3、针织圆机提花工作原理
- 格式:pdf
- 大小:717.40 KB
- 文档页数:5

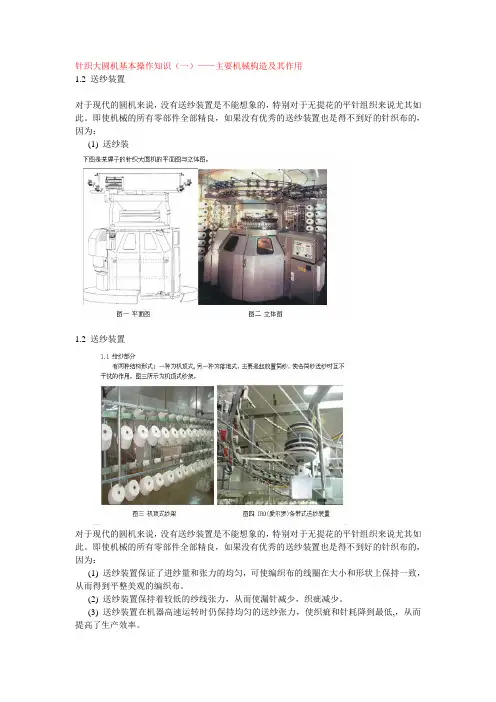
针织大圆机基本操作知识(一)——主要机械构造及其作用1.2 送纱装置对于现代的圆机来说,没有送纱装置是不能想象的,特别对于无提花的平针组织来说尤其如此。
即使机械的所有零部件全部精良,如果没有优秀的送纱装置也是得不到好的针织布的,因为:(1) 送纱装1.2 送纱装置对于现代的圆机来说,没有送纱装置是不能想象的,特别对于无提花的平针组织来说尤其如此。
即使机械的所有零部件全部精良,如果没有优秀的送纱装置也是得不到好的针织布的,因为:(1) 送纱装置保证了进纱量和张力的均匀,可使编织布的线圈在大小和形状上保持一致,从而得到平整美观的编织布。
(2) 送纱装置保持着较低的纱线张力,从而使漏针减少,织疵减少。
(3) 送纱装置在机器高速运转时仍保持均匀的送纱张力,使织疵和针耗降到最低,,从而提高了生产效率。
1.3 送纱装置一般来说为三种类:积极式、半积极式、消极式。
积极式送纱装置:分为IRO(爱尔罗)式、MPF(储纱式)、IPF(孔带式)、MFD4(四檔式)四种。
虽然各种送纱方法不同,但是都为保证一致的送纱速度而设计的。
图四是目前使用最为广泛的IRO(爱尔罗)条带式送纱装置。
IRO(爱尔罗)条带式送纱装置安装在条带与送纱导轮的中间,由传动轴带动它与条带以同一速度转动,从而保持各给纱口相同的送纱量。
所以各给纱口吃纱量极端变动的编织物或自动换纱装置使用时,是不能使用它来送纱的。
此装置的构造比较简单,大的区分有2个部分。
传动中心轴与织机同步转动,并通过条带带动各储纱器,从而使导纱轮稳定的向导纱器定长送纱。
送纱铝盘的滑块由12块组成,它的上盖部有螺旋槽,下盖部的盘为放射式槽,当欲调动铝盘的直径(改变送纱量)时,可松开盘上部的锁母,然后转动上盖盘,盘内的滑块即可沿各自的径向移动,从而变化它的直径,达到改变送纱量的目的。
如果想大范围的改变送纱量时,可调换齿轮箱内的齿轮来达到要求。
一般说来,条带分为2层,(2段)特殊组织编织时,3~4层条可以使用‧当然如果改为4段式时,送纱铝盘也要四个。
![双面针织圆机上纬编浮线镂空提花毛圈的编织方法[发明专利]](https://uimg.taocdn.com/29e1a8290508763230121238.webp)
专利名称:双面针织圆机上纬编浮线镂空提花毛圈的编织方法专利类型:发明专利
发明人:周罗庆,钱正林
申请号:CN03106902.9
申请日:20030219
公开号:CN1523149A
公开日:
20040825
专利内容由知识产权出版社提供
摘要:一种在双面针织圆纬机上浮线镂空提花毛圈的编织方法。
它是在使用针筒针(1)和针盘针(2)的双面针织圆纬机上,在每路的成圈编织过程中,针筒针(1)在退圈后有选择地形成高低两种高度,并有高低两个导纱位置,地纱位置(3)较低,地纱(5)在针盘针(2)之下被垫放在所有针筒针(1)的针口中,而毛圈纱位置(4)较高,垫放毛圈纱线(6)于针盘针(2)之上和高位针筒针之前;在垫纱后的弯纱成圈过程中,高位针筒针垫上地纱(5)和毛圈纱(6),在针盘针(2)对毛圈纱(6)搁持而对地纱(5)不作用的区分之下,形成毛圈组织,低位针筒针仅垫上地纱(5),成圈成单根地纱的纬平组织,而毛圈纱线(6)则位于织物组织的反面呈浮线状态。
申请人:江南大学
地址:214036 江苏省无锡市惠河路170号
国籍:CN
更多信息请下载全文后查看。
单边——单机板满针,左右起针三角控制键全开,字码适当單邊織片是一排織針編織,單邊的針步是在同一的平面並排著的.四平——双机板满针,四个控制键全开,字码适当。
四平是用兩排對角針板編織的雙面織片,兩面機板的織針全部操作而每排織針隨著各自方面, 交替牽拉編織而成.織片的底和面的外觀相同,織片有彈性.元同——双机板满针,控制键面左及底右打开,字码适当。
元同有一般元同,開口元同和通心元同之分.常見的有元同無縫骨做法.,首先是面機板吃線平編,然后底針平編,兩面有相同的橫列.三平——双机板满针,控制键底右关闭,字码适当。
上好梳,织好衫脚后,调好字码(主要元同字碼鬆,四平字碼結), 織片正面是拉長的橫列,背面是兩行橫列.正是由於背面兩位於正面因而朝向面卷曲,織片較平針紋路有更高的穩定和結實性.坑條—又叫羅紋分2X1,3X2,4X3;10x2,4x1,6x1等.双机板按规定数间隔排针,控制键全开,字码适当。
坑條收花,吐針有二種(底過面收,或分底面收吐).上梳,收花要漫波.兩面的縱行交錯配置形成縱向紋路或溝形效果.1x1羅紋:英式羅紋,正面與背面的單行縱向線圈交替編成的組織.2x2羅紋:瑞士羅紋,連串的正面兩支相連縱行線圈交替背面兩支相連縱行線圈. 織片結構擁有高度彈性和不會卷邊.** 2支空1支排針:兩面機板以羅紋針配置(針對齒)揗環排列2支工作針和1支不工作針所編成的2x2羅紋. ** 2支空2支排針:兩面機板以雙羅紋針配置(針對針),揗環排列,2支工作和2支不工作所編成的2x2羅紋.珠地——(单吊目)在衫身上直的一条一条,而每条又是一粒粒象珠一样帮称珠地(又称元宝针);双机板排针同四平;半转打花半转平;底右面左松,面右不动(特殊要求除外)。
珠地要開面包針,留意花針與挂砣和面左字碼.兩面有不相稱的外觀和結構,正面線圈大而圓,反面极為細小的條狀.柳条——(双吊目)1X1罗纹,在衫身上也是直的一条一条,但没有珠状,故称柳条,双机板排针同四平;控制键全开,底左面右字码密(放高),底右面左字码松(放低)。

精密针织机械分类
精密针织机械是一种用于生产细密织物的专用机械设备,通常可以分为以下几类:
1.圆针织机:圆针织机是一种常见的精密针织机械,通过循环移动的针床上的针来编织织物。
根据针床结构的不同,圆针织机可以分为单针床、双针床、多针床等类型。
圆针织机适用于生产袜子、毛衣、手套等各种细密织物。
2.平针织机:平针织机是另一种常见的精密针织机械,通过上下往复运动的平针板上的针来编织织物。
平针织机结构简单,操作方便,适用于生产各种细密平针织物,如平纹布、提花织物等。
3.梭织机:梭织机是一种传统的织布机械,通过梭子在经纬向上穿插运动,将纬纱穿插在经纱之间,形成织物。
虽然梭织机不属于针织机械,但它也可以用于生产一些细密织物,如床单、面料等。
4.其他:除了上述主要的精密针织机械外,还有一些特殊用途的织机,如无纺布机、水刺织机等,它们也可以用于生产细密织物。
以上是对精密针织机械的基本分类,具体的分类方式还可以根据其工作原理、结构特点、织物类型等因素来划分。
不同类型的精密针织机械适用于不同类型的织物生产,选择适合的机械设备对于提高生产效率和产品质量至关重要。
1 / 1。
前言一、对横机和圆机的理解与分类横机:我觉得应该是这样理解:凡是在织物编织过程中,采取往复运动形式的,就属于横机,如我们常见的铁横机(如红旗马牌、飞虎牌等)、电脑横机(如天元牌、慈星牌等)、家用编织机(如兄弟牌、银笛牌等)、还有手套机等都属于横机,横机有长短之分和针距之分,长短:24英寸、36英寸、40英寸、42英寸.... 针距:5针、7针、9针、12针、14针.....圆机:就是在织物的编织的过程中,采取圆周运动形式的,就属于圆机。
圆机有筒经和针距之分。
如30"针筒直径、34"针筒直径...针距有16针、18针、20针、24针、28针.....二、横机和圆机的主要相同和不同点相同点:都是针织机械,都能编织羊毛衫等织物,机器的功能不同,编织的花行的能力也不不相同、都有一定的针距。
都要通过一定的方式选针,以达到编制花型的目的。
不同点:因横机有长短之分,在针距和密度一定的情况下,编织的织物的幅面,可通过加减针或起针数来改变织物的宽窄,就是说可编织宽的衣片,也可编织窄面的衣片,但圆机就不能,一定筒经,一定针距的机器,在密度不变的情况下,只能编织出一定直径的圆筒织物;从运行速度来看,圆机的运行速度极高,产量也就很高,横机的运行速度比较低,产量也就比较低。
由以上可以看出,横机和圆机都是编织毛衫的主要设备,都是通过某中方式选针来编织花型,且编织花型的能力都可通过一定的选针方法达到较高的水平,但横机和圆机各有自己的优缺点;圆机虽然的产量高,但在编织羊毛衫时不能加减针,需要通过裁剪来解决,这就决定了圆机不能编织高档羊毛衫,而横机虽然产量低,但可通过起针数和加减针数的变化,可编织出时尚化个性花的羊毛衫。
因此大家做毛衫一般都是要选择横机的。
第一章针织圆机的分类与概况针织大圆机,学名针织圆形纬编机(或者叫做针织圆纬机)。
由于针织大圆机的成圈系统(企业里称作进纱路数,简称路数)多,转速高、产量高、花形变化快、之物品质好、工序少、产品适应性强,所以发展很快。
针织实验纺织与材料学院目录一.针织物主要参数与性能指标二.圆纬机的成圈系统和工作原理三.针织横机工作原理四.纬编花色组织的设计与编织五.纬编复合组织的设计与编织六.针织圆机提花工作原理七.经编机工作原理和结构八.经编机梳栉横移机构实验(一)针织物主要参数与性能指标一、实验目的与要求1、了解针织物的主要参数及其物理机械性能指标。
2、了解针织物的主要参数及其部分物理机械性能指标测试方法。
二、基本知识针织物的主要参数及其物理机械性能指标包括:线圈长度、密度(横密、纵密、总密度)、未充满系数、平方米克重、厚度、脱散性、卷边性、延伸性、弹性、断裂强力与断裂伸长率、缩水率、勾丝与起毛起球等。
三、实验设备、仪器和用具(1)织物:纬编针织物基本组织。
(2)测试仪器:线圈长度仪、密度镜、圆盘切割仪、烘箱、天平、厚度仪、起毛起球仪、织物强力仪四、实验内容(1)利用脱散法测试针织物的线圈长度,数100个线圈,做好标记,在线圈长度测试仪上实测100个线圈长度的数值,并除以100即得到每个线圈长度的值(单位:mm)。
(2)在织物的五个不同部位,分别用织物密度镜测试沿织物横向5cm内的线圈数Pa 和沿织物纵向5cm内的线圈数Pb,线圈总密度P=Pa×Pb。
(3)利用圆盘切割仪分别在织物上截取5块织物,在烘箱内烘干后,在天平上称重,得到织物的平方米克重。
(4)在厚度仪上测试织物的厚度。
(5)在起毛起球仪上测试织物的起毛起球性能。
(6)在织物强力仪上分别测试织物纵向、横向的强力和断裂伸长率。
五、作业与思考题1、简述针织物的主要物理机械性能指标。
2、针织物的基本结构单元是什么?3、针织物的密度和未充满系数分别表示什么含义?适用什么场合?实验(二)舌针圆纬机的成圈系统和工作原理一、实验目的与要求1、了解舌针圆纬机的工作原理。
2、了解一种型号——单面四跑道变换三角圆纬机的结构。
3、了解单面四跑道变换三角圆纬机的成圈机件及工作原理。
多圆纬机选针机构原理与上机工艺一、摘要:§6-1多针道变换三角选针原理与上机工艺使用多级针踵的舌针与多针道控制方式的圆纬机,称为多针道针织机。
目前用得最多的是在针筒上的四踵位织针与四针道选针,即单面四针道机。
多针道针织机除了编织平针等组织外,还可以编织单面变换织物等。
一、三角配置与选针原理单面四针道针织机常见型号有Z241、SGE2401、GE161-4、H3F、MHL、S1108、XL-4S等。
现以德国迈耶西公司的单面四针道针织机为例,简述其结构原理。
见图6-1。
选针机构视频四针道变换三角选针原理动画多三角机成圈过程动画多三角机沉降片的运动轨迹动画该图右侧:踵位不同的四种针,从左向右:1、2、3、4号针。
每一号针上有三个踵位:0号起针踵,最上一个为压针踵,加上1-4号某号选针踵。
该图左侧:每一路三角座中自上而下装有6块三角,分别作用与起针踵,压针踵和1-4号选针踵,除压针三角6不需要调换外,其余5块三角可以在3种可互换三角中进行变换。
其中ZA是成圈三角,ZB 是集圈三角,ZC是不编织三角,所有三角安装时,均有销钉9定位用螺丝7固定在三角座上。
按图中的三角排列,1号针受集圈三角ZB作用进行集圈,2和3号针受不编织三角ZC作用不退圈与不编织,4号针受成圈三角ZA作用正常成圈。
织针每经过一个成圈系统,都有成圈,集圈和不编织3种可能,称为三功位选针。
二、形成花纹的能力分析四针道针织机花纹变换就是靠四种踵位的针和三种不同工作状态的三角的不同组合、排列来实现的。
1、完全组织宽度B:①花宽B中不同的花纹纵行数B0不同的花纹纵行数B0=织针针踵的档数②最大花宽B max将不同踵位的针按不同的顺序交替排列,不成循环。
完全组织的最大宽度可以扩展到针筒上的总针数N,即B max≤N③完全组织宽度B在设计花宽时,一般应使B等于针筒上总针数N的约数。
2、完全组织高度H当机器为4针道时,它的完全组织H中不同花纹的横列H0与三角的排列组合有关。