离合器装配工艺卡
- 格式:ppt
- 大小:391.50 KB
- 文档页数:4
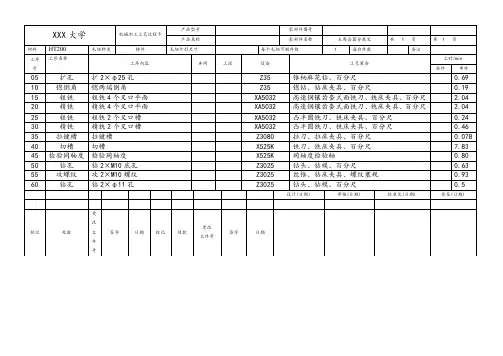
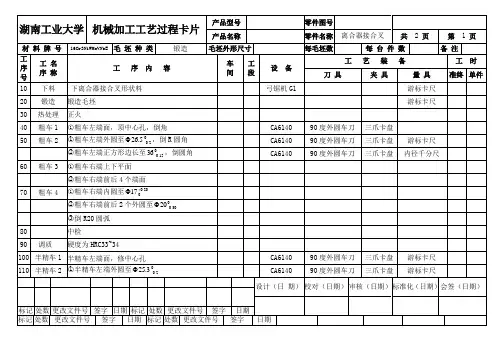
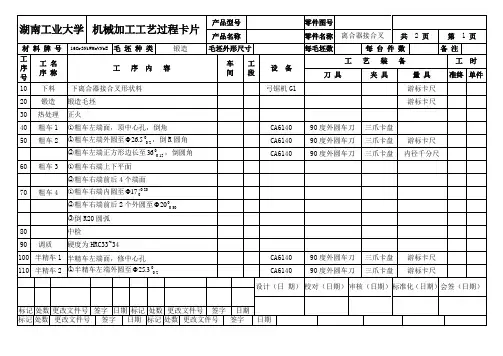
材 料 牌 号 16Cr3NiWMoVNbE毛 坯 种 类 锻造 毛坯外形尺寸每毛坯数每 台 件 数备 注工序号 工 名 序 称 工 序 内 容车 间 工 段 设 备 工 艺 装 备 工 时刀 具 夹 具 量 具 准终 单件 10 下料 下离合器接合叉形状料 弓锯机G1游标卡尺 20锻造锻造毛坯游标卡尺30 热处理 正火40 粗车1 ○1粗车左端面,顶中心孔,倒角 CA6140 90度外圆车刀 三爪卡盘 50 粗车2 ○1粗车左端外圆至00.2-26.5Φ,倒R 圆角 CA6140 90度外圆车刀 三爪卡盘游标卡尺○2粗车左端正方形边长至00.15-36,倒圆角 CA6140 90度外圆车刀 三爪卡盘 内径千分尺60 粗车3 ○1粗车右端上下平面○2粗车右端前后4个端面 70 粗车4 ○1粗车右端内圆至0.20017+Φ ○2粗车右端前后2个外圆至00.30-20Φ ○3倒R20圆弧 80 中检90调质硬度为HRC33~34100 半精车1 半精车左端面,修中心孔 CA6140 90度外圆车刀 三爪卡盘 游标卡尺 110 半精车2 ○1半精车左端外圆至00.2-25.3ΦCA614090度外圆车刀 三爪卡盘游标卡尺设计(日 期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期材料牌号16Cr3NiWMoVNbE毛坯种类锻造毛坯外形尺寸每毛坯数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时刀具夹具量具准终单件○2半精车左端正方形边长至尺寸要求120 半精车3 ○1半精车右端上下平面至尺寸要求CA6140 90度外圆车刀三爪卡盘游标卡尺○2半精车右端前后外端面至尺寸要求,内端面留1.5mm余量CA6140 30度外圆车刀三爪卡盘外径千分尺130 半精车4 ○1半精车右端内圆至尺寸要求,倒R3圆角CA6140 内圆车刀三爪卡盘内径千分尺○2半精车右端前后外圆,留1.5mm余量140 粗、半精铣○1铣R57圆弧至尺寸要求Z535 φ2、φ5.5麻花钻标准钻模游标卡尺○2铣R65圆弧至尺寸要求XA5032 φ16立铣刀专用夹具游标卡尺○3铣R44圆弧至尺寸要求M1420A φ50平行砂轮顶尖外径千分尺150 铣铣左端键槽至尺寸要求CA6140 60度螺纹车刀三爪卡盘通规、止规160 磨磨右端前后外圆至尺寸要求X63 φ20×3盘铣刀专用夹具游标卡尺170 去毛刺钳工台砂纸游标卡尺180 磁粉检验钳工台190 氧化磷化涂油200 入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页离合器接合叉下料10 第 1 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称弓锯机型号G1产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分)刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 下离合器接合叉形状料170 320 0.5 0.05 锯条300×25×1.2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)湖南工业大学机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页离合器接合叉锻造毛坯40 第 2 页未标注圆角R7未注出模角度7°材料名称牌号16Cr3NiWMoVNbE硬度设备名称型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 粗车左端面,顶中心孔,倒角游标卡尺2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页惰轮轴粗车150 第 3 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称卧式车床型号CA6140产品标识工序标识切削液无工装名称及编号三爪卡盘、顶尖工作等级总作业时间(分)准终单件 1.94工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 ○1粗车左端外圆至00.2-26.5,倒R圆角21 450 1 0.3 1 0.470.24游标卡尺0.05×2002 ○2粗车左端正方形边长至00.15-36,倒圆角21 450 0.75 0.3 2 .67 游标卡尺0.05×2003 21 450 0.75 0.3 2 0.43 游标卡尺0.05×200设计(日期) 校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15页惰轮轴粗车260 第 4 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称卧式车床型号CA6140产品标识工序标识切削液无工装名称及编号三爪卡盘工作等级总作业时间(分)准终单件 2.73工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 ○1粗车右端上下平面30 200 1 0.3 1 0.230.35 游标卡尺0.05×2002 ○2粗车右端前后4个端面30 200 1 0.3 8 2 游标卡尺0.05×2003 29 400 0.75 0.3 2 0.1 游标卡尺0.05×200设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称及型号零部件名称 图号 工序名称 工序号文 件编 号共15 页惰轮轴半精车170 第 6 页材料 名称牌号16Cr3NiWMoVNbE硬度 设备名称 卧式车床型号 CA6140产品标识 工序标识 切削液 无 工装名称及编号 三爪卡盘 工作等级总作业时间(分)准终 单件0.92工 步 号工 步 内 容切 削 规 格行程次数 作业时间(分) 刃 量 具切削速度(m/min) 转速 (r/min) 背吃刀量(mm)进给量 (mm/r) 机动 辅助1 ○1粗车右端内圆至0.20017+Φ 30 900 0.4 0.2 1 0.22 0.1 游标卡尺0.05×200 2○2粗车右端前后2个外圆至00.30-20Φ30 900 0.65 0.2. 1 0.25 游标卡尺0.05×2003 ○3倒R20圆弧 309000.65 0.2 10.25游标卡尺0.05×200设 计(日 期) 校对(日期)审核(日期) 标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记 处数更改文件号签字日期惰轮轴半精车2100 第 7 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称卧式车床型号CA6140产品标识工序标识切削液无工装名称及编号专用夹具工作等级总作业时间(分)准终单件0.48工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 半精车左端面,修中心孔46 320 0.75 0.2 1 0.12 0.06 游标卡尺0.05×200设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期惰轮轴粗铣、半精铣外圆110 第 9 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称立式铣床型号XA5032产品标识工序标识切削液无工装名称及编号钻模,专用夹具工作等级总作业时间(分)准终单件0.78工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 ○1半精车左端外圆至00.2-25.31.14 300 2 0.1 1 0.490.1游标卡尺0.05×2002 ○2半精车左端正方形边长至尺寸要求 1.8 600 2 0.2 1 0.15 游标卡尺0.05×200设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页惰轮轴铣120 第12 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称卧式车床型号X63产品标识工序标识切削液无工装名称及编号钻模,专用夹具工作等级总作业时间(分)准终单件0.025工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/z)机动辅助1 ○1半精车右端上下平面至尺寸要求19 300 3 0.1 1 0.02 0.003 游标卡尺0.05×200○2半精车右端前后外端面至尺寸要求,内端面留1.5mm余量设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15页惰轮轴磨130 第10 页材料名称牌号16Cr3NiWMoVNbE 硬度万能外圆磨床设备名称M1432A 型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 ○1半精车右端内圆至尺寸要求,倒R3圆角10 65 0.15 1 外径千分尺2 ○2半精车右端前后外圆,留1.5mm余量16 100 0.15 1 外径千分尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页轴承盖磨140 第 8 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称立式钻床型号Z535产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件0.365工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 ○1铣R57圆弧至尺寸要求5.6 1000 0.9 0.08 1 0.10.0452 ○2铣R65圆弧至尺寸要求5.6 1000 2.6 0.15 1 0.23 ○3铣R44圆弧至尺寸要求设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页轴承盖磨150 第 8 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称立式钻床型号Z535产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件0.365工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 铣左端键槽至尺寸要求 5.6 1000 0.9 0.08 1 0.10.045 2 5.6 1000 2.6 0.15 1 0.23设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期惰轮轴磁粉检验160 第14 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 磁粉检验23设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期惰轮轴氧化磷化涂油170 第15 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 氧化磷化涂油23设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期惰轮轴中检60 第 5 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 中检游标卡尺0.05×200 23设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期惰轮轴终检150 第13 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 终检游标卡尺0.05×2002 外径千分尺3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
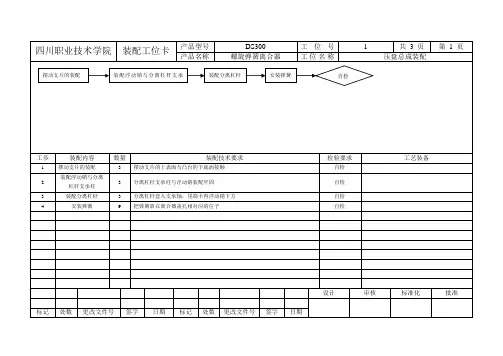
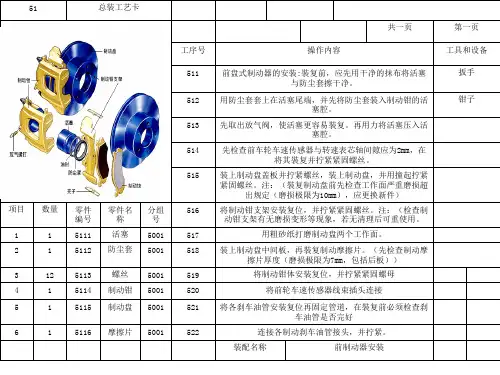
制定装配工艺卡嘿,朋友!您知道啥是装配工艺卡不?这就好比是给装配工作画的一张精细地图,告诉咱们每一步该咋走,该用啥工具,啥顺序来干活儿。
要制定一张好的装配工艺卡,那可得像个细心的大厨准备一桌丰盛的宴席一样,方方面面都得考虑周全。
先来说说装配的对象吧。
这就好比要了解食客的口味,咱得清楚要装配的是个啥东西,结构复杂不?有啥特殊要求不?是个小巧玲珑的精密仪器,还是个大块头的机械设备?不同的对象,那“烹饪”方法可大不一样!然后就是装配的流程啦。
这就像做菜的步骤,先切菜还是先洗菜,可不能乱来。
每个零部件的安装顺序都得安排得明明白白。
比如说,要是先把后面才用得上的零件早早装好了,那前面的零件可能就没地方落脚啦,这不就乱套了?再说说用到的工具和设备。
这就跟大厨手里的锅铲、炉灶一样重要。
是需要扳手、螺丝刀,还是更高级的自动化工具?工具选得不对,就像大厨拿了把钝刀,能把菜做好才怪呢!还有装配的环境要求也不能忽视。
是需要在无尘车间,还是常温常压就行?环境不合适,装配出来的东西质量能有保障吗?另外,装配的质量检验标准也得明确。
这就好比大厨得知道菜做出来得达到啥标准才算合格。
是允许有一点点小瑕疵,还是得追求完美无瑕?您想想,要是没有一张详细准确的装配工艺卡,那装配现场不就跟战场一样混乱?工人们像没头的苍蝇到处乱撞,这能行吗?所以说啊,制定装配工艺卡可是个技术活,也是个细致活。
得把每个环节都琢磨透,每个细节都考虑到。
只有这样,才能装配出高质量的产品,让客户满意,让企业有竞争力。
您说是不是这个理儿?。
材 料 牌 号 16Cr3NiWMoVNbE毛 坯 种 类 锻造 毛坯外形尺寸每毛坯数每 台 件 数备 注工序号 工 名 序 称 工 序 内 容车 间 工 段 设 备 工 艺 装 备 工 时刀 具 夹 具 量 具 准终 单件 10 下料 下离合器接合叉形状料 弓锯机G1游标卡尺 20锻造锻造毛坯游标卡尺30 热处理 正火40 粗车1 ○1粗车左端面,顶中心孔,倒角 CA6140 90度外圆车刀 三爪卡盘 50 粗车2 ○1粗车左端外圆至00.2-26.5Φ,倒R 圆角 CA6140 90度外圆车刀 三爪卡盘游标卡尺○2粗车左端正方形边长至00.15-36,倒圆角 CA6140 90度外圆车刀 三爪卡盘 内径千分尺60 粗车3 ○1粗车右端上下平面○2粗车右端前后4个端面 70 粗车4 ○1粗车右端内圆至0.20017+Φ ○2粗车右端前后2个外圆至00.30-20Φ ○3倒R20圆弧 80 中检90调质硬度为HRC33~34100 半精车1 半精车左端面,修中心孔 CA6140 90度外圆车刀 三爪卡盘 游标卡尺 110 半精车2 ○1半精车左端外圆至00.2-25.3ΦCA614090度外圆车刀 三爪卡盘游标卡尺设计(日 期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期材料牌号16Cr3NiWMoVNbE毛坯种类锻造毛坯外形尺寸每毛坯数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时刀具夹具量具准终单件○2半精车左端正方形边长至尺寸要求120 半精车3 ○1半精车右端上下平面至尺寸要求CA6140 90度外圆车刀三爪卡盘游标卡尺○2半精车右端前后外端面至尺寸要求,内端面留1.5mm余量CA6140 30度外圆车刀三爪卡盘外径千分尺130 半精车4 ○1半精车右端内圆至尺寸要求,倒R3圆角CA6140 内圆车刀三爪卡盘内径千分尺○2半精车右端前后外圆,留1.5mm余量140 粗、半精铣○1铣R57圆弧至尺寸要求Z535 φ2、φ5.5麻花钻标准钻模游标卡尺○2铣R65圆弧至尺寸要求XA5032 φ16立铣刀专用夹具游标卡尺○3铣R44圆弧至尺寸要求M1420A φ50平行砂轮顶尖外径千分尺150 铣铣左端键槽至尺寸要求CA6140 60度螺纹车刀三爪卡盘通规、止规160 磨磨右端前后外圆至尺寸要求X63 φ20×3盘铣刀专用夹具游标卡尺170 去毛刺钳工台砂纸游标卡尺180 磁粉检验钳工台190 氧化磷化涂油200 入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页离合器接合叉下料10 第 1 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称弓锯机型号G1产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分)刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 下离合器接合叉形状料170 320 0.5 0.05 锯条300×25×1.2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)湖南工业大学机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页离合器接合叉锻造毛坯40 第 2 页未标注圆角R7未注出模角度7°材料名称牌号16Cr3NiWMoVNbE硬度设备名称型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 粗车左端面,顶中心孔,倒角游标卡尺2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页惰轮轴粗车150 第 3 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称卧式车床型号CA6140产品标识工序标识切削液无工装名称及编号三爪卡盘、顶尖工作等级总作业时间(分)准终单件 1.94工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 ○1粗车左端外圆至00.2-26.5,倒R圆角21 450 1 0.3 1 0.470.24游标卡尺0.05×2002 ○2粗车左端正方形边长至00.15-36,倒圆角21 450 0.75 0.3 2 .67 游标卡尺0.05×2003 21 450 0.75 0.3 2 0.43 游标卡尺0.05×200设计(日期) 校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15页惰轮轴粗车260 第 4 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称卧式车床型号CA6140产品标识工序标识切削液无工装名称及编号三爪卡盘工作等级总作业时间(分)准终单件 2.73工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 ○1粗车右端上下平面30 200 1 0.3 1 0.230.35 游标卡尺0.05×2002 ○2粗车右端前后4个端面30 200 1 0.3 8 2 游标卡尺0.05×2003 29 400 0.75 0.3 2 0.1 游标卡尺0.05×200设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称及型号零部件名称 图号 工序名称 工序号文 件编 号共15 页惰轮轴半精车170 第 6 页材料 名称牌号16Cr3NiWMoVNbE硬度 设备名称 卧式车床型号 CA6140产品标识 工序标识 切削液 无 工装名称及编号 三爪卡盘 工作等级总作业时间(分)准终 单件0.92工 步 号工 步 内 容切 削 规 格行程次数 作业时间(分) 刃 量 具切削速度(m/min) 转速 (r/min) 背吃刀量(mm)进给量 (mm/r) 机动 辅助1 ○1粗车右端内圆至0.20017+Φ 30 900 0.4 0.2 1 0.22 0.1 游标卡尺0.05×200 2○2粗车右端前后2个外圆至00.30-20Φ30 900 0.65 0.2. 10.25游标卡尺0.05×2003 ○3倒R20圆弧 309000.65 0.2 1 0.25游标卡尺0.05×200设 计(日 期) 校对(日期)审核(日期) 标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记 处数更改文件号签字日期惰轮轴半精车2100 第 7 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称卧式车床型号CA6140产品标识工序标识切削液无工装名称及编号专用夹具工作等级总作业时间(分)准终单件0.48工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 半精车左端面,修中心孔46 320 0.75 0.2 1 0.12 0.06 游标卡尺0.05×200设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期惰轮轴粗铣、半精铣外圆110 第 9 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称立式铣床型号XA5032产品标识工序标识切削液无工装名称及编号钻模,专用夹具工作等级总作业时间(分)准终单件0.78工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 ○1半精车左端外圆至00.2-25.31.14 300 2 0.1 1 0.490.1游标卡尺0.05×2002 ○2半精车左端正方形边长至尺寸要求 1.8 600 2 0.2 1 0.15 游标卡尺0.05×200设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页惰轮轴铣120 第12 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称卧式车床型号X63产品标识工序标识切削液无工装名称及编号钻模,专用夹具工作等级总作业时间(分)准终单件0.025工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/z)机动辅助1 ○1半精车右端上下平面至尺寸要求19 300 3 0.1 1 0.02 0.003 游标卡尺0.05×200○2半精车右端前后外端面至尺寸要求,内端面留1.5mm余量设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15页惰轮轴磨130 第10 页材料名称牌号16Cr3NiWMoVNbE 硬度万能外圆磨床设备名称M1432A 型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 ○1半精车右端内圆至尺寸要求,倒R3圆角10 65 0.15 1 外径千分尺2 ○2半精车右端前后外圆,留1.5mm余量16 100 0.15 1 外径千分尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页轴承盖磨140 第 8 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称立式钻床型号Z535产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件0.365工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 ○1铣R57圆弧至尺寸要求5.6 1000 0.9 0.08 1 0.10.0452 ○2铣R65圆弧至尺寸要求5.6 1000 2.6 0.15 1 0.23 ○3铣R44圆弧至尺寸要求设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡产品名称及型号零部件名称图号工序名称工序号文件编号共15 页轴承盖磨150 第 8 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称立式钻床型号Z535产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件0.365工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 铣左端键槽至尺寸要求 5.6 1000 0.9 0.08 1 0.10.045 2 5.6 1000 2.6 0.15 1 0.23设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期惰轮轴磁粉检验160 第14 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 磁粉检验23设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期惰轮轴氧化磷化涂油170 第15 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 氧化磷化涂油23设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期惰轮轴中检60 第 5 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 中检游标卡尺0.05×200 23设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期惰轮轴终检150 第13 页材料名称牌号16Cr3NiWMoVNbE 硬度设备名称型号产品标识工序标识切削液无工装名称及编号工作等级总作业时间(分)准终单件工步号工步内容切削规格行程次数作业时间(分) 刃量具切削速度(m/min)转速(r/min)背吃刀量(mm)进给量(mm/r)机动辅助1 终检游标卡尺0.05×2002 外径千分尺3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
下面资料为赠送的地产广告语不需要的下载后可以编辑删除就可以,谢谢选择,祝您工作顺利,生活愉快!地产广告语1、让世界向往的故乡2、某沿河楼盘:生活,在水岸停泊3、一江春水一种人生4、某钱塘江边楼盘:面对潮流经典依旧5、海景房:站在家里,海是美景;站在海上,家是美景6、以山水为卖点的楼盘:山水是真正的不动产7、某城区的山腰上的楼盘:凌驾尊贵俯瞰繁华8、某地势较高的楼盘:高人,只住有高度的房子9、某学区房:不要让孩子输在起跑线上10、尾盘:最后,最珍贵11、回家就是度假的生活12、生命就该浪费在美好的事情上我们造城——2、我的工作就是享受生活——3、我家的客厅,就是我的生活名片——4、在自己的阳台看上海的未来——5、公园不在我家里我家住在公园里——6、这里的花园没有四季——7、***,装饰城市的风景——8、***,我把天空搬回家——9、房在林中,人在树下——10、生活,就是居住在别人的爱慕里——11、到〖星河湾〗看看好房子的标准——12、好生活在〖珠江〗——13、爱家的男人住〖百合〗城市岸泊:城市的岸泊,生活的小镇生活之美不缺少,在于发现情趣不在于奢华,在于精彩生活有了美感才值得思考……玫瑰庄园:山地生态,健康人生卓越地段,超大社区一种完整且完善的环境,像原生一样和谐原生景象自然天成人本理念精品建筑知名物业智能安防诚信为本实力铸造比华利山庄:海岸生活——引领世界的生活方式海岸生活——22公里的奢华海岸生活——高尚人生的序曲海岸生活——人与自然的融合苹果二十二院街:人文自然现代铺的蔓伸荣和山水美地:让世界向往的故乡香港时代:时代精英开拓未来领衔建筑,彰显尊贵绿地崴廉公寓:金桥40万平方米德国音乐艺术生活汇都国际:昆明都心,城市引擎财富之都风情之都梦幻之都文化之都商贸之都西部首座巨型商业之城颠峰商圈的原动力,缔造西部财富新领地新江湾城:绿色生态港国际智慧城新江湾城,一座承载上海新梦想的城区上海城投,全心以赴建设知识型,生态型花园城区风和日丽:入住准现楼,升值在望湾区大户,空中花园大格局下的西海岸市中心:市中心少数人的专属颠峰珍贵市中心的稀世名宅正中心城市颠峰领地颠峰勾勒稀世名宅繁华不落幕的居家风景地利皇者尽得先机稀世经典180席阳光国际公寓:阳光金桥来自纽约的生活蓝本钟宅湾:海峡西岸生态人居休闲商务区汇聚国际财富与人居梦想的绝版宝地二十一世纪是城市的世纪,二十一世纪也是海洋的世纪谁控制了海洋,谁就控制了一切站在蓝色海岸的前沿,开启一个新的地产时代东南门户海湾之心海峡西岸生态人居休闲商务区让所有财富的目光聚集钟宅湾,这里每一天都在创造历史上海A座(科维大厦):创富人生的黄金眼掘金上海!创富人生!远东大厦:花小公司的钱,做大公司的事未来城:无可挑战的优势无可限量的空间绿地集团:居住问题的答疑者,舒适生活的提案人茶马驿栈:精明置业时机享受附加值财富最大化雪山下的世外桃源茶马古道上千年清泉之乡金地格林春岸:城市精英的梦想家园繁华与宁静共存,阔绰身份不显自露建筑覆盖率仅20%,令视野更为广阔占据最佳景观位置,用高度提炼生活完美演绎自然精髓,谱写古城新篇章创新房型推陈出新,阔气空间彰显不凡365天的贴身护卫,阔度管理以您为尊金地格林小城:心没有界限,身没有界限春光永驻童话之城我的家,我的天下东渡国际:梦想建筑,建筑梦想齐鲁置业:传承经典,创新生活比天空更宽广的是人的思想创新远见生活嘉德中央公园:一群绝不妥协的居住理想家完成一座改变你对住宅想象的超越作品极至的资源整合丰富住家的生活内涵苛求的建造细节提升住家的生活品质地段优势,就是永恒价值优势设计优势,就是生活质量优势景观优势,就是生命健康优势管理优势,就是生活品味优势空中华尔兹:自然而来的气质,华尔兹的生活等级享受,没有不可逾越的极限所谓完美的习惯,是舒适空间的心情定格!临江花园:经典生活品质风景中的舞台美林别墅:源欧美经典纯自然空间住原味别墅赏园林艺术淡雅怡景温馨自然钱江时代:核心时代,核心生活核心位置创意空间优雅规划人文景观财富未来城市精神,自然风景,渗透私人空间泰达时尚广场:是球场更是剧场城市经济活力源时尚天津水舞中国未来都会休闲之居创意时尚天天嘉年华健康快乐新境界商旅新天地缔造好生意城市运营战略联盟,参与协作,多方共赢华龙碧水豪园:浪漫一次,相守一生东方莱茵:品鉴品位宜家宜人建筑一道贵族色彩品鉴一方美学空间品位一份怡然自得荡漾一股生命活力坐拥一处旺地静宅体会一种尊崇感受常青花园(新康苑):新康苑生活感受凌驾常规大非凡生活领域成功人士的生活礼遇拥有与自己身份地位相等的花园社区在属于自己的宴会餐厅里会宾邀朋只与自己品味爱好相同的成功人士为邻孩子的起步就与优越同步酒店式物管礼遇拥有[一屋两公园前后是氧吧]的美极环境水木清华:住在你心里福星惠誉(金色华府):金色华府,市府街才智名门——释放生命的金色魅力真正了解一个人,要看他的朋友,看他的对手。
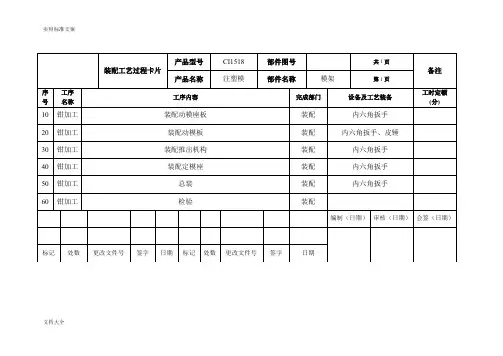
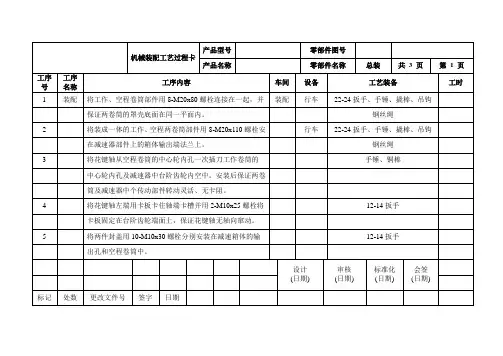
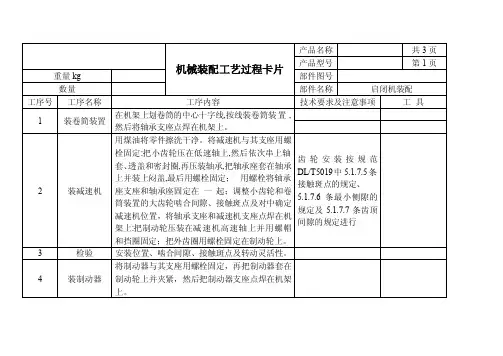
机械装配工艺过程卡片机械装配工艺是指按照设计要求、工艺规程和工艺标准,按一定的工艺路线和工艺过程完成机械装配的过程。
工艺过程卡片是机械装配工艺的一种文件记录形式,它详细记录了机械装配的各项工艺操作、工艺人员、工艺设备、工艺文件等内容,为实施机械装配提供了指导和依据。
一、工艺过程卡片的编制要求1.工艺过程卡片的编制需遵循工艺原则和工程规范。
2.工艺过程卡片应具有一定的实用性,易于操作和阅读。
3.工艺过程卡片应准确、完整地反映出机械装配的工艺特点和工艺流程。
4.工艺过程卡片应能够满足机械装配过程中的质量控制要求。
5.工艺过程卡片应能方便地与其他相关文件进行关联。
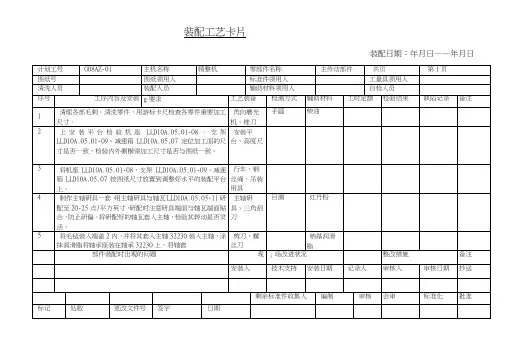
二、工艺过程卡片的内容和格式1.工艺过程卡片应包括以下内容:(1)装配产品的名称、规格型号和装配图纸编号。
(2)装配工艺的编号和版本。
(3)装配过程中需要注意的关键点和技术要求。
(5)装配过程中涉及到的设备、工具和材料清单。
(6)装配过程中的工序和操作要点。
(7)装配过程中的检验和测试要求。
(8)装配过程中产生的问题和处理措施。
(9)装配过程中的质量记录和数据记录。
(10)装配过程中的安全注意事项和防护措施。
2.工艺过程卡片的格式:(1)工艺过程卡片应采用表格形式,表格应明确标注各项内容的名称和单位。
(2)工艺过程卡片应具有一定的美观度和可读性,排版应整齐、清晰。
(3)工艺过程卡片应有明确的页眉和页脚,方便文件归档和查阅。
三、工艺过程卡片的使用和管理1.工艺过程卡片应在机械装配过程中贯穿始终,由相关人员按照硬性要求执行。
2.工艺过程卡片应定期进行更新和维护,保持与实际装配操作的一致性。
3.工艺过程卡片应进行归档和管理,方便后续查阅和追溯。
4.工艺过程卡片应进行培训和交流,提高工艺人员的装配技能和质量意识。
四、工艺过程卡片的应用1.工艺过程卡片可作为机械装配的操作指导,保证装配质量和效率。
2.工艺过程卡片可作为机械装配的培训资料,提高工艺人员的技能。
离合器的板装流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!离合器的板装流程离合器是汽车传动系统中的重要组件之一,它通过摩擦作用实现发动机输出轴和变速箱输入轴的连接和分离。