经丝退解张力不匀。
(工作预备)d.外形尺寸比单式筒子架长、后经丝张力差异大、断头处理(后排纱线)时间长二.张力装置.1.双圆盘式张力器. 双圆盘式张力器装置P 织62(c)第一对圆盘: 起减震作用.第二对圆盘:控制纱线张力.2.环式张力器通过圆环和固定细杆,使丝线获得一定张力,并能调节经丝退解张力.第三节整经张力整经张力包括单纱张力和片纱张力两方面.整经张力的控制要求:(1). 大小适当、均匀。