未注公差的线性和角度尺寸公差
- 格式:doc
- 大小:76.00 KB
- 文档页数:2
版本记录1 目的根据公司产品图样的实际情况及加工成本对未注的一般公差进行规定,以有效控制产品的质量,统一产品的生产、检验标准,确保产品符合设计要求。
2 适用范围本标准适用于公司所有电扶梯产品图样,以及本公司加工和委外加工成品、半成品,外购来料,产品之检验。
3 职责无4 定义4.1一般公差1)未注公差的线性和角度尺寸公差主要有:a.线性尺寸,包括外尺寸、内尺寸、阶梯尺寸、直径、半径、倒圆半径和倒角高度b.角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90º)2)未注公差的几何公差主要有:a.形状公差,包括直线度、平面度b.位置公差,包括垂直度、对称度、圆跳动等4.2参考标准GB/T1800.1-2009(产品几何技术规范极限与配合第1部分:公差、偏差和配合的基础)GB/T1800.2-2009(产品几何技术规范极限与配合第2部分:标准公差等级和孔、轴极限偏差表)GB/T1804-2000(一般公差未注公差的线性和角度尺寸的公差)GB/T15055-2007(冲压件未注公差尺寸极限偏差)GBT13914-2013(冲压件尺寸公差)GBT13915-2013(冲压件角度公差)GB/T13916-2013(冲压件形状与位置未注公差)GB/T1184-1996 (形状与位置公差未注公差值)GB/T6414-1999 (铸件尺寸公差与机械加工余量)GB/T19804-2005(焊接结构的一般尺寸公差和形位公差)GB/T6403.4-2008(零件倒圆与倒角)JB/T4129-1999(冲压件毛刺高度)5 线性和角度未注公差5.1各种不同加工方法的线性尺寸公差5.1.1各种不同的加工方法所对应的尺寸公差等级分类按GB/T1804-2000 m、c、v级的规定,见表一,设计、检验均以此为依据。
表一:各种不同的加工方法所对应的尺寸公差等级5.1.2 表二为GB/11804-2000规定的不同公差等级的线性尺寸的极限偏差数值表二:不同公差等级的线性尺寸的极限偏差5.1.3轴和孔的未注公差采用GB/T1800.2-2009的IT13,即:孔H13,轴h13。
版本记录1 目的根据公司产品图样的实际情况及加工成本对未注的一般公差进行规定,以有效控制产品的质量,统一产品的生产、检验标准,确保产品符合设计要求。
2 适用范围本标准适用于公司所有电扶梯产品图样,以及本公司加工和委外加工成品、半成品,外购来料,产品之检验。
3 职责无4 定义4.1一般公差1)未注公差的线性和角度尺寸公差主要有:a.线性尺寸,包括外尺寸、内尺寸、阶梯尺寸、直径、半径、倒圆半径和倒角高度b.角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90º)2)未注公差的几何公差主要有:a.形状公差,包括直线度、平面度b.位置公差,包括垂直度、对称度、圆跳动等4.2参考标准GB/T1800.1-2009(产品几何技术规范极限与配合第1部分:公差、偏差和配合的基础)GB/T1800.2-2009(产品几何技术规范极限与配合第2部分:标准公差等级和孔、轴极限偏差表)GB/T1804-2000(一般公差未注公差的线性和角度尺寸的公差)GB/T15055-2007(冲压件未注公差尺寸极限偏差)GBT13914-2013(冲压件尺寸公差)GBT13915-2013(冲压件角度公差)GB/T13916-2013(冲压件形状与位置未注公差)GB/T1184-1996 (形状与位置公差未注公差值)GB/T6414-1999 (铸件尺寸公差与机械加工余量)GB/T19804-2005(焊接结构的一般尺寸公差和形位公差)GB/T6403.4-2008(零件倒圆与倒角)JB/T4129-1999(冲压件毛刺高度)5 线性和角度未注公差5.1各种不同加工方法的线性尺寸公差5.1.1各种不同的加工方法所对应的尺寸公差等级分类按GB/T1804-2000 m、c、v级的规定,见表一,设计、检验均以此为依据。
表一:各种不同的加工方法所对应的尺寸公差等级5.1.2 表二为GB/11804-2000规定的不同公差等级的线性尺寸的极限偏差数值表二:不同公差等级的线性尺寸的极限偏差5.1.3轴和孔的未注公差采用GB/T1800.2-2009的IT13,即:孔H13,轴h13。

版本记录1 目的根据公司产品图样的实际情况及加工成本对未注的一般公差进行规定,以有效控制产品的质量,统一产品的生产、检验标准,确保产品符合设计要求。
2 适用围本标准适用于公司所有电扶梯产品图样,以及本公司加工和委外加工成品、半成品,外购来料,产品之检验。
3 职责无4 定义4.1一般公差1)未注公差的线性和角度尺寸公差主要有:a.线性尺寸,包括外尺寸、尺寸、阶梯尺寸、直径、半径、倒圆半径和倒角高度b.角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90º)2)未注公差的几何公差主要有:a.形状公差,包括直线度、平面度b.位置公差,包括垂直度、对称度、圆跳动等4.2参考标准GB/T1800.1-2009(产品几何技术规极限与配合第1部分:公差、偏差和配合的基础)GB/T1800.2-2009(产品几何技术规极限与配合第2部分:标准公差等级和孔、轴极限偏差表)GB/T1804-2000(一般公差未注公差的线性和角度尺寸的公差)GB/T15055-2007(冲压件未注公差尺寸极限偏差)GBT13914-2013(冲压件尺寸公差)GBT13915-2013(冲压件角度公差)GB/T13916-2013(冲压件形状与位置未注公差)GB/T1184-1996 (形状与位置公差未注公差值)GB/T6414-1999 (铸件尺寸公差与机械加工余量)GB/T19804-2005(焊接结构的一般尺寸公差和形位公差)GB/T6403.4-2008(零件倒圆与倒角)JB/T4129-1999(冲压件毛刺高度)5 线性和角度未注公差5.1各种不同加工方法的线性尺寸公差5.1.1各种不同的加工方法所对应的尺寸公差等级分类按GB/T1804-2000 m、c、v级的规定,见表一,设计、检验均以此为依据。
表一:各种不同的加工方法所对应的尺寸公差等级5.1.2 表二为GB/11804-2000规定的不同公差等级的线性尺寸的极限偏差数值表二:不同公差等级的线性尺寸的极限偏差5.1.3轴和孔的未注公差采用GB/T1800.2-2009的IT13,即:孔H13,轴h13。
未注公差的线性和角度尺寸的公差在工程设计中,为了确保产品的质量和可靠性,通常需要在零件图纸上标注公差。
公差是指设计师在零件尺寸上允许的偏差范围,它是保证零件之间组装和使用的可靠性的重要指标。
然而,在一些情况下,为了简化图纸的编制和阅读,设计师可能会选择不标注公差,这就是未注公差的情况。
本文将讨论未注公差的线性和角度尺寸的公差问题。
一、未注公差的线性尺寸公差未注公差的线性尺寸公差是指在零件图纸上没有明确标注偏差范围的线性尺寸。
对于这种情况,常见的处理方式是利用公差表来确定公差范围。
公差表是根据国家标准或行业标准规定的一种统一标准,其中列举了各种不同尺寸范围对应的公差。
设计师可以根据零件的实际要求,选择合适的公差范围进行设计。
然而,未注公差的线性尺寸公差也存在一定的风险和挑战。
首先,未注公差可能导致设计师无法准确把握产品的质量要求,增加了产品出现问题的风险。
其次,未注公差可能会使得图纸阅读和理解变得困难,特别是对于没有相关经验的技术人员来说,可能会误解尺寸要求,导致加工和装配错误。
为了解决未注公差的线性尺寸公差问题,设计师需要在设计中积累丰富的经验和知识,并了解各种常见的公差表和标准。
此外,与制造部门的紧密合作也是非常重要的,通过制定明确的工艺规程和制造要求,可以减少因未注公差导致的问题。
二、未注公差的角度尺寸公差角度尺寸是指在零件图纸上表示的角度尺寸,例如直线角、倾斜角等。
对于未注公差的角度尺寸,同样可以通过参考公差表来确定公差范围。
未注公差的角度尺寸公差可能会导致装配问题和产品质量问题。
例如,如果一个角度的公差范围未明确标注,那么在加工和装配过程中可能会导致零件之间的角度偏差过大,不能满足设计要求。
此外,未注公差可能会给制造部门带来困扰,增加了加工的难度和复杂性。
为了解决未注公差的角度尺寸公差问题,设计师需要在零件图纸中清晰地标注角度尺寸,尽量避免未注公差的情况发生。
对于确实无法避免的情况,设计师需要与制造部门和质量部门紧密合作,共同制定明确的工艺规程和质量要求,确保产品能够满足设计要求。
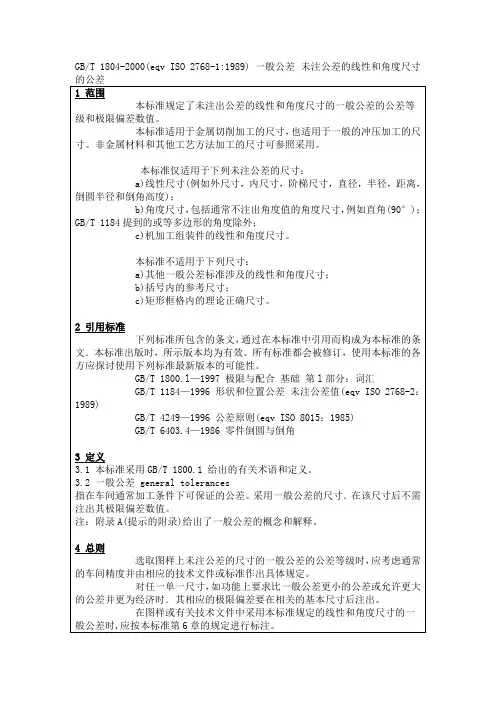
XXXXXXXXXXXXXX实业有限公司未注公差的线性和角度尺寸的公差文件编号:XXX-WP-05版本号:A版版次号:0次分发号:0320111121005受控状态:编制部门:品质部发布时间:2011年11月20日实施时间:2011年11月21日编制:审核:批准:一般公差未注公差的线性和角度尺寸的公差1.适用范围:本标准规定了未注公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其它方法加工的尺寸可参照使用。
本标准仅适用于下列未注公差的尺寸:1.1、线性尺寸(例如外径尺寸、内径尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度);1.2、角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);1.3、机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:1.4、其他一般公差标准涉及的线性和角度尺寸;1.5、括号内的参考尺寸;1.6、矩形框格内的理论正确尺寸。
2.引用标准:本公司所使用的《未注公差的线性和角度尺寸的公差》引用国标《一般公差—未注公差的线性和角度尺寸的公差》,即:GB/T 1804-2000。
3.定义:一般公差指在车间通常加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不需注出其极限偏差数值。
注:附录A(提示的附录)给出了一般公差的概念和解释。
4.总则:4.1、选取图样上未注公差的尺寸的一般公差的公差等级时,应考虑通常的车间精度并由相应的技术文件或标准作出具体规定。
4.2、对任一单一尺寸,如功能上要求比一般公差更小的公差或允许更大的公差并更为经济时,其相应的极限偏差在相关的基本尺寸后注出。
4.3、在图样或有关技术文件中采用本标准规定的线性和角度尺寸的一般公差时,应按标准第6章规定进行标注。
4.4、由不同类型的工艺(例如切削或铸造)分别加工形成两表面之间的未注公差的尺寸应按规定的两个一般公差数值中的较大值控制。
唐山圆方机械设备有限公司企业标准 Q/TYFBZ13001―2013机械加工零部件未注公差的线性和角度尺寸的公差2013—01—01 发布 2013-01-01 实施唐山圆方机械设备有限公司发布前言本标准是根据中华人民共和国国家标准GB/T1804-2000《未注公差的线性和角度尺寸的公差》,结合本公司产品特点编写的。
本标准由质量检验部提出。
本标准起草人:王峰本标准自2013年1月1日起实施。
1、适用范围本标准用于我公司的产品设计、生产加工零部件、外购、外协件的零部件检验未注公差的依据。
本标准规定了未注公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸;a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);b) 角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);c) 机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸;a)其他一般公差标准涉及的线性和角度尺寸;b)括号内的参考尺寸;c)矩形框格内的理论正确尺寸。
2、引用标准GB/T 1804-2000 机械加工零部件未注公差的线性和角度尺寸的公差GB/T 1800.1-1997 极限与配合GB/T 1184-1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989)GB/T 4249-1996 公差原则(eqv ISO 8015:1985)GB/T 6403.4-1986 零件倒圆与倒角3、定义一般公差指在车间通常加工条件下可保证的公差。
采用一般公差的尺寸,在该尺寸后不需注出其极限偏差数值。
4、一般公差的公差等级和极限偏差数值一般公差分精密f、中等m、粗糙c、最粗v共4个公差等级。
附表1、2、3按未注公差的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差数值。
未注公差的线性和角度尺寸的公差在机械设计中,公差是指零件尺寸与设计尺寸之间所允许的偏差范围。
合理的公差设计可以确保零件之间的互换性,并满足产品的功能和性能要求。
然而,在某些情况下,线性和角度尺寸的公差可能未被明确注明,这给产品的质量和工艺流程带来了潜在的问题。
本文将探讨未注公差的线性和角度尺寸公差所带来的影响,并提供一些解决方案。
一、未注公差的线性尺寸线性尺寸是指零件的长度、宽度、高度等线性距离。
在机械设计中,对于线性尺寸,通常需要注明公差范围,以确保零件的尺寸控制和装配要求。
然而,有时在设计图纸上并未明确注明线性尺寸的公差范围。
未注公差的线性尺寸公差可能导致以下问题:1. 尺寸控制不准确:未注明公差的线性尺寸无法确定具体的尺寸容差范围,可能造成零件加工后尺寸过大或过小,无法满足装配要求。
2. 产品质量下降:线性尺寸的公差控制是确保零件质量和功能的重要因素。
未注明公差的线性尺寸可能导致零件间的配合不良、密封性能下降等问题,影响产品的使用寿命和可靠性。
为解决未注公差的线性尺寸所带来的问题,可以采取以下措施:1. 定制公差控制方案:根据设计要求和产品功能需求,制定合适的公差控制方案,确保线性尺寸在允许范围内。
尺寸控制能力,以减小尺寸偏差。
3. 引入测量检验:对加工后的零件进行测量检验,确保线性尺寸在公差范围内,并记录测量数据以备后续参考。
二、未注公差的角度尺寸角度尺寸是指零件中的角度度量,如角度、倾斜度等。
在机械设计中,明确注明角度尺寸的公差范围对于确保零件的几何形状和装配要求至关重要。
然而,在某些情况下,设计图纸上可能未注明角度尺寸的公差范围。
未注公差的角度尺寸公差可能导致以下问题:1. 零件配合不良:未注明公差的角度尺寸无法确定具体的角度容差范围,可能导致零件间的配合不良,影响产品的运转和装配质量。
2. 加工难度提高:角度尺寸的公差控制对于加工过程中工艺的确定和操作的精确度要求较高。
未注公差的角度尺寸可能增加了零件的加工难度,降低了加工效率。
版本记录1 目的根据公司产品图样的实际情况及加工成本对未注的一般公差进行规定,以有效控制产品的质量,统一产品的生产、检验标准,确保产品符合设计要求。
2 适用围本标准适用于公司所有电扶梯产品图样,以及本公司加工和委外加工成品、半成品,外购来料,产品之检验。
3 职责无4 定义4.1一般公差1)未注公差的线性和角度尺寸公差主要有:a.线性尺寸,包括外尺寸、尺寸、阶梯尺寸、直径、半径、倒圆半径和倒角高度b.角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90º)2)未注公差的几何公差主要有:a.形状公差,包括直线度、平面度b.位置公差,包括垂直度、对称度、圆跳动等4.2参考标准GB/T1800.1-2009(产品几何技术规极限与配合第1部分:公差、偏差和配合的基础)GB/T1800.2-2009(产品几何技术规极限与配合第2部分:标准公差等级和孔、轴极限偏差表)GB/T1804-2000(一般公差未注公差的线性和角度尺寸的公差)GB/T15055-2007(冲压件未注公差尺寸极限偏差)GBT13914-2013(冲压件尺寸公差)GBT13915-2013(冲压件角度公差)GB/T13916-2013(冲压件形状与位置未注公差)GB/T1184-1996 (形状与位置公差未注公差值)GB/T6414-1999 (铸件尺寸公差与机械加工余量)GB/T19804-2005(焊接结构的一般尺寸公差和形位公差)GB/T6403.4-2008(零件倒圆与倒角)JB/T4129-1999(冲压件毛刺高度)5 线性和角度未注公差5.1各种不同加工方法的线性尺寸公差5.1.1各种不同的加工方法所对应的尺寸公差等级分类按GB/T1804-2000 m、c、v级的规定,见表一,设计、检验均以此为依据。
表一:各种不同的加工方法所对应的尺寸公差等级5.1.2 表二为GB/11804-2000规定的不同公差等级的线性尺寸的极限偏差数值表二:不同公差等级的线性尺寸的极限偏差5.1.3轴和孔的未注公差采用GB/T1800.2-2009的IT13,即:孔H13,轴h13。