折弯表
- 格式:xls
- 大小:50.00 KB
- 文档页数:2
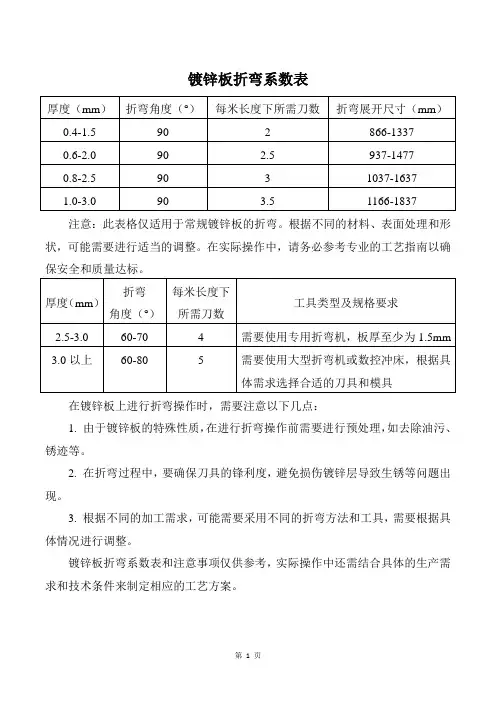
镀锌板折弯系数表
注意:此表格仅适用于常规镀锌板的折弯。
根据不同的材料、表面处理和形状,可能需要进行适当的调整。
在实际操作中,请务必参考专业的工艺指南以确保安全和质量达标。
在镀锌板上进行折弯操作时,需要注意以下几点:
1. 由于镀锌板的特殊性质,在进行折弯操作前需要进行预处理,如去除油污、锈迹等。
2. 在折弯过程中,要确保刀具的锋利度,避免损伤镀锌层导致生锈等问题出现。
3. 根据不同的加工需求,可能需要采用不同的折弯方法和工具,需要根据具体情况进行调整。
镀锌板折弯系数表和注意事项仅供参考,实际操作中还需结合具体的生产需求和技术条件来制定相应的工艺方案。
第1 页。
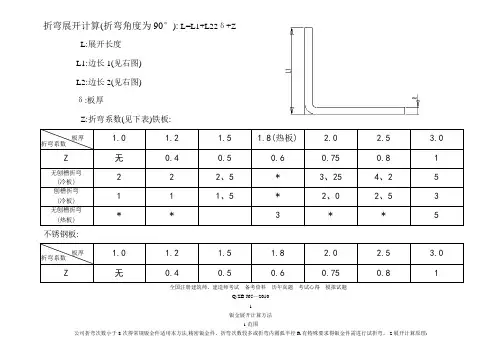
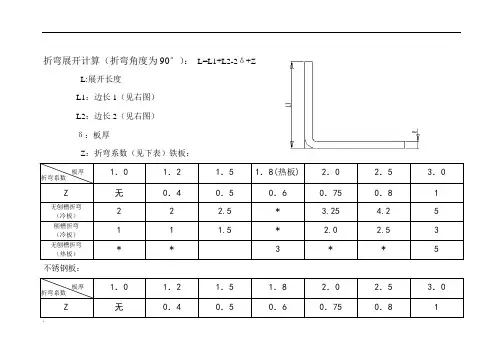
板厚折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板)2.0 2.53.0 Z 无0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 22 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 11 1、5 * 2、0 2、5 3 无刨槽折弯(热板)* * 3 * * 5 不锈钢板:1.01.2 1.5 1.82.0 2.53.0 Z无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题Q/ZB J65—20101钣金展开计算方法2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性层就是计算弯曲件展开长度得基准。
2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得內侧移动。
中性层到板料內侧得距离用λ表示(见图一)。
3 折弯模具:我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1、0, 1、2,1、51、5,2、0 2、5,3、0 3、0,4、0,5、0适用V槽宽度81216254 展开计算方法: 4、1 90°折弯(一般折弯)Q/ZB J65—201024、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。
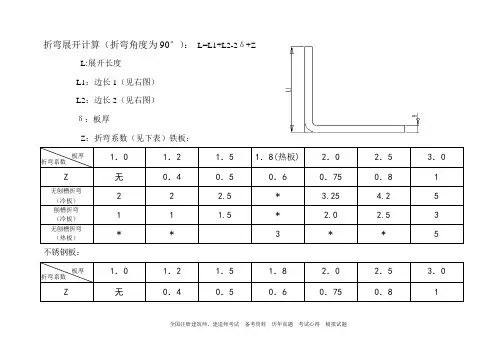
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 2.5 * 3.25 4.2 5 刨槽折弯(冷板)1 1 1.5 * 2.0 2.5 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度81216254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 2.5 * 3.25 4.2 5 刨槽折弯(冷板)1 1 1.5 * 2.0 2.5 3 无刨槽折弯(热板) * * 3 * * 5不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1全国注册建筑师、建造师考试备考资料历年真题考试心得模拟试题Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度812254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。