加工异常报告单
- 格式:xls
- 大小:137.00 KB
- 文档页数:5
异常分析报告格式异常分析报告格式1、设备异常分析目录格式2、异常分析报告格式设备异常分析报告篇二:障碍、异常分析报告模板XXXX公司(电厂)X年X月X日XXXX事件分析报告批准人:一、事件发生前的运行方式要求内容完整、详细、准确二、事件经过叙述事件发生时间、发展以及处理过程,包括:报警记录(声光报警、画面滚动报警、报警一览、操作记录、SOE、设备或装置报警等)、相关参数历史趋势、第一现场图片等内容。
三、原因分析对照标准和规程制度进行原因分析,包括主要原因和次要原因、直接原因和间接原因。
四、暴露问题五、防范措施包括安全措施、技术措施和组织措施,明确责任人及完成时间。
六、事件性质一类障碍、二类障碍、严重异常、一般异常、差错七、责任认定及考核篇三:客诉异常报告格式篇四:设备缺陷及异常分析报告设备缺陷及异常分析报告篇五:系统异常分析报告模版题目:*******事故异常分析1、异常情况说明:要求详细说明事故发生的经过,现象和影响范围。
2、异常产生后果:将异常产生的后果详细描述(包括在二级层面、ERP层面、或者可能造成当日经济和生产指标数据错误、当日无法关帐等)。
3、异常解决办法:要求将详细的处理过程进行描述。
4、异常事故责任:要求客观的将事故责任划分清楚,可以从系统原因(操作系统、服务器无响应、CPU运行100%等)。
应用软件原因(程序漏洞、无响应、业务考虑不全等)。
数据库原因(数据库空间不够、监听断掉、表锁死、用户锁死、数据表异常等)。
外界原因(网络原因、DIDERVER原因、现场操作原因、服务器硬件故障)做出详细的分析。
5、预防措施:针对此类问题,有没有通用的解决办法杜绝此类问题的发生要做详细的描述。
附送:弃捕渔民生活保障问题及对策措施弃捕渔民生活保障问题及对策措施*县是个渔业大县,海洋捕捞是我县渔业的主要生产方式,是渔区群众赖以生存、发展的支柱产业,涉及全县205个村(社区、公司)、15.8万渔业人口、13.64万渔业劳动力。
模具加工异常报告范文一、异常情况描述近期,我司进行了一批模具加工的工作,并在此过程中发现了一些异常情况。
在本报告中,将详细描述这些异常情况,并提出相应的解决方案。
二、异常情况一:尺寸偏差超出允许范围在模具加工过程中,我们发现了一些零件的尺寸偏差超出了允许范围。
经过仔细检查,我们发现这主要是由于加工设备的精度问题导致的。
在加工过程中,我们使用的设备出现了一些误差,导致了零件尺寸的偏差。
三、解决方案一:设备维护和校准为了解决这个问题,我们决定对加工设备进行维护和校准。
首先,我们将对设备进行全面的检查,修复任何可能存在的故障。
其次,我们将对设备进行校准,确保其精度符合要求。
最后,我们将制定一套严格的设备维护计划,定期进行设备的检查和保养,以保证其正常运行。
四、异常情况二:加工表面粗糙度不达标除了尺寸偏差超出范围外,我们还发现了一些零件的加工表面粗糙度不达标的情况。
经过进一步调查,我们发现这是由于刀具磨损、切削参数设置不当等原因导致的。
五、解决方案二:刀具更换和参数优化为了解决这个问题,我们首先将对刀具进行更换,确保其磨损程度符合要求。
其次,我们将优化切削参数,确保其能够得到更好的加工表面质量。
同时,我们还将制定一套严格的刀具管理制度,定期检查和维护刀具,确保其正常使用。
六、异常情况三:加工过程中出现卡刀现象在加工过程中,我们还遇到了一些卡刀现象,导致零件加工不完整或加工质量不达标。
经过分析,我们发现这是由于加工过程中切削液不足或切削液质量不合格所致。
七、解决方案三:切削液管理和质量控制为了解决这个问题,我们将加强对切削液的管理和质量控制。
首先,我们将制定一套切削液管理制度,确保切削液的使用量和质量符合要求。
其次,我们将定期对切削液进行检测和维护,确保其正常使用。
同时,我们还将加强对操作人员的培训,提高其对切削液管理的认识和操作水平。
八、总结与建议通过对以上异常情况的分析和解决方案的提出,我们相信可以有效解决模具加工过程中出现的问题。
检验结果异常报告单
患者信息:
姓名:XXX性别:男年龄:XX岁住院号:XXX门诊号:XXX
检验项目:
项目1:XXX
项目2:XXX
项目3:XXX
项目4:XXX
项目5:XXX
基本信息:
患者的检验结果异常,根据临床表现分析,综合各项检验结果,我们为您提供如下异常报告单。
1.项目1:(正常值:范围)
结果:(患者结果)
结论:(解读结果,是否正常)
2.项目2:(正常值:范围)
结果:(患者结果)
结论:(解读结果,是否正常)
3.项目3:(正常值:范围)
结果:(患者结果)
结论:(解读结果,是否正常)
4.项目4:(正常值:范围)
结果:(患者结果)
结论:(解读结果,是否正常)
5.项目5:(正常值:范围)
结果:(患者结果)
结论:(解读结果,是否正常)
解读:
根据检验结果,我们发现患者的XXXX指标异常。
这可能表示XXXX。
建议与临床医生进一步讨论并进行进一步的检查和治疗。
附加信息:
在进行本次检验前,患者是否服用过任何药物、饮食或其他对检验结
果产生影响的因素。
是否存在过敏史或家族遗传病史等。
这些信息对于检
验结果的解读和进一步的治疗方案制定都有重要意义。
建议:
1.根据异常结果,建议与临床医生进一步讨论,制定详细的治疗方案。
2.建议患者继续定期检查相关指标,进行随访观察。
3.建议患者注意饮食和生活习惯,避免食用过多对相关指标有影响的
食物。
4.如果患者正在服用药物,建议告知临床医生并遵循医生的指导进行药物管理。
备注:。
![品质异常报告格式[最新版]](https://uimg.taocdn.com/ad28eaced05abe23482fb4daa58da0116c171fef.webp)
品质异常报告格式品质异常报告格式篇一:品质部品质异常检讨报告品质部品质异常检讨报告事件问题描述如下:在6-1至6-3号生产的T8椭圆1/2平钩26*29.5和T8 1/2斜钩V字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。
产品工序责任人如下:开机技术员:蔡灿军、赖虔洲品质IPQC:廖仲坤、赖惠兰点数贴标签:廖凤凤、罗贞凤、吕明裁管:廖国林出货检验:易浩品质部经查证对此事做原因分析如下:1、商务部的制令单上的图纸没更新只是文字描述。
2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模具生产下一款时,技术员未跟品质或点数工序沟通说下。
3、产品点数贴标签的时候标签贴错了,但当班的IPQC盖章时没检查到位发现问题。
4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主动把首件拿给OQC检验确认。
5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。
6、出货检查时OQC检验没及时发现问题杜绝流入客户那里。
7、新来员工及临时工未做相关岗前作业培训,容易放错误。
永久改善纠正措施如下:1、通知此事件相关负责人,然后召开品质异常检讨会。
2、商务部发出的制令单产品资料要及时更新。
3、新来员工及临时工应做相关的产品品质与作业规模培训再上岗。
4、品质部加强对品质检验员的培训与督导,特别是出货检查要把关到位。
5、生产车间5S要做好,如产品要准确标识区分,对于类似的产品要做明显标识并分开放置。
6、各部门的岗位职责说明书的制定落实。
让工作流程化,制度化。
这样大家工作更顺心。
7、各部门的管理制度撰写制定出来,并落实执行到位。
8、成立ISO内部审核小姐,对各部门的工作流程、5S、管理制度、作业规范、检验规范等相关事项进行不定期地审核与督导。
对于这件事,作为品质主管的我,在对品质检验员的培训与监督工作没做到位,虽有做品质程序文件及相关表单记录,品质部也有按程序来做事,但没监督品质检验员落实执行到位。
异常分析报告格式异常分析报告格式异常分析报告格式1、设备异常分析目录格式2、异常分析报告格式设备异常分析报告篇二:障碍、异常分析报告模板XXXX公司(电厂)X年X月X日XXXX事件分析报告批准人:一、事件发生前的运行方式要求内容完整、详细、准确二、事件经过叙述事件发生时间、发展以及处理过程,包括:报警记录(声光报警、画面滚动报警、报警一览、操作记录、SOE、设备或装置报警等)、相关参数历史趋势、第一现场图片等内容。
三、原因分析对照标准和规程制度进行原因分析,包括主要原因和次要原因、直接原因和间接原因。
四、暴露问题五、防范措施包括安全措施、技术措施和组织措施,明确责任人及完成时间。
六、事件性质一类障碍、二类障碍、严重异常、一般异常、差错七、责任认定及考核篇三:客诉异常报告格式篇四:设备缺陷及异常分析报告设备缺陷及异常分析报告篇五:系统异常分析报告模版题目:*******事故异常分析1、异常情况说明:要求详细说明事故发生的经过,现象和影响范围。
2、异常产生后果:将异常产生的后果详细描述(包括在二级层面、ERP层面、或者可能造成当日经济和生产指标数据错误、当日无法关帐等)。
3、异常解决办法:要求将详细的处理过程进行描述。
4、异常事故责任:要求客观的将事故责任划分清楚,可以从系统原因(操作系统、服务器无响应、CPU运行100%等)。
应用软件原因(程序漏洞、无响应、业务考虑不全等)。
数据库原因(数据库空间不够、监听断掉、表锁死、用户锁死、数据表异常等)。
外界原因(网络原因、DIDERVER原因、现场操作原因、服务器硬件故障)做出详细的分析。
5、预防措施:针对此类问题,有没有通用的解决办法杜绝此类问题的发生要做详细的描述。
附送:弃捕渔民生活保障问题及对策措施弃捕渔民生活保障问题及对策措施*县是个渔业大县,海洋捕捞是我县渔业的主要生产方式,是渔区群众赖以生存、发展的支柱产业,涉及全县205个村(社区、公司)、15.8万渔业人口、13.64万渔业劳动力。
钳工品质异常处理报告原因分析在科学技术飞速发展的今天,各种机器的不断自动化,以及机械手、机器人的出现,钳工作为以手工操作为主、借用一定的工具和设备加工零件的工种,它的灵活性强、工作范围广、技艺性能高的特点仍然使其适用当今社会,比如在新产品的开发,模具的制作等方面,而在单件加工、复杂形状的以及其他工种和设备加工不了等情况,钳工应用极广。
钳工的工作范围广:划线、錾削、锯削、锉削、钻孔等等。
钳工的每一项去除材料的加工方式都会出现不合格品,但有的是可以通过借料和找正来修正,有的则不可以。
所以对于不合格品的分析尤为重要。
下面就对锉削加工进行系统的分析。
(一)工件夹坏及被台虎钳钳口刮伤1. 原因:这种现象是由于台虎钳的硬度高,将工件表面夹出凹陷状或凹痕;而操作者夹紧力太用得太大,或者还未夹紧就开始锉削也会造成此现象;若遇到工件本身是空心或材料薄而大这样的情况工件就更易变形。
2. 解决方法:夹紧加工工件时应用铜皮,条件好的可以使用焊有铜的钳口;操作者夹紧力要适当,夹紧空心或者薄而大的材料时应用弧形木垫或辅助工具夹持。
(二)平面中凸1. 原因:工件的平面是用锉刀加工出来的,锉刀的运动轨迹就决定了工件平面的形状。
要加工出平整的平面,锉刀的运动轨迹必须是直线运动,否则,就会产生各种不平的现象。
所以平面中凸、四周低超出零件图的要求,就会形成不合格品,操作者的锉削用力没有使锉刀达到平衡而锉削用力是左右手发力的结果。
而锉刀运动受力符合杠杆原理,所以若右手为F1,左手就为F2,而锉刀是力臂,工件就是支点,靠近F的部分锉刀长度就是右手的力臂l1,靠近F2的部分锉刀长度就是力臂l2。
右手的力F1分成2个方向的力F1′和F1前。
杠杆原理公式F1′·l1=F2·l2,如下图:锉刀在不断向前移动时,力臂l1不断变短,而l2不断变长,若要杠杆(锉刀),所以F1′和F2必须变化,也就是说F1逐渐变大,F2逐渐变小。
2. 解决方法:即右手发力逐渐变大,左手发力逐渐变小,左手只需要控制锉刀的方向,让其无法上下摆动。
来料异常报告1. 异常情况描述在进行来料检验时,发现以下异常情况:1.物料批次与采购订单不一致;2.物料外观存在明显缺陷;3.物料尺寸超出了标准范围。
2. 责任分析针对以上异常情况,责任分析如下:1.物料批次与采购订单不一致问题,是由于采购部门在采购过程中的失误导致的;2.物料外观存在明显缺陷问题,应该是由供应商在运输过程中造成的;3.物料尺寸超出了标准范围问题,是由供应商在加工过程中出现的失误所导致的。
3. 处理措施针对以上异常情况,我们应该采取以下处理措施:1.对于物料批次与采购订单不一致的问题,我们建议采购部门在今后对采购订单进行确认时,要严格的与供应商确认物料的批次信息,避免出现此类问题;2.对于物料外观存在明显缺陷的问题,我们建议采购部门联系供应商进行协商,并要求供应商做好物料包装和运输过程中的保护工作,以减少损坏情况的出现;3.对于物料尺寸超出标准范围问题,我们建议采购部门联系供应商进行协商,要求供应商加强对加工过程的质量控制,确保物料尺寸在规定的标准范围内。
4. 重要性分析来料异常问题对于我们的生产和质量控制都会带来影响,因此我们要高度重视,并及时的进行处理,以减少对于生产的影响。
5. 改进措施为了进一步提高来料检验的准确性和效率,我们应该采取以下的措施:1.建立完善的来料检验标准和流程,以准确判定物料的不良品率;2.对于一些经常出现问题的供应商,我们应该采取更加严格的来料检验标准,逐步减少接受不合格物料的风险;3.引入先进的监测设备和技术,以提高来料检验的效率和准确性。
6. 结论通过对于来料异常问题的分析和处理,我们建议在今后加强与供应商的沟通和协调,以及完善自身的来料检验标准和流程,以保障生产和产品的质量。
模具异常报告总结范文模具异常报告总结报告单位:XXX模具制造公司报告日期:XXXX年XX月XX日一、报告目的本报告旨在总结和分析XXX模具制造公司在过去一段时间内出现的模具异常情况,为进一步改进和提高模具制造工艺和质量管理水平提供参考。
二、异常情况概述自XXXX年X月X日起至XXXX年X月X日止,XXX模具制造公司共出现XX次模具异常情况。
其中包括模具加工精度偏差超标、模具损坏、模具寿命过短等情况。
三、异常情况分析1. 模具加工精度偏差超标造成模具加工精度偏差超标的主要原因是操作人员在加工过程中对模具的加工误差控制不到位。
缺乏对模具加工知识的全面了解、缺乏标准化加工操作流程和标准化检测手段,都是导致加工精度偏差超标的主要原因。
2. 模具损坏模具损坏主要是由于操作不当或者是模具自身质量问题导致的。
操作人员在使用和保养模具过程中,没有严格按照操作规程进行操作,缺乏对模具使用周期和寿命的判断和把握,导致了模具的过早损坏。
3. 模具寿命过短模具寿命过短是由于模具的材料质量不过关、加工工艺不合理等问题引起的。
模具的材料质量直接关系到模具的使用寿命,如果选择了质量不合格的材料,或者是加工工艺不合理,都会导致模具寿命过短。
四、问题解决措施针对上述报告中所提到的异常情况,XXX模具制造公司决定采取以下的解决措施:1. 增加操作人员的培训和技能提升机会,注重加强对模具加工知识的学习和掌握,使操作人员具备全面的模具加工能力。
2. 制定和完善模具加工操作流程和标准化检测手段,并在操作过程中严格按照操作规程进行操作。
3. 加强对模具使用周期和寿命的判断和把握,建立和完善模具使用记录和模具寿命管理体系,及时对模具进行保养和维修。
4. 加强对模具材料质量的管控,与供应商建立长期稳定的合作关系,确保材料的质量可靠。
五、总结通过对模具异常情况的总结分析,XXX模具制造公司在今后的生产过程中将加强对模具加工精度、模具使用寿命等方面的管理控制,提高模具的加工精度和使用寿命,为公司的发展提供有力的支持。
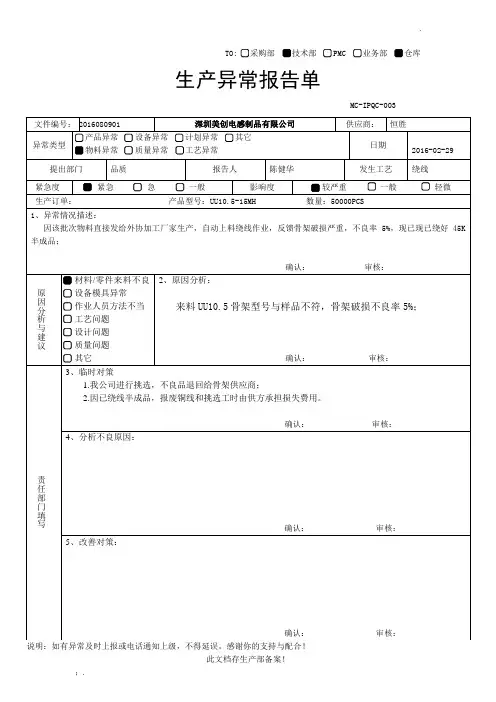
浙江勝祥機械有限公司制程品質異常報告編號:(保存時間:) 注:1、當品質問題嚴重或不良品批量大或需要停產時需由廠長級或以上領導批示。
2、發送部門:口品保部口製造部口生管口倉庫口業務部口其他________品质管理制度公司为了保证产品的品质制定,品质管理制度的推行,能提前发现异常、迅速处理改善,借以确保及提高产品品质符合管理及市场需要。
目录展开编辑本段1、总则第一条:目的为保证本公司品质管理制度的推行,并能提前发现异常、迅速处理改善,借以确保及提高产品品质符合管理及市场需要,特制定本细则。
第二条:范围本细则包括:(一)组织机能与工作职责;(二)各项品质标准及检验规范;(三)仪器管理;(四)品质检验的执行;(五)品质异常反应及处理;(六)客诉处理;(七)样品确认;(八)品质检查与改善。
第三条:组织机能与工作职责本公司品质管理组织机能与工作职责。
各项品质标准及检验规范的设订第四条:品质标准及检验规范的范围规范包括:(一)原物料品质标准及检验规范;(二)在制品品质标准及检验规范;(三)成品品质标准及检验规范的设订;第五条:品质标准及检验规范的设订(一)各项品质标准总经理室生产管理组会同品质管理部、制造部、营业部、研发部及有关人员依据"操作规范",并参考①国家标准②同业水准③国外水准④客户需求⑤本身制造能力⑥ 原物料供应商水准,分原物料、在制品、成品填制"品质标准及检验规范设(修)订表"一式二份,呈总经理批准后品质管理部一份,并交有关单位凭此执行。
(二)品质检验规范总经理室生产管理组召集品质管理部、制造部、营业部、研发部及有关人员分原物料、在制品、成品将①检查项目②料号(规格)③品质标准④检验频率(取样规定)⑤检验方法及使用仪器设备⑥允收规定等填注于"品质标准及检验规范设(修)订表"内,交有关部门主管核签且经总经理核准后分发有关部门凭此执行。
第六条:品质标准及检验规范的修订(一)各项品质标准、检验规范若因①机械设备更新②技术改进③制程改善④市场需要⑤加工条件变更等因素变化,可以予以修订。
《异常分析报告》公司领导签发:王振根部门领导:王海峰编写:谢云峰1.异常名称:#1、2机组脱硫效率低于90%。
2.异常时间:#1机组脱硫效率低于90%时间为7月27日8:45-10:24,#2机组脱硫效率低于90%时间为7月27日9:10-11:13。
3.异常前运行方式。
二台循环泵运行,正常补浆。
4.处理过程。
开三台循环泵运行,增加补浆量,同时倒运部分浆液至事故浆液罐,加大出石膏量,脱硫效率恢复至90%以上。
5.异常分析。
出石膏不及时,吸收塔内浆液品质变坏,导致脱硫效率下降。
直接原因为石膏脱水机出力小,石膏厚度小(仅为30cm 左右,而根据厂家提供的技术文件,可以保证石膏脱水机石膏厚度达到45mm左右。
间接原因为二台脱水区地坑泵有缺陷,不能正常投运,同时安装的临时水泵出力不足,不能及时排出石膏脱水机排水,导致石膏脱水机不能连续投入运行。
6.防范措施:运行人员要加强对浆液密度、ph值等参数的关注,发现有变坏的趋势时提前进行调整;设备部要加强设备的管理工作,确保脱硫设备能正常投入运行;维护部要加强设备检修工作,发生设备缺陷时及时处理,避免发生纠皮现象7.必须采取的应急措施。
遇到紧急情况(影响脱硫效率)时,可向公司环保负责人请示,得到同意后,可临时向雨水井溢流。
8.对责任单位及责任人的考核意见:根据《河北大唐国际张家口热电有限责任公司脱硫系统考核制度》第二十四条,发电部辅控主管周永宏指导运行人员调整不到位,没有要求运行人员及时调整石膏厚度,考核200元;根据《河北大唐国际张家口热电有限责任公司脱硫系统考核制度》第十九条,设备部综合点检员张彦军未及时组织人员消除设备缺陷,考核200元;根据《河北大唐国际张家口热电有限责任公司脱硫系统考核制度》第二十七条,维护部消缺不及时,且在消缺过程中存在扯皮现象,考核维护部300元;根据《河北大唐国际张家口热电有限责任公司脱硫系统考核制度》第二十条,物资部未及时购买脱硫滤液水泵备件(7月8日物资需用计划已经得到王总审批,而所需备件至28日才到现场),考核物资部100元;第二篇:异常分析报告由于近期老员工的陆续离职,新员工刚刚接触这个工作,对产品加工认知度及工作经验没有那么丰富。
生产异常处理程序(ISO9001:2015)1.目的为了防止因在4M(设备、人、材料、方法)等方面的不可预测的因素影响产品质量或造成生产停顿而制定本程序。
2.适用范围本程序适用于本公司生产车间各个工序异常情况的发生。
3.定义本程序所指的异常是指造成生产部门停工或生产进度延迟的情况,由此造成的无效工时称为异常工时。
本程序所说的异常一般指:3.1设备异常:因设备故障或水、电等原因导致的异常。
3.2物料异常:因原材料短缺、工装短缺等原因导致的异常。
3.3计划异常:因生产计划临时更改、生产任务安排错误等原因导致的异常。
3.4技术异常:因产品设计或其他技术问题导致的异常。
4.职责4.1生产部及其他相关部门负责按照本程序处理生产过程中出现的异常情况。
4.2生产部负责设备异常、计划异常的处理工作。
4.3采购部负责物料异常的处理工作。
4.4技术部、质量部负责技术异常的处理工作。
5.内容5.1设备异常5.1.1设备故障5.1.1.1购买设备时,应要求设备供应商提供维修服务,如工厂维修人员无法排除故障时,应立即与设备供应商联系,要求其提供维修事宜。
5.1.1.2工厂内各种设备均要按要求进行定期保养,并备有易损备件。
5.1.1.3如果设备维修时间较长,生产部会同有关部门调整生产计划,确保交货。
5.1.1.4若设备无法修复,生产部应立即联络购买新设备或进行外委加工,同时启动产品的安全库存。
5.1.1.5具体流程请参见附件一。
5.1.2停电、断水5.1.2.1生产部应与有关供电、供水部门联系,要求其停电前事先通知工厂,以便工厂安排换班生产,确保生产不受影响。
5.1.2.2生产部与工厂负责发电人员联系,启动发电机。
5.1.2.3具体流程请参见附件一。
5.1.3火灾5.1.3.1发生火灾时,要对现场人员进行紧急疏散后,由后勤部负责组织人员进行灭火或拨打119请求支援。
5.1.3.2灭火后,由后勤部组织人员对火灾现场进行清理,总经理组织人员对现场物资进行统计。
鱿鱼加工企业检查报告模板
当写作鱿鱼加工企业检查报告模板时,可以按照下面的格式进行撰写:
一、企业基本信息
1. 企业名称:
2. 经营地址:
3. 联系方式:
二、生产设备检查
1. 设备清洁度检查:
2. 设备运行状况检查:
3. 设备维护记录检查:
三、原材料及库存检查
1. 原材料采购记录检查:
2. 原材料存储条件检查:
3. 原材料过期及损坏情况检查:
四、产品质量检查
1. 加工过程控制点检查:
2. 成品抽样检验及记录检查:
3. 产品质量合格率检查:
请根据以上模板,填写相应的内容,形成完整的鱿鱼加工企业检查报告。
Supplier name :XXXXXXClaim origin :Assembly lineClaim opening date : 2015-5-19供应商生产厂: SV location : - SV Claim Nb. (QN):毒品调查科部分说明:(PCBA 名称)N/ASupplier Part Number: XXXXXX SV Part Number Ref. :Reviewer (name/function):XXXX总经理8D leader (name/function) :品质部 XXXXTeam members:生产部XXX、XXX、XXX、XXX品质部XXX、XXX、XXX XXXX1 – Detailed description of the problem :问题描述贵司客户反馈XXXXX因铣切不良导致零件贴歪,不良图片见下图:根据不良板子分析,我们有以下结果:1.异常板子为一面OK一面NG,分析结论为未铣透异常。
2.通过使用2次元测量,OK面大小为 6.97mm*8.24mm,NG面大小是6.53mm*7.94mm。
3.经调查主要受T07Ф0.8mm刀具加工的。
此缺陷是已经知道(通过部的废品分析)吗?Yes NoDate and ref. of the lastincident∨这已经发生在 SV 吗?∨2 – Other similar SV product concerned : 波及性此缺陷可能出现其他 SV 同类产品吗?Yes No Comments类似的技术的产品:∨根据生产履调查不良板子锁定在8-10PCS在相同的设备/过程 (应考虑所有的生产场地) 的产品:∨3 –First analysis / problem description:SV product/process qualification status :产品部资格呢?Yes No Date of qualification :∨过程是由 SV 部限定吗?Yes No Date of qualification :∨At which process step, defect was created or should have been detected? created detectedYes No Yes No Your supplier ∨∨Incoming inspection ∨∨In manufacturing line ∨∨Final inspection / Final test ∨∨Before shipment, storage and delivery (for example when editing labels): ∨∨Transportation : ∨∨Customer production line : ∨∨OK面NG面。
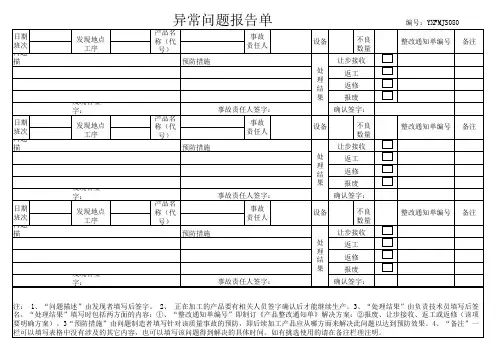
加工异常报告单
不良担当:客户工作机台号加工数量
工序零件编号
问题描述(异常时间/投入数/不良数/不良率/造成影响程度):
描述人:
具体原因分析(工程主导临时及长期措施的跟进并注明责任归属):
担当: 主管审核:
临时措施(出库/在库成品/在线品/在线料/在库物料/供应商未交物料的情况,注明负责人和完成期限)
PIE: 审核: 相关负责人会签:
长期改善措施(注明责任人和完成期限)
担当: 审核: 相关负责人会签:
异常处理费用损耗计算价值
元/人/小时X 人数X 标准时间(S)/3600X 返工数量= 元
担当者:审核:核准:
客户(责任单位)反馈后确认:
确认人/时间:
改善效果验证:
厂部确认:
文件编码:。