常用材料折弯系数
- 格式:xls
- 大小:53.50 KB
- 文档页数:1
冷板折弯系数表冷板折弯是一种常用的金属板材成形加工方法,通过对金属板材施加力的方式,使其弯曲成所需的形状。
在冷板折弯过程中,需要考虑到材料的弯曲特性,其中一个重要的参数就是冷板折弯系数。
冷板折弯系数(K-factor)是指在冷板折弯过程中,材料受到的应力和应变之间的比例关系。
它反映了金属板材在冷板折弯过程中的变形行为,是一种衡量材料可塑性的常用指标。
对于常见的金属材料,其冷板折弯系数通常可以从相关参考书籍、手册或经验总结中获得。
以下是一些常见的金属材料的冷板折弯系数的参考值:1. 不锈钢(Stainless Steel):- 304不锈钢:0.33- 316不锈钢:0.33- 430不锈钢:0.382. 铝合金(Aluminum Alloy):- 5052铝合金:0.36- 6061铝合金:0.33- 3003铝合金:0.333. 碳钢(Carbon Steel):- 冷轧钢板:0.33- 热轧钢板:0.36需要注意的是,以上数值仅为参考值,具体数值可能会因不同的材料规格、厚度、硬度以及折弯工艺参数等因素而有所变化。
因此,在进行冷板折弯加工时,应根据具体材料和加工条件来确定最合适的冷板折弯系数。
此外,还可以通过实验或试制来确定特定材料的冷板折弯系数。
试制时可以先制作一些样品,进行冷板折弯试验,通过测量实际弯曲角度和加工前的理论角度之间的差异,来计算冷板折弯系数。
在试制过程中,可以逐步调整应变量或力度,来获得最佳的冷板折弯效果。
总之,冷板折弯系数是在冷板折弯加工过程中非常重要的参数。
通过正确选择和控制冷板折弯系数,可以保证金属板材加工成形的精度和效果,提高生产效率和产品质量。
在实际应用中,需要根据具体材料和加工要求,参考相关文献或进行试制来确定最合适的冷板折弯系数。
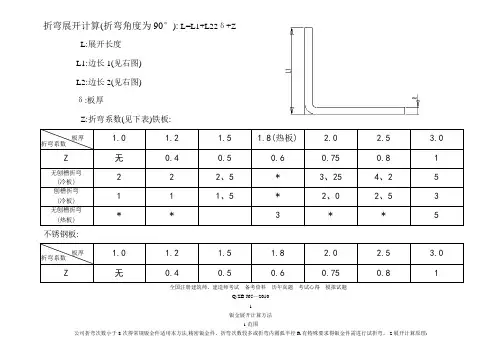
板厚折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板)2.0 2.53.0 Z 无0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 22 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 11 1、5 * 2、0 2、5 3 无刨槽折弯(热板)* * 3 * * 5 不锈钢板:1.01.2 1.5 1.82.0 2.53.0 Z无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题Q/ZB J65—20101钣金展开计算方法2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性层就是计算弯曲件展开长度得基准。
2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得內侧移动。
中性层到板料內侧得距离用λ表示(见图一)。
3 折弯模具:我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1、0, 1、2,1、51、5,2、0 2、5,3、0 3、0,4、0,5、0适用V槽宽度81216254 展开计算方法: 4、1 90°折弯(一般折弯)Q/ZB J65—201024、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。
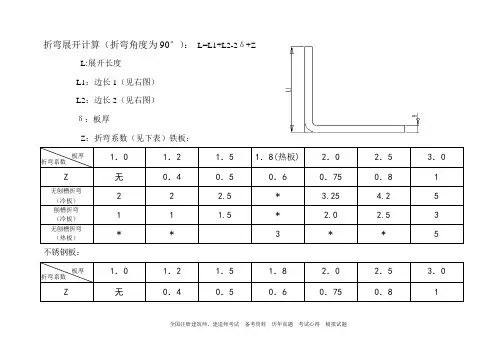
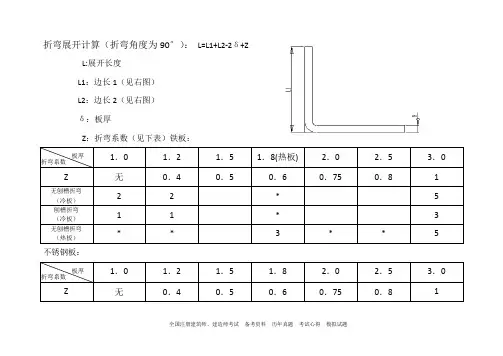
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 2.5 * 3.25 4.2 5 刨槽折弯(冷板)1 1 1.5 * 2.0 2.5 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度81216254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
![折弯系数表及铆柱标准表[1]](https://uimg.taocdn.com/31b4788a8762caaedd33d44c.webp)
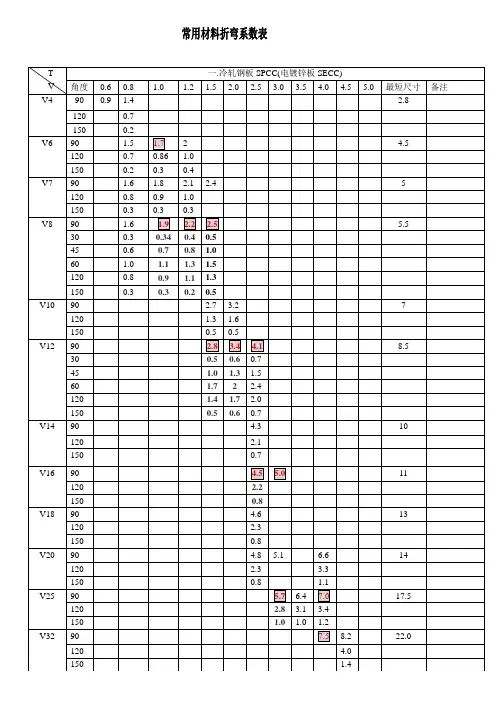
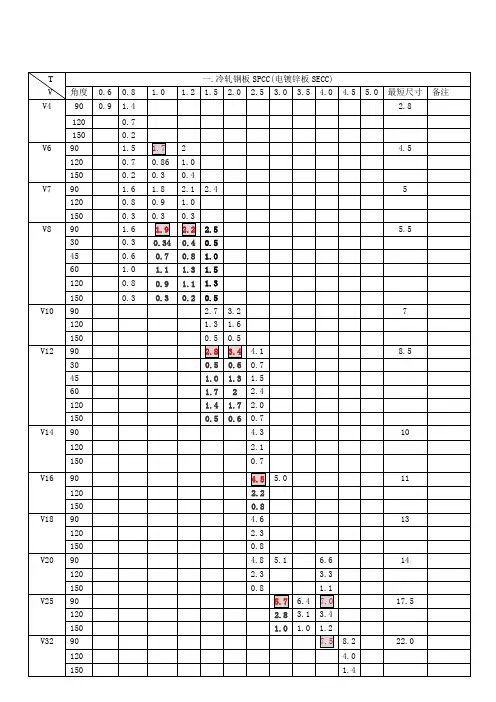
折弯系数表及铆柱标准表一.冷轧钢板90度角折弯展开系数:0.8mm---(-1.5mm)V6 1.0mm---(-1.8mm)V6 1.2mm---(-2.05mm)V81.5mm---(-2.6mm)V10 1.8mm---(-3.1mm)V12 2.0mm---(-3.4mm)V122.5mm---(-4.1mm)V143.0mm---(-4.8mm) V16 4.0mm---(-6.25mm)V18二.铝板90度角折弯展开系数:0.5mm---(-1.0mm)V5 1.0mm---(-1.7mm)V6 1.2mm---(-1.9mm)V81.5mm---(-2.3mm)V10 2.0mm---(-3.1mm)V12 2.5mm---(-3.8mm)V143.0mm---(-4.4mm)V16 4.0mm---(-6.1mm)V185.0mm---(-7.5mm)V20三.铜板90度角折弯展开系数:2.0mm---(-3.2mm)V12 3.0mm---(-4.8mm)V16 4.0mm---(-6.5mm)V18注: 加S为不锈钢材料.注: 加S为不锈钢; FH为圆头; NFH为六角头; L为螺钉总长度.六. 压铆螺母柱及其底孔:注:SO , SOS为通孔不通牙,SOO, SOOS为通孔通牙; 加B为不通孔;加S为不锈钢材料;H为螺柱高度.七. 压铆螺母及其底孔注: CLS为不锈钢材料; S为普通冷轧钢; A为螺母适用板厚代号.注: 加S为不锈钢材料; 加A为螺母适用板厚代号.螺柱类: SO表示钢, SOS表示不锈钢, SOA表示铝材.螺母类:S表示碳钢, CLS表示不锈钢, CLA表示铝材.浮动螺母类:AS表示碳钢, AC表示不锈钢.LAS表示碳钢, LAC表示不锈钢.螺钉类: FH表示钢, FHS表示不锈钢, FHA表示铝材.1. 3.5M3与M3的区别:都是M3的芽,但3.5M3的壁厚比M3大,即底孔不一样.螺柱6440与440的区别: 即6440的壁厚比440大.6440的底孔为&5.4而440的底孔为&4.24. 铝材上铆螺母容易松动,在工程图面上应特别说明(如用扭力器测试).5. 螺母压入材料太浅或材料太薄均会导致松动.7.托盘类的常用五金零件)的底孔弹簧螺钉: 型号:47-99-528-10 底孔为&6.50mm型号:47-99-640-10 底孔为&6.50mm型号:47-99-527-50 底孔为&5.40mm把手转轴: 型号:700-02691-01 底孔为&4.40mm (8/19/2000经模具课测试在工件的底孔上不用冲沙拉孔) 静电导轨: 型号:700-02776-01 半剪凸点直径为&2.30mm, 高为0.8mm静电导轨有方向性应特别注意五金零件类的底孔尽可能用模具或NCT加工.LASER加工的底孔留有微小的结点.。
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 2.5 * 3.25 4.2 5 刨槽折弯(冷板)1 1 1.5 * 2.0 2.5 3 无刨槽折弯(热板) * * 3 * * 5不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1全国注册建筑师、建造师考试备考资料历年真题考试心得模拟试题Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:2.1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
2.2 中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1.0, 1.2,1.51.5,2.0 2.5,3.0 3.0,4.0,5.0适用V槽宽度812254 展开计算方法: 4.1 90°折弯(一般折弯)Q/ZB J65—201024.1.1 (如图二),由于我们常用的折弯上模的尖角通常小于0.5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
钣金折弯系数表钣金折弯系数是指在钣金折弯加工中,通过经验和实验测量得出的材料在不同弯角和弯曲半径下的伸长率和压缩率的比值。
在钣金加工中,了解钣金折弯系数是非常重要的,因为它能够帮助我们决定钣金的弯曲半径和折弯角度,从而确保加工出来的钣金零件符合设计要求和标准。
本文将详细介绍钣金折弯系数的相关知识,包括什么是钣金折弯系数、折弯系数的计算方法、常见材料的折弯系数表和使用注意事项等。
一、什么是钣金折弯系数折弯系数也称弯曲收缩系数,是指材料在经过折弯加工后,伸长率和压缩率的比值,通常用K表示。
折弯系数的大小受到材料的影响,常见的折弯材料有冷轧板、热轧板、不锈钢板、铝板等。
不同的材料折弯系数是不同的,同一材料不同条件下折弯系数也可能不同。
二、折弯系数的计算方法折弯系数的计算方法比较复杂,可以通过实验测量得出,也可以通过数学模型计算得出。
不同的计算方法应用于不同的折弯材料和折弯工艺。
通常来讲,折弯系数越小,材料的剧变越大,所以在实际加工中要尽量选择折弯系数较大的材料和工艺。
三、常见材料的折弯系数表下面是常见的折弯材料的折弯系数表:冷轧板材料的折弯系数:抽象138.16HRS137.80410S不锈钢148.13316不锈钢167.57铝板156.75铝合金125.94热轧板材料的折弯系数:普通碳钢板168.25低合金钢板166.96高合金钢板173.7465Mn弹簧钢板186.7420CrMnTi合金钢板174.35铝合金板155.95不锈钢板材料的折弯系数:304不锈钢177.41321不锈钢194.49316不锈钢167.57410S不锈钢148.132205不锈钢178.95以上数据仅供参考,具体的折弯系数值可能会因为不同的工艺和设备而有所不同,具体的情况需要根据实际情况进行测试和计算。
四、使用注意事项1.在进行钣金加工时,需要根据材料的性质和折弯条件选择合适的折弯角度和折弯半径,避免超过材料的最大折弯角度和折弯半径。
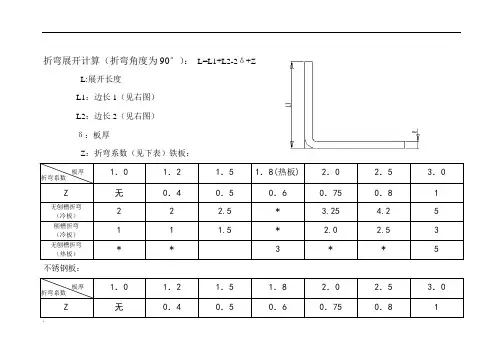
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 * 5 刨槽折弯(冷板)1 1 * 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t),,,,,,适用V槽宽度81216254 展开计算方法: 90°折弯(一般折弯)Q/ZB J65—20102(如图二),由于我们常用的折弯上模的尖角通常小于,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
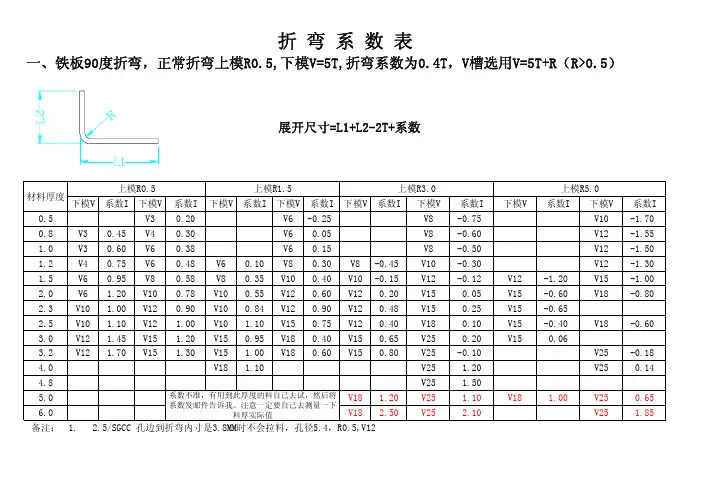
展开长度的计算公式为(1):L=L1 +L2- 2t +系数a ; (1)折弯系数a的计算公式为(2):a = +-……………………………………………………………(2)其中:V—下模槽宽;t—材料厚度为方便计算将展开长度的计算公式简化为(3):L=L1+L2-系数C ……………………………………………………………………(3)注:简化系数C = (2t - 系数a)见表2。