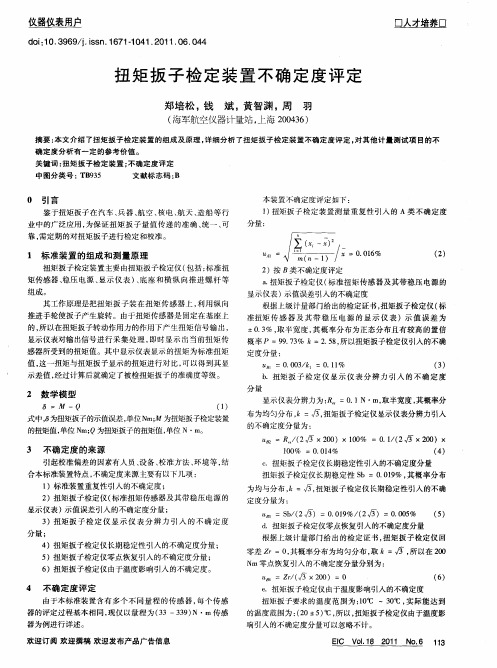
扭矩扳子检定装置不确定度评定_郑培松
- 格式:pdf
- 大小:168.55 KB
- 文档页数:2
扭矩扳子检定仪的不确定度分析与评定扭矩扳子检定仪是用于测量和校准扭矩扳子的一种仪器设备。
扭矩扳子是一种常用的手持式工具,用于拧紧螺栓和螺钉,广泛应用于机械制造、汽车维修、航空航天等领域。
为了保证扭矩扳子的准确性和稳定性,需要对扭矩扳子检定仪进行不确定度分析与评定,以确保其在使用中的可靠性和精确度。
1. 检定仪的基本原理和结构扭矩扳子检定仪是一种用于测量扭矩的专用仪器,通常由扭矩传感器、电子显示屏、控制电路和外壳等部分组成。
其工作原理是通过扭矩传感器感知被测扭矩,并将其转化为电信号,然后通过控制电路进行处理并显示在电子显示屏上。
2. 不确定度来源和影响因素扭矩扳子检定仪的不确定度来源主要包括以下几个方面:(1)传感器精度:扭矩传感器是扭矩检定仪的核心部件,其精度直接影响到检定仪的测量精度。
(2)环境条件:环境温度、湿度和压力等因素均会对检定仪的测量结果产生影响,需要进行相应的校正和修正。
(3)仪器本身的稳定性和线性度:检定仪在长期使用过程中,可能会出现漂移和非线性现象,这对其测量结果的准确性产生影响。
3. 不确定度计算方法不确定度的计算方法通常包括两种:传统方法和GUM方法。
传统方法是通过对每个影响因素的测量数据进行统计分析,然后结合不确定度传递规则计算得出最终的不确定度值。
而GUM方法则是根据国际上通用的《测量不确定度评定技术指南》(GUM)进行计算,采用不确定度传递公式,将所有影响因素的不确定度汇总计算得出总的不确定度。
1. 不确定度评定的意义和目的不确定度评定的目的是对检定仪的测量结果提供可靠性、准确性和可比性的评价。
通过评定,可以确定检定仪在一定测量范围内的测量误差范围,为用户提供参考依据和使用指导。
不确定度评定的方法通常包括以下几种:比较法、标准物质法、模拟方法等。
比较法是将被试验仪器与已知准确度的标准仪器进行对比,从而评定其不确定度范围;标准物质法是利用已知准确度的标准物质对被试验仪器进行检定和评定;模拟方法是通过模拟实际工作环境和工况,对被试验仪器进行评定。

扭矩扳子检定仪测量结果的不确定度评定方法1、概述1.1测量依据:JJG 797-2013《扭矩扳子检定仪》1.2计量标准:主要计量标准设备为标准扭矩扳手3个,测量范围(0~3000)Nm。
1.3环境条件:温度(20±5)℃,相对湿度不大于80%。
1.4被测对象:选择型号为TT-FA3000,编号为JFM2020FA0903的全自动扭矩扳子检定仪进行测量。
1.5测量方法:将标准扭矩板子安装在扭矩扳子检定仪上,将受力点调整到平均力臂长度处,对扭矩扳子检定仪预加三次额定负荷,每次额定负荷的保持时间为30s~1min。
正式测量时,从额定负荷的20%开始测量,每个测量点进行三次测量,分别读取标准扭矩值及被检扭矩值,三次测量值的算术平均值减去标准扭矩值即可得扭矩扳子检定仪在该测量点的示值误差。
2、数学模型式中:—扭矩扳子检定仪的示值误差,单位Nm;—扭矩扳子检定仪三次示值平均值,单位Nm;—测量点标准扭矩板子的标准扭矩值,单位Nm;3、方差及灵敏系数式中、互为独立。
因而有:故4、测量不确定度来源由数学模型可知,不确定度来源有:测量重复性引入的不确定度分量;扭矩扳子检定仪分辨力引入的不确定度分量;扭矩扳子检定仪回零差引入的不确定度分量;扭矩扳子检定仪示值误差引入的不确定度分量;标准扭矩扳子示值误差引入的不确定分量;标准扭矩扳子的回零误差引入的不确定度分量;标准扭矩扳子的分辨力引入的不确定分量。
5、各输入量标准不确定度分量的评定5.1 测量重复性引入的不确定度分量选取100Nm点进行不确定度的评定,测量数据及结果见表1所示:采用不确定度A类评定,利用公式计算实验标准差,实际测量时重复测量次数为3次,由公式计算标准不确定度。
表1平均5.2扭矩扳子检定仪读数分辨力引入的不确定度分量扭矩扳子检定仪100 Nm的分辨力为0.01Nm,区间半宽为0.005Nm,假设其服从均匀分布,则:=5.3扭矩扳子检定仪回零误差引入的不确定度分量由扭矩扳子检定仪检定证书可知,选择测量范围为(0~200)Nm的扭矩传感器时,区间半宽为,假设其服从均匀分布,则有:=5.4扭矩扳子检定仪示值误差引入的不确定度分量当扭矩扳子检定仪选择测量范围为(0~200)Nm的扭矩传感器时,在100Nm 测量点,由规程可知,0.3级的扭矩仪示值相对误差最大为±0.3%,则区间半宽为,假设其服从均匀分布,则:=5.4标准扭矩扳子的示值误差引入的不确定度分量由检定规程,0.1级标准扭矩板子示值相对误差最大为±0.1%,则在100Nm 测量点的区间半宽为,假设其服从均匀分布,则:=5.5 标准扭矩扳子的回零误差引入的不确定度分量由检定规程,0.1级标准扭矩板子回零误差为±0.01%FS,则选用(0~200)Nm的标准扭矩扳子时的区间半宽为,假设其服从均匀分布,则:=5.6 标准扭矩扳子的分辨力误差引入的不确定度分量标准扭矩板子在100Nm处的分辨力为0.01Nm,则区间半宽为0.005Nm,假设其服从均匀分布,则:=6、合成标准不确定度6.1主要标准不确定度汇总表表2 标准不确定度汇总表单位:Nm重复性引入的标准不确定度扭矩仪读数分辨力引入的标准不确定度分量扭矩仪回零差引入的标准不确定度分量扭矩仪示值误差引入的标准不确定度分量标准扭矩板子示值误差引入的标准不确定度分量标准扭矩板子回零差引入的标准不确定度分量标准扭矩板子读数分辨力引入的标准不确定度分量6.2 合成标准不确定度计算以上各项标准不确定度分量是互不相关的,所以合成标准不确定度为:7、扩展不确定度计算取k=2,依据公式,可得。
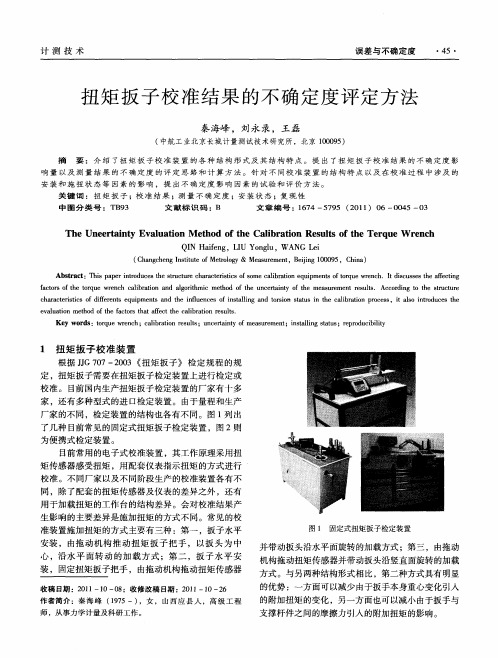

扭矩扳子检定仪的不确定度分析与评定扭矩扳子是常用的测量工具,用于检测和调整螺栓、螺母、法兰等的紧固力,其准确度和可靠性直接影响了紧固件的使用安全性和性能稳定性。
因此,在生产和使用过程中,需要对扭矩扳子进行检定和校准,确保其准确度和可靠性符合标准要求。
在检定中,不确定度是一个重要参数,需要进行详细的分析和评定。
一、不确定度定义和表达式不确定度是指测量结果与被测量真值之间存在的不确定性范围。
其表达式为:u(T)=k×(δ1^2+δ2^2+…+δn^2)^0.5其中,u(T)为扭矩扳子的测量不确定度;k为置信概率的覆盖因子;δ1、δ2、…、δn为所有不确定度源的标准偏差;n为不确定度源的总数。
二、导致扭矩扳子不确定度的因素1. 分辨力和重复能力:分辨力是指扭矩扳子可读取的最小刻度值,重复能力是指多次对同一物体进行测试时,扭矩扳子所得结果的偏差。
这两个因素都会影响扭矩扳子的测量准确度和可靠性。
2. 环境因素:扭矩扳子的测量精度会受到周围环境因素的影响,如温度、湿度等。
3. 操作人员技能:检定扭矩扳子需要专业技能和规范操作,操作人员技能会直接影响测量结果的准确度和可靠性。
4. 标准器不确定度:检定扭矩扳子需要使用标准器,标准器本身存在不确定度,会对扭矩扳子的测量结果产生影响。
1. 标准器选择:选择具有高准确度和稳定性的标准器,将其不确定度控制在一定的范围内。
2. 环境控制:在检定过程中,对环境因素进行精确控制,以减小环境误差对测量结果的影响。
4. 数据处理:使用合适的统计方法对测量数据进行处理,以减小不确定度。
5. 重复测量:在确定扭矩扳子的不确定度时,需要进行多次重复测量,并计算出其平均值和标准偏差,以提高测量结果的准确度和可靠性。
综上所述,扭矩扳子的不确定度评定需要考虑多种因素,包括操作人员技能、环境条件、标准器选择和数据处理等。
通过合理的措施和方法,可以有效地提高扭矩扳子的测量准确度和可靠性,确保其符合标准要求,保障紧固件的使用安全性和性能稳定性。
扭矩扳子检定仪的不确定度分析与评定引言在工业生产中,精确的扭矩控制对于确保产品质量和生产安全至关重要。
而扭矩扳子是用来调整和检测螺栓紧固的工具,因此其准确性和可靠性对整个生产过程起着重要作用。
为了保证扭矩扳子的准确性,需要对其进行定期的检定和校准。
而不确定度分析与评定则是评价扭矩扳子检定仪准确性的重要方法之一。
一、不确定度的概念不确定度是指测量结果与被测量真实值之间的差异范围。
在测试和检定中,不确定度是用来评估测量结果的合理性和可靠性的重要指标。
不确定度的大小代表了测量结果的可靠性,较小的不确定度意味着测量结果更加可靠。
不确定度分析与评定对于确保扭矩扳子检定仪的准确性和可靠性具有重要意义。
二、不确定度的来源扭矩扳子检定仪的不确定度来源主要包括以下几个方面:1. 仪器本身的不确定度:扭矩扳子检定仪的设计和制造精度、重复性和稳定性等都直接影响其测量结果的准确性。
2. 校准仪器的不确定度:用于对扭矩扳子检定仪进行校准的标准设备的不确定度也会对检定结果产生影响。
3. 操作员技能和经验:操作员的操作技能和经验程度对检定结果的准确性起着重要作用。
4. 环境条件:环境温度、湿度等因素同样会对检定结果产生影响。
三、不确定度的评定方法针对上述不确定度来源,不确定度的评定方法主要包括以下几种:1. 标准不确定度评定法:根据标准不确定度的评定方法,通过实验或者数学模型的分析来评估扭矩扳子检定仪的标准不确定度。
2. 综合不确定度评定法:将仪器本身的不确定度、校准仪器的不确定度、操作员技能和经验、环境条件等因素进行综合考虑,通过实验或者模拟得出扭矩扳子检定仪的综合不确定度。
3. 不确定度传递法:根据扭矩扳子检定仪的工作原理和测量过程,通过不确定度传递法评估检定仪的不确定度。
四、不确定度的分析在进行不确定度评定之后,需要对不确定度进行分析,以确定测量结果的可靠性和合理性。
不确定度分析的主要内容包括:1. 计算扩展不确定度:通过对标准不确定度或综合不确定度进行计算和分析,得出扩展不确定度,即最终的测量结果的不确定度。
扭矩扳子检定仪的不确定度分析与评定扭矩扳子是一种用于测量和施加扭矩的工具,广泛应用于汽车、机械设备维修和制造行业。
扭矩扳子检定仪是用于检定和校准扭矩扳子精度的仪器。
不确定度分析与评定是一项重要的质量管理工作,可以帮助我们评估检定结果的可靠性和准确性。
本文将对扭矩扳子检定仪的不确定度分析与评定进行详细介绍。
一、扭矩扳子检定仪的不确定度来源扭矩扳子检定仪的不确定度来源主要包括以下几个方面:1. 仪器本身的不确定度:包括仪器的精度、分辨率和重复性等。
检定仪器的示值是否准确、重复测量结果是否一致等。
2. 检定环境对测量的影响:包括温度、湿度、大气压等环境因素对测量结果的影响。
这些环境因素可能会导致测量结果的偏差,需要进行补偿或校正。
3. 检定人员技术水平和经验:检定人员的技术水平和经验对检定结果的准确性有很大影响。
技术水平高的检定人员可以减小测量误差,提高测量精度。
4. 校准装置的不确定度:校准装置也会引入一定的测量误差,需要进行考虑和补偿。
二、扭矩扳子检定仪不确定度评定方法1. 不确定度分析方法不确定度分析是评定扭矩扳子检定仪不确定度的重要方法。
通过对各种不确定度来源进行分析和计算,得出最终的不确定度值。
通常采用的分析方法包括:标准不确定度法、最大误差法、合成不确定度法等。
这些方法可以较为准确地评定出扭矩扳子检定仪的总不确定度。
2. 不确定度评定标准国际上通常采用ISO标准或国家法定计量单位的相关标准来进行扭矩扳子检定仪不确定度的评定。
这些标准包括ISO/IEC 17025 认可的实验室检定标准、ISO 6789-2 校准标准等。
这些标准提供了检定仪器不确定度的评定方法和要求,可以为扭矩扳子检定仪的不确定度评定提供重要的参考依据。
三、不确定度评定实例现以一款扭矩扳子检定仪为例,进行不确定度分析与评定。
假设该扭矩扳子检定仪的精度为±1%,标定范围为0-200Nm,校准装置的不确定度为±0.5%。
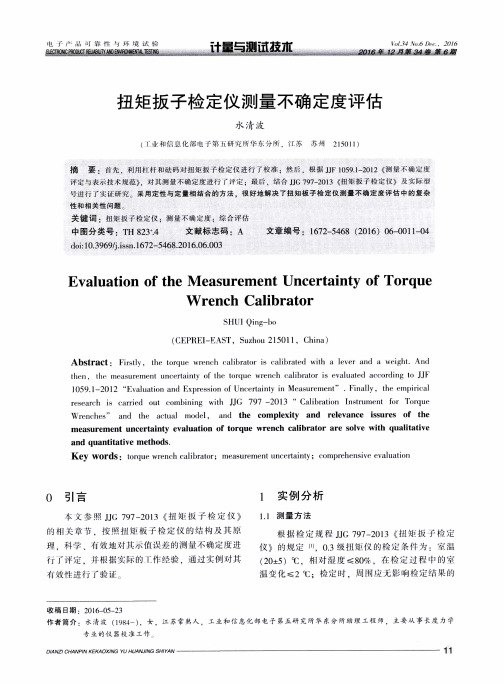
扭矩扳子检定仪测量不确定度评估摘要:扭矩扳子对于军工设备的研制具有重要意义,它关系到不同设备的拆装,而且量值的准确性影响着设备拆装的安全性及准确度,进而影响到军工装备的质量。
本文主要研究扭矩扳子测定仪的测量不确定度评估,从对该方面知识的研究,来了解对扭矩扳子量值的规范和纠正,确保量值的准确性。
文章先从扭矩扳子检定仪的概述角度出发,简述其工作原理及设备组成情况,分析不同评估层次的评估模型,再深入分析测量不确定度的评估。
关键词:扭矩扳子;量值;不确定度评估前言:扭矩扳子在测量领域具有非常重要的作用,其所测量出来的数值具有一定的准确性,并且能够成为其他测量的标准参数。
为了确保该种测量方式下示值传递的准确性,需要定期对扭矩扳子检定仪进行检定或校准,并且按照检定规程的规定进行检定,从而传递出更加准确的量值。
本次研究符合JJG707-2014扭矩扳子检定规程的要求,下文详细阐述了该计量标准的测量不确定度评估。
一、扭矩扳子检定仪概述(一)检定仪组成系统扭矩扳子的检定仪主要是由扭矩施加系统、扳子连接系统、传感器以及模数转换系统组成。
而其中的扭矩施加系统,主要是通过传动机箱、钢体支架以及导向杆等组成,当以滑块来施加扭矩时,支点就会以圆形为轨迹运行,其扭矩在施加的过程中不会发生变化。
而扳子连接系统被划分为不同的规格,不同的规格其设计的传感器接头不同,在调整扳子的角度时,就能够选择合适的角度来进行连接,从而调整扳子的力臂,让其达到误差最小的状态[1]。
传感器主要用于信号传输,其将扭矩的数值转换成电流信号,将其传达给连接的组件。
在此期间,系统会将传感器传输过来的电流信号放大,并且传输到测量系统中,而转换系统则是将测量过程中不稳定的电流转换为相对稳定的电流,从而减少波动,提升测量的稳定性。
二、扭矩扳子检定仪测量不确定度评估分析(一)测量方法及对象我们选用机械预置式扭矩扳子(编号:TLZG-137-005,型号为NB- 500,测量范围:(100 ~ 500)Nm,示值相对误差:±5%。
扭矩扳子检定仪的不确定度分析与评定
扭矩扳子检定仪是用于测量和调整螺栓、螺母、螺纹等连接件的扭矩的一种工具。
在
使用扭矩扳子检定仪进行检定时,我们需要对其测量结果的准确性进行评估,这就涉及到
不确定度的分析与评定。
不确定度是指测量结果与真实数量之间的差异,是一个反映测量结果的信度和可信度
的指标。
对于扭矩扳子检定仪,其不确定度可以通过以下几个方面进行分析和评定:
1. 重复性:重复性是指在相同的测量条件下,用同一台扭矩扳子检定仪多次进行测
量所得结果的离散程度。
可以通过多次测量,计算测量值间的标准偏差来评估重复性。
4. 零点偏移:零点偏移是指扭矩扳子检定仪在未进行测量时,指示值与零位之间的
差异。
可以通过将检定仪不进行测量时的指示值与零位之间的差异进行评估。
以上几个方面都可以通过实验和统计方法来进行分析和评定。
在进行不确定度评定时,需要对每个方面的不确定度进行估计,并将其相互独立地计算。
将各个方面的不确定度合
并得到总的不确定度。
对于扭矩扳子检定仪的不确定度评定,需要将不确定度与所要求的测量精度进行比较,以确定检定结果的可靠性。
如果测量精度要求较高,则需要对不确定度进行细致分析,并
采取相应的措施来提高测量的可靠性。