零件折弯扣除系数表
- 格式:xls
- 大小:21.00 KB
- 文档页数:2
折弯系数完整版折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b 展开长度为L料厚为T 则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
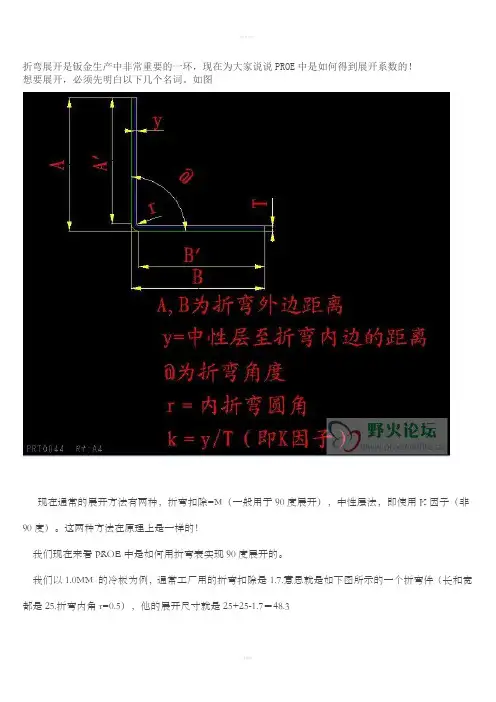
折弯展开是钣金生产中非常重要的一环,现在为大家说说PROE中是如何得到展开系数的!想要展开,必须先明白以下几个名词。
如图现在通常的展开方法有两种,折弯扣除=M(一般用于90度展开),中性层法,即使用K因子(非90度)。
这两种方法在原理上是一样的!我们现在来看PROE中是如何用折弯表实现90度展开的。
我们以1.0MM 的冷板为例,通常工厂用的折弯扣除是1.7.意思就是如下图所示的一个折弯件(长和宽都是25.折弯内角r=0.5),他的展开尺寸就是25+25-1.7=48.3那在PROE中要如何得到这个值呢,新建一个钣金件,做如下图形,完成退出。
得到这样一个零件大家看到这里有个DEV值,这个值就是与钣金展开相关的一个值了,我们现在来看看他的展开尺寸,前面说了,这个钣金件的展开尺寸应该是48.3的,但这里只有48.2,小数点后面还一堆数,看起来就不爽!如何改变他,使他变成我们所需要的呢?这里就要改动那个DEV值了。
我们把DEV值设为1.3看看。
再生后再次测量展开长度,嗯,这里已经是我们所需要的了,那么这个值是怎么来的呢?这里提供个公式,DEV=2(r+T)-M,关于这个公式的意义和来历,等下再说。
我们再来看如何使用折弯表得到这个值编缉-设置-折弯许可-定义,随便输入一个数字作为折弯表名,打开折弯表得到这个表,我们先看内侧半径(R)下面的那一横排,这排是定义折弯内圆角的,也即上图的r,再看厚度(T)下面的一竖排,这里定义的是板料的厚度。
两栏相交的格就是DEV值。
好。
我们在折弯表内填下如图的值。
保存,退出。
现在我们把零件的厚度设为1.5MM。
他的折弯扣除应该是2.5MM。
那么展开长度应该是47.5,再来看看PORE中的展开长度是否如此!嗯,完全稳合!现在我们再来看中性层法,首先,大家先来看这个公式,L=A+B-2*tan(@/2)/(y+r)+2*PI*(y+r)*@/360, L 为展开长度.对照第一个图,大家就应该明白了。


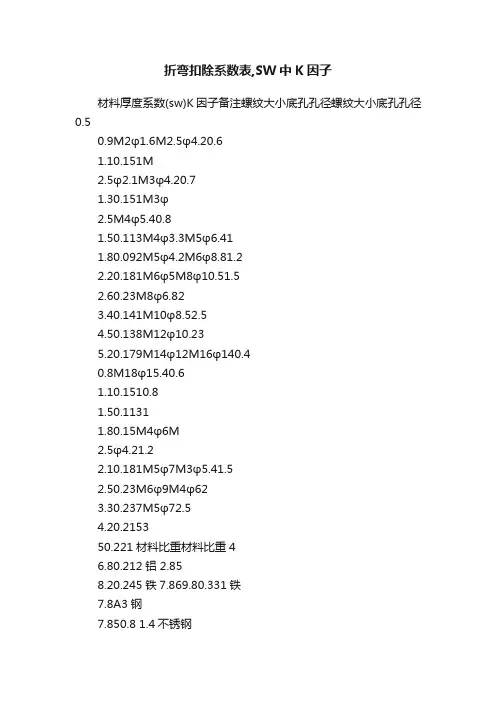
折弯扣除系数表,SW中K因子材料厚度系数(sw)K因子备注螺纹大小底孔孔径螺纹大小底孔孔径0.50.9M2φ1.6M2.5φ4.20.61.10.151M2.5φ2.1M3φ4.20.71.30.151M3φ2.5M4φ5.40.81.50.113M4φ3.3M5φ6.411.80.092M5φ4.2M6φ8.81.22.20.181M6φ5M8φ10.51.52.60.23M8φ6.823.40.141M10φ8.52.54.50.138M12φ10.235.20.179M14φ12M16φ140.40.8M18φ15.40.61.10.1510.81.50.11311.80.15M4φ6M2.5φ4.21.22.10.181M5φ7M3φ5.41.52.50.23M6φ9M4φ623.30.237M5φ72.54.20.215350.221材料比重材料比重46.80.212铝 2.858.20.245铁7.869.80.331铁7.8A3钢7.850.8 1.4不锈钢7.9311.7铜8.91.21.91.52.222.7M3φ1.52.53.8M4φ2.034.5M5φ2.5非90°计算压铆螺母柱底孔拉铆螺母底孔数控翻边模具底孔比重表钣金展开工作中不懂的技术服务群:全国钣金技术学习QQ群:535178444非90度计算公式:(A+B)-((180°- a°)/°90)*0.9*系数=计算值冷板铝板SW三维设计,内R必须要0.1,K因子才准确,锐角情况下采用K因子,其他直角采用折弯扣除,直角和锐角都有情况用K因子!本表系数是外径相加减去系数值SW折弯系数表内R0.1粗牙螺纹底孔孔径压铆螺母底孔不锈钢压死边压圆弧的本系数表仅供参考使用,模具不同,系数有变化,大家可以做的时候验证下,再批量操作!锐角展开计算情况说明如下1.A,B尺寸内R设置0.1,单刀标到外R的圆弧中心,多道相邻之间距离标到R外端,见下图;2.0.9是经验值,不*0.9或许会小;3.系数是对应不同板后的系数;4.计算和SW中K因子或许有点差别,总体展开在0.7以内,问题不大,不影响加工!5.在实际当中如果把握不准,可以通过内径相加加系数两种方法进行比较,总展开尺寸控制在0.5以内展开基本不影响生产了;外经相加不减系数即可,就是外径直接相加,SW中内R0.1,K是0.61;中心层展开,SW中K是0.5;问回答回答回答回答回答回答12:07:36。
折弯系数计算
以下方程用来决定使用折弯系数数值时的总平展长度。
Lt= A + B + BA
向左转|向右转
向左转|向右转
钣金折弯系数表:
铁板△T
0.1
8
0.2
4
0.3
0.3
6
0.4
2
0.45 0.48
0.5
4
0.57 0.6 0.75 0.9 0.96 1.05 1.2 △K
1.0
2
1.3
6
1.7
2.0
4
2.3
8
2.55 2.72
3.0
6
3.23 3.4
4.25
5.1 5.44 5.95
6.8
说明: 1.不锈钢材料在PROE软件折弯系数Y因子为0.1(所有的内折弯系数为0.1)
2.常用材料在PROE软件折弯系数Y因子为0.4
常用V槽选择
料厚0.5 0.8 1.0 1.2 1.5 2.0 2.5 3.0
V槽宽度 5 6 6 10 12 16 20 25 注明: 2.5的料厚没有20宽的V槽用25替代。
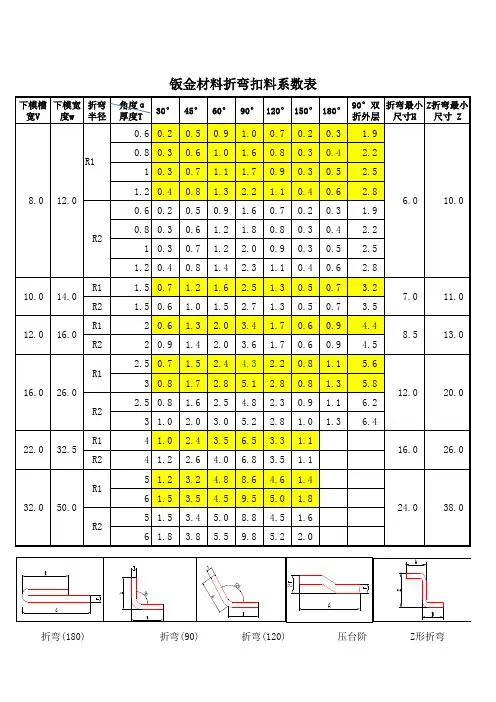
常用钣金折弯系数表1
材料料厚刀槽角度系数材料料厚刀槽角度系数
1 折弯系数表适用相应的材质、料厚、角度,不符合表中的料厚、角度可用下表计算:相应角度的折弯系数=料厚*对应角度的倍数2.65-2.4
2 此折弯系数表要求对非直角尺寸标注及测量方式如下:。