钣金折弯扣除表
- 格式:docx
- 大小:119.51 KB
- 文档页数:2
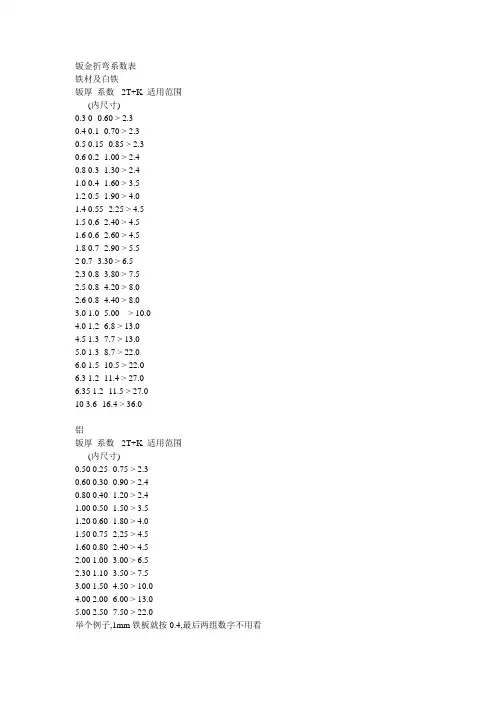
钣金折弯系数表铁材及白铁钣厚系数-2T+K 适用范围(内尺寸)0.3 0 -0.60 > 2.30.4 0.1 -0.70 > 2.30.5 0.15 -0.85 > 2.30.6 0.2 -1.00 > 2.40.8 0.3 -1.30 > 2.41.0 0.4 -1.60 > 3.51.2 0.5 -1.90 > 4.01.4 0.55 -2.25 > 4.51.5 0.6 -2.40 > 4.51.6 0.6 -2.60 > 4.51.8 0.7 -2.90 > 5.52 0.7 -3.30 > 6.52.3 0.8 -3.80 > 7.52.5 0.8 -4.20 > 8.02.6 0.8 -4.40 > 8.03.0 1.0 -5.00 > 10.04.0 1.2 -6.8 > 13.04.5 1.3 -7.7 > 13.05.0 1.3 -8.7 > 22.06.0 1.5 -10.5 > 22.06.3 1.2 -11.4 > 27.06.35 1.2 -11.5 > 27.010 3.6 -16.4 > 36.0铝钣厚系数-2T+K 适用范围(内尺寸)0.50 0.25 -0.75 > 2.30.60 0.30 -0.90 > 2.40.80 0.40 -1.20 > 2.41.00 0.50 -1.50 > 3.51.20 0.60 -1.80 > 4.01.50 0.75 -2.25 > 4.51.60 0.80 -2.40 > 4.52.00 1.00 -3.00 > 6.52.30 1.10 -3.50 > 7.53.00 1.50 -4.50 > 10.04.00 2.00 -6.00 > 13.05.00 2.50 -7.50 > 22.0举个例子,1mm铁板就按0.4,最后两组数字不用看钣金工艺参数90°钣金扣除非90°钣金扣除序号厚度钣金扣除材料用K因子1 1.0mm 1.75mm 铁板0.22 1.2mm 2.15mm 不锈钢0.53 1.5mm 2.65mm4 2.0mm 3.5mm5 2.5mm 4.3mm6 3.0mm 5.3mm拔眼底孔序号规格底孔序号规格底孔1 M3 Φ1.75 3 M5 Φ2.52 M4 Φ2.0 4 M6 Φ2.5压铆螺柱序号规格底孔序号规格底孔1 M3*高Φ4.23 M5*高Φ7.22 M4*高Φ7.2 4 M6*高Φ8.75压铆螺母序号规格底孔序号规格底孔1 M3 Φ4.25 3 M5 Φ6.42 M4 Φ5.4 4 M6 Φ8.75攻丝牙底孔序号规格底孔序号规格底孔1 M2 Φ1.75 4 M5 Φ4.22 M3 Φ2.5 5 M6 Φ5.23 M4 Φ3.3 6 M8 Φ6.8L=R/TX(0.4`0.5)T。

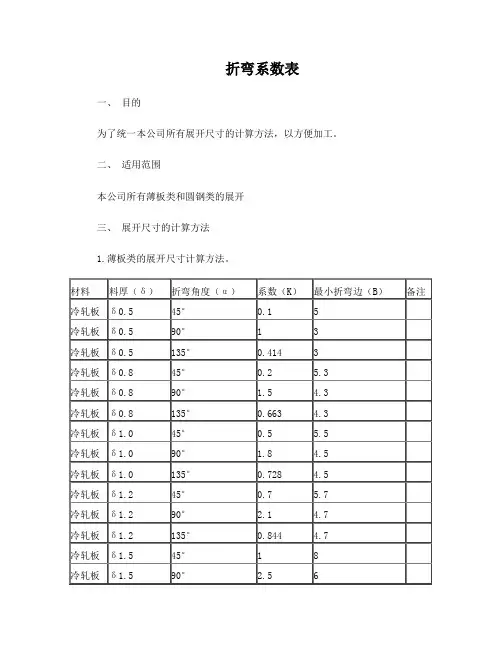
折弯系数表一、目的为了统一本公司所有展开尺寸的计算方法,以方便加工。
二、适用范围本公司所有薄板类和圆钢类的展开三、展开尺寸的计算方法1.薄板类的展开尺寸计算方法。
冷轧板δ1.5135° 1.093 6冷轧板δ2.045° 1.5 8.5冷轧板δ2.090° 3.4 8.5冷轧板δ2.0135° 1.407 8.5冷轧板δ2.545° 2.1 9冷轧板δ2.590° 4.2 11冷轧板δ2.5135° 1.721 11材料料厚(δ)折弯角度(α)系数(K)最小折弯边(B)备注冷轧板δ3.045° 2.4 9.5冷轧板δ3.090° 5 12.5冷轧板δ3.0135° 2.035 12.5冷轧板δ4.045°冷轧板δ4.090° 6.6 14.5冷轧板δ4.0135° 2.714 14.51.1 展开尺寸公式 L=A+B-K(如图1)1.2镀锌板、电解板和不锈钢板与冷轧板的系数一样。
1.3铝板与铜板的系数一样,系数是冷轧板相对应料厚和角度的系数再减0.2,如冷轧板δ2.0折弯90°的系数是3.4,则铝板或铜板δ2.0折弯90°的系数是3.2,以此类推。
1.4压死边的展开尺寸公式 L=A+B-0.5δ(如图2)1.5压台阶的展开尺寸公式L=A +0.3δ(如图3)2.圆钢类的展开尺寸计算方法公式L=A+B-K(如图1)3.在实际工作中如系数表没有与之对应的系数,则用插入法计算。
4.以上系数表适合于折弯内圆角≤δ或φ,>δ或φ则按中性层计展开尺寸。
5.本公司数控折弯机最长可以加工2950mm,最高可以加工270mm。
四、本系数表的有效期为下一个新的版本出现为止。
五、本系数表于2010年5月18日起开始实施。
本系数表起草单位:本系数表最终解释权:本系数表起草人:本系数表审核人:本系数表批准人:。

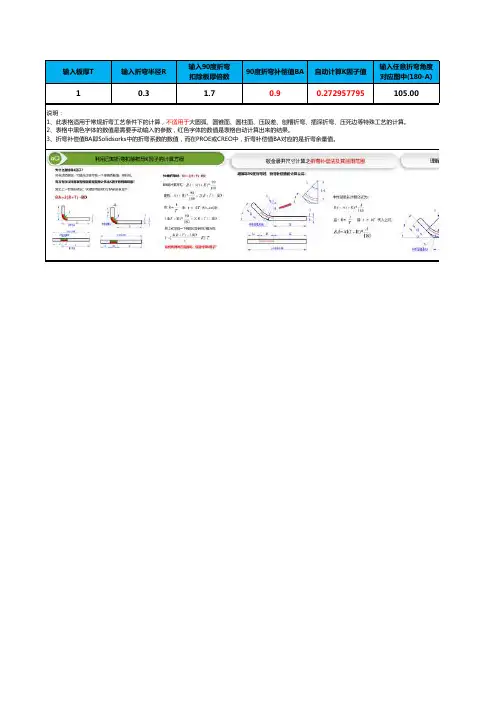
输入板厚T输入折弯半径R 输入90度折弯
扣除板厚倍数
90度折弯补偿值BA自动计算K因子值
输入任意折弯角度
对应图中(180-A)
10.3 1.70.90.272957795105.00说明:
1、此表格适用于常规折弯工艺条件下的计算,不适用于大圆弧、圆锥面、圆柱面、压段差、刨槽折弯、插深折弯、压死边等特殊工艺的计算。
2、表格中黑色字体的数值是需要手动输入的参数,红色字体的数值是表格自动计算出来的结果。
3、折弯补偿值BA即Solidsorks中的折弯系数的数值,而在PROE或CREO中,折弯补偿值BA对应的是折弯余量值。
折弯补偿值BA (据K因子值计算)
折弯扣除值BD (根据BA值计算)
0.75 1.25计算。