变速箱装配工艺word版
- 格式:docx
- 大小:3.19 MB
- 文档页数:15
变速器装配工艺流程的简要概述以及相关注意事项The assembly process of a gearbox involves several steps to ensure proper functioning and performance. Here is a brief overview of the gearbox assembly process:1. Component preparation: All the necessary components, such as gears, shafts, bearings, and seals, are inspected and prepared for assembly. This includes cleaning, measuring, and checking for any defects or damages.2. Gearbox housing assembly: The gearbox housing is assembled by fitting together the main casing and any additional covers or plates. This is done using bolts or screws to secure the components in place.3. Gear assembly: The gears are carefully aligned and fitted onto the shafts. This may involve heating or cooling the gears to facilitate proper fitting. The gears are then secured in place using retaining rings or other fastening methods.4. Bearing installation: Bearings are installed onto the shafts and within the housing to support the rotating components. Properalignment and lubrication are critical during this step to ensure smooth operation and longevity.5. Sealing: Seals and gaskets are installed to prevent any leakage of lubricants or contaminants. This helps maintain the integrity of the gearbox and protects against external elements.6. Final inspection and testing: Once the assembly is complete, the gearbox undergoes a thorough inspection to check for any assembly errors or defects. It is also tested to ensure proper functionality, noise levels, and smooth shifting.中文回答:变速器的装配过程包括多个步骤,以确保其正常运行和性能。

1推式离合器拨叉轴的拆卸把变速器总成清理干净后平放在垫有软胶皮干净的地面上(见图3-1);拆下离合器拨叉上螺栓,拆下离合器拨叉轴的平键,取下离合器拨叉轴和拨叉、分离轴承、低压软管和滑脂杯(见图3-2)图3-1 图3-22 拉式离合器拨叉轴的拆卸拆下紧固拨叉与拨叉轴的两颗紧钉螺钉(见图3-3);用卡簧钳取下拨叉轴下端的弹性挡圈(见图3-4)图3-3 图3-4向上提起拨叉轴,拨叉轴下端平键自然落下,取下上方平键(见图3-5);拆下拨叉轴支架螺栓,取下拨叉轴支架(见图3-6)。
图3-5 图3-63拆下拨叉轴支架(见图3-7)和箱体进油管、输入轴进油管和出油管总成(见图3-8)。
图3-7 图3-84拆下输入轴端盖总成(见图3-9)和副轴端盖(见图3-10,拆副轴端盖时可用平口螺丝刀撬本图圈内所示的凸起)。
图3-9 图3-105 卸下连接油泵与前壳的六只M10的螺栓,不需拆卸用于连接油泵前后壳的两只螺栓(图3-11中圈内所示),轻轻转动输入轴带动副轴转动使装在左副轴轴端的钢球对准油泵壳体上的缺口(见图3-12),手抓油泵向外用力拆下油泵总成(如不好拆卸也可在确认左副轴轴端的钢球对准油泵壳体上的缺口的前提下用M12X50的顶丝旋入图3-11箭头所示的两个螺栓孔内将油泵顶出),从左副轴轴端取出钢球(见图3-13,箭头所指为钢球取出位置)。
图3-11 图3-126箱内管2与前壳间为间隙配合,可用螺丝刀钩住箱内管2端部内侧将其挑出(见图3-14);拆下输入轴及副轴上的止动环(见图3-15)。
图3-13 图3-14图3-15 图3-167 拆下前壳内所有连接中壳与前壳的连接螺母(见图3-16);然后拆下前壳外连接中壳与前壳的连接螺母,留下2~3个不卸以保证竖直吊装时中壳与前壳不分离(见图3-17)。
图3-17 图3-188 松开小盖上部四只螺栓及范围挡气缸两只气管的空心螺栓,拆下小盖总成(见图3-18、图3-19)。
汽车变速箱加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!汽车变速箱加工工艺流程一、准备工作阶段在开始汽车变速箱的加工之前,有一系列的准备工作需要完成。
变速箱装配线方案设计在汽车制造业中,变速箱是一个至关重要的部件,它影响到汽车的性能和驾驶体验。
为了提高生产效率和降低成本,设计一个高效的变速箱装配线方案至关重要。
本文将讨论变速箱装配线方案的设计,以实现高效、准确和可靠的装配过程。
一、工艺流程设计在设计变速箱装配线方案之前,需要明确整个工艺流程。
典型的变速箱装配工艺流程包括零部件加工、清洗、检测、组装和测试等环节。
根据实际情况,可以将流程进行进一步细分,并确定各个环节的顺序和流转方式。
在设计过程中需要考虑到各个环节之间的协调与配合,以确保装配过程的顺畅。
二、布局设计一个高效的装配线方案需要合理的布局设计。
首先,需要确定装配线的整体布局,包括主线和分支线的设置以及各个工作站的位置。
在安排工作站位置时,要考虑到物料的流向和人员的操作便利性,以减少空间浪费和工作站之间的移动距离。
同时,还要考虑到各个工作站之间的协调和协作,以确保生产效率的最大化。
三、设备选择选择适当的设备是一个成功的装配线方案设计的关键。
根据装配线的需求,需要选取具有高精度、高效率和稳定性的设备。
例如,自动化装配设备可以提高生产效率和产品质量,并减少人工操作的误差。
此外,还需要考虑到设备的维护成本和可靠性,以确保装配线的稳定运行。
四、人员培训一个高效的装配线方案不仅仅依赖于设备和工艺流程,还需要员工的合理培训和管理。
在设计装配线方案之前,需要对员工进行技能培训,提高其操作设备和执行工艺流程的能力。
此外,还需要建立一套完善的管理机制,包括岗位职责、工作流程和绩效考核等,以确保装配线的执行符合标准和要求。
五、质量控制质量控制是一个装配线方案设计中至关重要的环节。
在设计过程中,需要考虑到各个环节的质量控制措施,以确保产品的质量和合格率。
例如,在装配过程中可以设置自动检测装置,及时发现和修复装配中的问题。
此外,还需要建立一套全面的质量管理体系,包括质量跟踪、不良品处理和质量改进等,以持续提高产品质量。
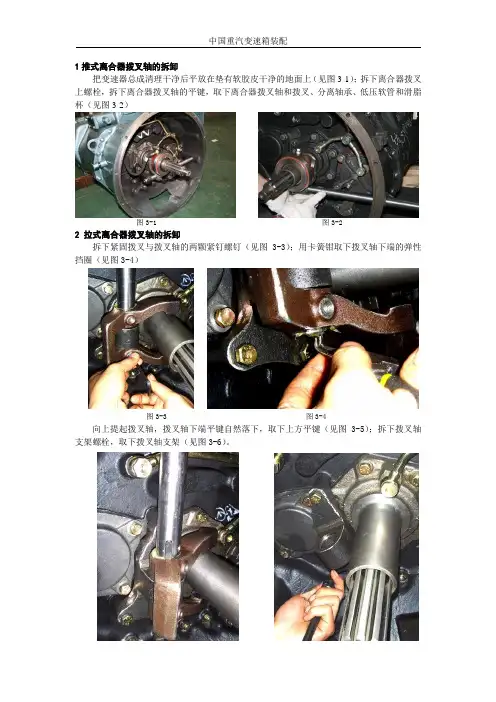
1推式离合器拨叉轴的拆卸把变速器总成清理干净后平放在垫有软胶皮干净的地面上(见图3-1);拆下离合器拨叉上螺栓,拆下离合器拨叉轴的平键,取下离合器拨叉轴和拨叉、分离轴承、低压软管和滑脂杯(见图3-2)图3-1 图3-22 拉式离合器拨叉轴的拆卸拆下紧固拨叉与拨叉轴的两颗紧钉螺钉(见图3-3);用卡簧钳取下拨叉轴下端的弹性挡圈(见图3-4)图3-3 图3-4向上提起拨叉轴,拨叉轴下端平键自然落下,取下上方平键(见图3-5);拆下拨叉轴支架螺栓,取下拨叉轴支架(见图3-6)。
图3-5 图3-63拆下拨叉轴支架(见图3-7)和箱体进油管、输入轴进油管和出油管总成(见图3-8)。
图3-7 图3-84拆下输入轴端盖总成(见图3-9)和副轴端盖(见图3-10,拆副轴端盖时可用平口螺丝刀撬本图圈内所示的凸起)。
图3-9 图3-105 卸下连接油泵与前壳的六只M10的螺栓,不需拆卸用于连接油泵前后壳的两只螺栓(图3-11中圈内所示),轻轻转动输入轴带动副轴转动使装在左副轴轴端的钢球对准油泵壳体上的缺口(见图3-12),手抓油泵向外用力拆下油泵总成(如不好拆卸也可在确认左副轴轴端的钢球对准油泵壳体上的缺口的前提下用M12X50的顶丝旋入图3-11箭头所示的两个螺栓孔内将油泵顶出),从左副轴轴端取出钢球(见图3-13,箭头所指为钢球取出位置)。
图3-11 图3-126箱内管2与前壳间为间隙配合,可用螺丝刀钩住箱内管2端部内侧将其挑出(见图3-14);拆下输入轴及副轴上的止动环(见图3-15)。
图3-13 图3-14图3-15 图3-167 拆下前壳内所有连接中壳与前壳的连接螺母(见图3-16);然后拆下前壳外连接中壳与前壳的连接螺母,留下2~3个不卸以保证竖直吊装时中壳与前壳不分离(见图3-17)。
图3-17 图3-188 松开小盖上部四只螺栓及范围挡气缸两只气管的空心螺栓,拆下小盖总成(见图3-18、图3-19)。
变速箱安装过程1.安装变速箱箱体【11】【12】2.把箱体固定在铸铁平台上,用4个M10*25内六角螺钉通过六角扳手固定,中间需加弹簧垫(其中要求箱体底端与工作台边距离45mm,所以,首先要把4个内六角螺钉预紧,通过橡胶锤敲击箱体,用钢尺测量宽度,直到敲击直箱体边和工作台边缘平行为止,拧紧4个内六角螺钉时采用对角线顺序逐一对其拧紧)3.安装固定轴24.首先将深沟球轴承安装在固定端2右侧,用轴用套筒敲击深沟球轴承内环,直至听到深沟球轴承发出清脆撞击固定轴2端面的声音为止5.将固定轴2贴近箱体右端孔穿入,右手拿住固定轴2,左手拿住固定齿轮1【31】,在键槽处安装相应的键(靠近中间的那个键),把固定齿轮1【31】嵌入相应键的位置6.将齿轮套筒1【22】安入固定轴27.再次安装相应的键(左端第一个键槽)8.将固定齿轮4【26】嵌入相应键的位置9.将2个圆螺母【23】旋进固定轴2左端螺纹处(2个圆螺母相平的一面向外,凸面向里侧)10.将右端轴承打入轴承室中(用轴用套筒敲击直至听到深沟球轴承发出清脆撞击固定轴2端面的声音为止)11.将右端闷盖2【25】用六角螺钉扳手通过4个M4*10内六角螺钉固定在箱体上,中间需加弹簧垫(拧紧4个内六角螺钉时采用对角线顺序逐一对其拧紧)12.左端用深沟球轴承将固定轴2左端打入轴承室中,直至听到深沟球轴承发出清脆撞击固定轴2端面的声音为止13.将左端闷盖【25】用六角螺钉扳手通过4个M4*10内六角螺钉固定在箱体上,中间需加弹簧垫14.用手旋转固定轴2,检查是否存在卡死现象,没有证明安装正确15.用勾头扳手逐一旋紧2个圆螺母16.用一个勾头扳手固定里面的圆螺母,同时用另一个勾头扳手旋紧外面的圆螺母(这样可以使得2个圆螺母产生自锁)17.装固定轴1【19】(输入轴)18.将1对角接触球轴承按背靠背的形式(即宽面有字母的一面向外)安入输入轴左端相应位置,中间加入2个固定轴承挡圈(又名内外间隔环)【43】小的【45】大的19.将轴承座套【38】套入角接触球轴承外部20.将轴承座套用透盖【35】安装在左端轴承座上,用六角螺钉扳手通过4个M4*10内六角螺钉固定在箱体上,中间需加弹簧垫21.固定端轴承内圈预紧套筒放入固定轴承1左端,用勾头扳手锁紧圆螺母22.将固定轴1从左端穿入箱体,将轴端挡圈【17】套入固定轴123.将直齿圆柱齿轮5【15】套入固定轴124.将齿轮套筒2【20】套入固定轴125.将齿轮3【21】套入固定轴126.将齿轮套筒3【18】套入固定轴127.将固定齿轮1【31】套入固定轴128.将齿轮套筒4【34】套入固定轴129.将固定齿轮2【30】套入固定轴130.将2个圆螺母【23】套入固定轴1(2个圆螺母相平的一面向外,凸面向里侧)31.将键槽旋转至向上,按从左至右的顺序通过攒动齿轮和套筒逐一安装4个键32.将2个圆螺母【23】向左攒动一些,以避免安装轴承时产生困难33.将轴承座套(左端)用6个M4*10内六角螺钉固定在箱体上(旋紧方法依然采用六角扳手对角线顺序旋紧螺钉,中间有弹簧垫) 34.右端用深沟球轴承将固定轴1打入轴承室中(利用锤子敲击套筒把深沟球轴承打入,直到直至听到深沟球轴承发出清脆撞击固定轴1端面的声音为止)35.在固定轴1上用卡簧钳套入Φ17轴用卡簧【33】(起定位作用)36.将闷盖【32】用六角扳手通过对角线旋紧4个M4*10内六角螺钉,中间有弹簧垫37.用六角扳手通过调整轴端挡圈【17】来使得固定轴2和固定轴1齿轮啮合,并用手感觉两齿轮面到达相平即可38.用勾头扳手逐一旋紧2个圆螺母,用一个勾头扳手固定里面的圆螺母,同时用另一个勾头扳手旋紧外面的圆螺母(这样可以使得2个圆螺母产生自锁)39.在输入轴左端顺序安键,再安装同步带轮3【18】,推至端面即可40.在左端安装轴端挡圈用M4*10外六角螺钉加弹簧垫圈固定在箱体上41.安装花键导向轴1【14】42.将1对角接触球轴承按背靠背的形式(即宽面有字母的一面向外)安入花键导向轴1右端相应位置,中间加入2个固定轴承挡圈(又名内外间隔环)43.将轴承座套套入角接触球轴承外部44.通过六角扳手旋紧4个M4*10内六角螺钉将透盖固定在轴承座套上(拧紧螺钉依然选择对角线的顺序)45.放入固定端轴承内圈预紧套筒【29】,通过2个圆螺母【28】锁紧固定端轴承内圈预紧套筒。
摘要机械制造业是一个国家技术进步和社会发展的支柱产业之一,无论是传统产业,还是新兴产业,都离不开各式各样的机械设备。
这次毕业设计就是选择了这样一个课题——对东方红拖拉机的变速箱箱体加工工艺路线和其中粗镗轴承孔工序的夹具设计进行研究。
在机加工工艺编制方面,主要通过仔细分析产品零件图和相关技术要求,查阅箱体类零件相关资料,考虑了的工艺结构要求、批量要求、经济性、可行性等多方面因素,最终安排了18个工序来完成变速箱体的加工,其中包括各道工序的加工方法,机床、刀具、夹具、辅具、量具的选择,基准面的选取,定位和夹紧方案的拟定。
另外,在夹具设计方面,主要就粗镗轴承孔这个工序进行了夹具方案的分析,计算和最终敲定。
关键字:轴承孔工序卡工艺路线夹具设计ABSTRACTMachinery manufacturing is one of the pillar industries which show a nation’s development of technology and society. Both traditional and burgeoning industries can’t be separated from verities of mechanical equipment. This disquisition had just selected such a task—to study the machining process rout and the fixture for heavy boring shafting bearing holes of Dongfanghong tractor. In the aspect of machining craft, part drawing and the technological request were thought over, with the help of some information about the machining craft of parts such as boxes it is arranged to produce the part in eighteen steps which include the information on what means to use, which machine tools, what fixtures, assist tools and measure tools needed in each step. Then selected datum plane for each step, studied out orientation and clamping scheme for each step. in the aspect of fixture designing,I had designed a set of fixture for the heavy boring of the shafting bearing holes. After some analyzing and calculating,Keyword: bearing holes Operation sheet Process route Fixture designing目录摘要 (I)ABSTRACT (II)第 1 章绪论 (1)1.1 机械制造行业的地位和发展 (1)1.2 设计的选题意义 (1)1.3 设计的主要内容和目的 (2)1.4 本章小结 (2)第 2 章工艺规程的编制 (3)2.1零件的分析 (3)2.1.1 零件的作用 (3)2.1.2 零件的工艺分析 (3)2.1.3 工艺路线的安排 (4)2.2毛坯的选择 (4)2.3基准的选择 (4)2.4制定工艺路线 (5)2.5机械加工余量、工序尺寸及毛坯尺寸的确定 (7)2.6工序的切削用量及工时的确定 (10)2.7本章小结 (43)第 3 章粗镗轴承孔夹具设计 (44)3.1夹具的作用及设计条件 (44)3.1.1 夹具在现代机械加工中应用得相当广泛,它能够起到下列作用 (44)3.1.2 机床夹具作用实现必须满足三个条件 (44)3.2夹具设计计算 (44)3.2.1 确定工件定位方式 (45)3.2.2 确定刀具导引方式和导引元件 (45)3.2.3 确定工件夹紧方式,选择或设计夹紧机构,计算夹紧力 (46)3.3本章小结 (47)第 4 章结论 (48)参考文献 (49)致谢 (50)第 1 章绪论机械加工工艺规程必须保证零件的加工质量,达到设计图纸规定的各项技术要求,同时还应该具有较高的生产率和经济性。
6at变速箱工艺流程1. 总装前准备
- 检查零部件是否齐全,有无损坏或缺陷
- 检查工具和设备是否就绪,保证生产线正常运行
2. 总装
- 装配变速器壳体
- 安装输入轴和主动齿轮
- 安装副箱壳体和行星齿轮
- 装配自动挡位变矩器
- 安装电磁离合器和制动器
3. 调试
- 安装油箱和管路,注入专用变速箱油液
- 用测试台架对变速箱进行性能测试和调试
- 确保各挡位换挡平顺,无异响
4. 检验
- 对变速箱进行外观检查,确保无漏油、划伤等问题- 进行水压测试,检查密封情况
- 进行耐久测试,模拟实际工作状态
5. 包装入库
- 对合格产品进行防护包装
- 贴附产品标识及出厂编码
- 产品入库,待发运
以上是6at变速箱典型的工艺流程概述,具体工序和参数因车型和供应商而有所差异,需遵循相关技术规范和质量控制要求。
变速箱部件装配工艺一、装配前旳准备工作1、零件旳清洗1)加工件旳清洗,按照图纸清单,对照数目旳规定逐一核算,并确认零件旳外观质量,符合图纸规定2)各箱体与润滑油孔用煤油清洗,滚动轴承类原则件使用汽油清洗3)在各箱体清洗好后,将箱体内外漆防锈漆,箱体底部漆两遍2、按图纸设计规定旳零件清单表去领取各原则件,核算清单数目,原则件旳型号,外观处良好状态,并保持清洁3、零件旳检测1)零件加工件旳全尺寸检测,并记录好。
对重要旳加工零件尺寸,必须满足图纸旳尺寸公差规定,对装配旳尺寸还要满足装配规定2)各箱体焊件剖分面旳检测,及其安装轴承旳中心线与其他轴承中心线在水平方向上平行度不不小于0.03mm,在垂直方向上平行度不不小于0.02mm4、装配过程中,使用旳资料、工具、量具、冶具等旳准备1)资料如:装配图纸零件图纸等2)量具如:水平仪游标卡尺直角尺带u 表旳高度计塞尺等3)工具如:铜棒方块铝条多种钣手内六角等5、装配区域旳5S准备二、变速箱部件主体装配1、在清洁好旳标识装配处,将下箱体放置好,使用量具水平仪测量,并微调整使测量仪器上读数:在中间刻度线上。
2、将序号11、13、10、7代表旳零件依次从输出轴细端侧放入,在如图位置侧;把序号17一双列圆锥滚子轴承,油脂润滑,并在与其相配合旳轴旳表面涂油,把轴承从输出轴细端侧放入,在对齐好后,使用铜棒轻轻地敲入,使之靠紧侧面旳轴肩;将序号20键旳工作面与轴上旳键槽在对齐好后,使用铜棒轻轻地敲入,使其紧靠轴旳键槽底部,并很平整;同样,把序号43一双列圆锥滚子轴承,油脂润滑,并在与其相配合旳轴旳表面涂油,把轴承从输出轴细端侧放入,在对齐好后,使用铜棒轻轻地敲入,并让轴承与轴肩距离5mm左右;3、把组装好后,并放置在下箱体对应旳半圆形槽内,调整轴方向距离,用直角尺检测并计检测,并确认两轴承中心线与剖分面旳不重叠度不不小于0.1mm4、把序号7放置好,使用螺钉固定拧紧,然后把序号10放置好,序号11、12、13放置好,使用内六角拧紧5、将序号14从轴细端侧放入,用铜棒轻轻地敲入,直到轴承靠紧,不动为止,用序号45固定压盖压好,同步把序号46、47放置好后拧紧;用塞尺检测并确认序号45固定压盖与下箱体接触面无缝隙;再检测确认两轴承中心线与剖分面旳不重叠度0.1mm以内6、在序号6中下箱体装配之前,把两圆锥销20直径,按图纸规定位置处,使用铜棒轻轻地敲入,但不高出中下箱体旳下剖分面;(如下操作中注意吊车旳使用,以及吊绳检测、使用措施)将两箱体相配合旳剖分面均涂上密封胶,缓缓移动在两剖分面放好后,微调整,在两圆锥销与孔对齐好后,将圆锥销缓缓敲入,保证圆锥销在下箱体中长度为25mm左右;检测确认相配合箱体旳边缘对齐,互相错位每边不不小于2mm,再用0.05mm塞尺检测确认剖分面配合状况,以塞尺不通过剖分面宽度1/3为合格;7、把喷油管装好后,将序号57、58、59放置好,均匀用力拧紧;序号60、61、62把合螺栓放置好后,以预紧力拧紧,注意预紧力合适8、轴序号5旳装配。
131中国设备工程Engineer ing hina C P l ant中国设备工程 2018.01 (下)变速器是汽车中的重要零部件,汽车质量运行的好坏也主要与变速器有关。
生产优质的汽车,关键要在汽车变速器上下足功夫。
变速器的生产设计有许多方面,其中装配线工艺的方案设计是生产变速器的重中之重,只有做好的变速器的装配线生产工艺方案设计,才能生产出合格、质量优良的变速器。
变速器装配线工艺方案设计包括健全的防错、安灯信息预警系统、物流方式等,有利于提高生产效率,降低变速器的生产成本,提高售后服务和响应异常速度。
本文首先阐述了变速器装配技术的相关发展历程,然后分析了变速器虚拟装配的工艺。
设计中包括了管控系统的设计目标和变速器的配线工艺设计,包含二维码溯源技术、装配信息管理系统、装配生产线安灯系统的设计、装配生产线安灯系统的设计和设备保全区安灯系统设计五个部分。
1 汽车变速器装配技术的发展随着广大消费者对汽车消费需求呈现多样化和个性化,市场对变速器的需求也呈现多样化的需求。
不同的变速器搭载不同的车型,专业的变速器生产厂家,才能更好的生产出适合市场需求的变速器。
汽车变速器的装配零件的数量和品种也在不断增加,汽车变速器装配技术的发展从趋向于装配生产的批量性特点转向多样和复杂,装配作业从大批量、单一生产转向多品种、中小批量生产。
汽车变速器虚拟装配工艺主要包括以下三个部分。
(1)装配作业均衡。
它能够将作业量平均分配,解决装配线的平衡,实现作业的优化组合,从而将汽车变速装配的生产效率提高,节约生产制造成本。
(2)装配单元划分。
为确保装配作业均衡,需要进行装配单元的划分,有利于装配工序的合理安排,也有利于更好的选配相应的装配工具。
装配单元划分包括这些步骤:装配单元的任务,装配工具、夹具、技术要求的选用装配工序卡等。
(3)汽车变速器总装产品数据管理。
总装产品数据主要有产品装配数据、产品设计结构数据。
2 管控系统的设计目标主装配线的管控系统的设计目标主要有以下4个。
变速箱的制造工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!**变速箱的制造工艺流程**一、设计与规划阶段。
在开始制造变速箱之前,需要进行详细的设计与规划。
(整理)变速箱装配工艺.1.倒挡活塞及内外密封环同时装入箱体(铜棒轻敲)2.装入倒挡行星轮架组合件(2.1)行星轮(1个)、滚针(22)和挡圈装配(2个)(2.2)倒档行星架的上线,装行星轮轴(2.3)倒档行星架上装配4个行星轮(2.4)用垫片、螺栓紧固4根行星轮3.装入8张摩擦片(被、主动片各4片,被动片缺口对齐)、摩擦片隔离架,同时箱体侧面装入销子(固定隔离架)4.装入一档油缸体,测量中盖安装间隙,取出一档油缸5.装入一档小总成(太阳轮、内齿圈同时与倒挡行星轮啮合)(5.1)行星轮(1个)、滚针(22)和挡圈装配(2个)(5.2)一档行星架的上线,装入4个行星轮和轮轴(5.3)装入固定行星轮轴的止动盘(5.4)装倒挡齿圈,并用卡圈固定(5.5)装太阳轮(外圈与一档行星架紧配合,铜棒)(5.6)装直接档连接盘,并用螺栓紧固6.一档齿圈和5张摩擦片同时装入箱体(齿圈与一档行星轮啮合),然后装入剩余的3张摩擦片7.装入16根弹簧和16根销子和固定板(隔离架缺口处)8.装入一档油缸体和活塞体合件(铜棒轻敲活塞装入一档油缸体,固定板与油缸体缺口对齐)9.装入配对中盖,紧固8个中盖螺栓(140N.M)(中盖需要现场加工)10.翻转箱体90°,装入输出轴齿轮和输出轴11.装入后支撑轴承6312(铜棒),同时装入孔用挡圈12.翻转箱体-90°,调整轴承内圈与轴配合到位(铜棒)13.装入前输出滚子轴承92312(铜棒),孔用挡圈14.装入骨架油封(铜棒)15.吊装三轴总成(三轴输入端轴承与中盖的紧配合,敲击达到极限)(15.1)吊装中间输出齿轮,装入直接档油缸体(直接档油缸体上需敲入3支定位销)(15.2)在活塞上装入内外旋转油封,活塞体整体装入油缸体内(定位销对孔,铜棒轻敲到位)(15.3)在活塞上方装入盘行弹簧,装入轴用挡圈(15.4)安装输入轴直接档支撑轴承(42204),装入输入轴(铜棒)(15.5)在直接档油缸体上安装受压盘(铜棒)(15.6)安装12根螺栓并紧固(加固150N.M),并用铁丝加固16.清理后端盖,测量后端盖安装面到311轴承位的高度度与箱体的后端面到311轴承的的高度差,选择调整垫片17.清理箱体的后端面,装O行圈和旋转油封18.后端盖涂胶后装密封垫19.装后端盖并用螺栓固定20.翻转箱体90°21.装配2个吊环螺栓并旋紧22.装入进油口圆柱堵头(铜棒)和螺塞23.装后输出轴骨架油封(先图上润滑油,铜棒)24.装后输出轴法兰、o型圈、垫片和自锁螺母并锁紧螺母(450N.M)25.在箱体输入端的孔内装入挡圈,测量倒档行星轮组合件上110轴承端面到箱体上挡圈的间隙26.现场配对加工隔套27.吊装超越离合器总成,使超越离合器安装到极限位置(铜棒)(27.1)在超越离合器的内环凸轮上装入24根螺栓,放在专用的压板上(27.2)在超越离合器的内环凸轮外圈上转入隔离架,装上压盖(27.3)在隔离架的槽内装入24粒滚柱(27.4)吊装外环齿轮上线,并将凸轮组件装入外环齿轮(27.5)测量压盖的三个卡爪与隔离架的间隙,装入3个弹簧(27.6)内孔装入孔用挡圈,并装入中间输入轴(铜棒)(27.7)装入24粒螺母紧固中间输入轴和内环凸轮(27.8)翻转超越离合器180°,装入中间隔套和轴承28.清理箱体变速操纵阀的安装面,涂胶装密封垫29.安装变速分配阀,并紧固13个螺栓(先中间后两边)30.清理变速箱、变矩器安装面,测量超越离合器上211轴承端面到箱体端面高度与变矩器壳体安装面到211轴承安装位端面的高度之间的差值,选择调整垫片31.测量变矩器一级输出齿轮311轴承端面到变矩器壳体端面的高度与变速箱上轴承的支撑端面到变速箱壳体端面高度的差值,选择调整垫片32.装入2个定位销(铜棒),涂胶并装入密封垫33.在各座孔内和轴承上涂机油,吊装变矩器与变速箱合箱(铜棒),装入29个螺栓,紧固(33.1)测量二级涡轮到变矩器壳体二级输出齿轮轴承安装面高度与二级输入齿轮轴承面到花键端面的高度差(33.2)测量选取花键垫片,装配花键垫片;(33.3)安装二级输出齿轮旋转油封和二级输出齿轮(铜棒轻轻敲击到位)(33.4)安装一级输出齿轮旋转油封,安装8111轴承(33.5)安装一级输出齿轮(铜棒轻轻敲击到位)(33.6)安装转向泵齿轮和工作泵齿轮(铜棒敲击到位)34.安装转向泵箱体支撑位轴承(铜棒),安装工作泵箱体支撑位轴承(铜棒)35.清理变速泵箱体安装端面,涂胶安装密封垫36安装变速泵并紧固螺栓37.装订铭牌。
东风m系列变速箱总成装配介绍
变速箱总成装配过程
(1)装置的零件有必要仔细清洁洁净,除去污泥、毛刺、铁屑等,格外留心第二轴上的一、二、三、四(或超速)、倒档齿轮及一轴上的齿轮轮齿间的光滑油孔,有必要疏通,切勿阻塞。
(2)在分装好的中间轴总成前后轴径上套上中间轴前、后轴承
内圈及滚子总成。
(3)将变速箱壳体固定在作业台上,用铜棒把中间轴前轴承外
圈装入壳体对应的轴承孔内,用铜棒敲击时,应沿轴承外圈邻近均匀敲击。
再把分装好的中间轴总成及前、后轴承内圈及滚子总成放入中间轴孔中。
最后用铜棒把中间轴后轴承外圈装入壳体对应的轴承孔内,用铜棒敲击时,应沿轴承外圈邻近均匀敲击。
变速箱设计的基本要求
1、正确选择变速器的档位数和传动比,使之与发动机参数优化
匹配,以保证汽车具有良好的动力性和经济性;
2、设置空档以保证汽车在必要时能将发动机与传动系长时间分离,设置倒档使汽车可以倒退行驶;
3、操纵简单、方便、迅速、省力;
4、传动效率高,工作平稳、无噪声;
5、体小、质轻、承载能力强,工作可靠;
6、制造容易、成本低廉、维修方便、使用寿命长;
7、贯彻零件标准化、部件通用化及总成系列化等设计要求,遵守有关标准规定;
8、需要时应设置动力输出装置。
1.倒挡活塞及内外密封环同时装入箱体(铜棒轻敲)
2.装入倒挡行星轮架组合件
(2.1)行星轮(1个)、滚针(22)和挡圈装配(2个)
(2.2)倒档行星架的上线,装行星轮轴
(2.3)倒档行星架上装配4个行星轮
(2.4)用垫片、螺栓紧固4根行星轮
3.装入8张摩擦片(被、主动片各4片,被动片缺口对齐)、摩擦片
隔离架,同时箱体侧面装入销子(固定隔离架)
4.装入一档油缸体,测量中盖安装间隙,取出一档油缸
5.装入一档小总成(太阳轮、内齿圈同时与倒挡行星轮啮合)
(5.1)行星轮(1个)、滚针(22)和挡圈装配(2个)
(5.2)一档行星架的上线,装入4个行星轮和轮轴
(5.3)装入固定行星轮轴的止动盘
(5.4)装倒挡齿圈,并用卡圈固定
(5.5)装太阳轮(外圈与一档行星架紧配合,铜棒)
(5.6)装直接档连接盘,并用螺栓紧固
6.一档齿圈和5张摩擦片同时装入箱体(齿圈与一档行星轮啮合),然后装入剩余的3张摩擦片
7.装入16根弹簧和16根销子和固定板(隔离架缺口处)
8.装入一档油缸体和活塞体合件(铜棒轻敲活塞装入一档油缸体,固定板与油缸体缺口对齐)
9.装入配对中盖,紧固8个中盖螺栓(140N.M)(中盖需要现场加工)
10.翻转箱体90°,装入输出轴齿轮和输出轴
11.装入后支撑轴承6312(铜棒),同时装入孔用挡圈
12.翻转箱体-90°,调整轴承内圈与轴配合到位(铜棒)
13.装入前输出滚子轴承92312(铜棒),孔用挡圈
14.装入骨架油封(铜棒)
15.吊装三轴总成(三轴输入端轴承与中盖的紧配合,敲击达到极限)
(15.1)吊装中间输出齿轮,装入直接档油缸体(直接档油缸体上需敲入3支定位销)
(15.2)在活塞上装入内外旋转油封,活塞体整体装入油缸体内(定位销对孔,铜棒轻敲到位)
(15.3)在活塞上方装入盘行弹簧,装入轴用挡圈
(15.4)安装输入轴直接档支撑轴承(42204),装入输入轴(铜棒)
(15.5)在直接档油缸体上安装受压盘(铜棒)
(15.6)安装12根螺栓并紧固(加固150N.M),并用铁丝加固
16.清理后端盖,测量后端盖安装面到311轴承位的高度度与箱体的后端面到311轴承的的高度差,选择调整垫片
17.清理箱体的后端面,装O行圈和旋转油封
18.后端盖涂胶后装密封垫
19.装后端盖并用螺栓固定
20.翻转箱体90°
21.装配2个吊环螺栓并旋紧
22.装入进油口圆柱堵头(铜棒)和螺塞
23.装后输出轴骨架油封(先图上润滑油,铜棒)
24.装后输出轴法兰、o型圈、垫片和自锁螺母并锁紧螺母(450N.M)
25.在箱体输入端的孔内装入挡圈,测量倒档行星轮组合件上110轴承端面到箱体上挡圈的间隙
26.现场配对加工隔套
27.吊装超越离合器总成,使超越离合器安装到极限位置(铜棒)
(27.1)在超越离合器的内环凸轮上装入24根螺栓,放在专用的压板上
(27.2)在超越离合器的内环凸轮外圈上转入隔离架,装上压盖
(27.3)在隔离架的槽内装入24粒滚柱
(27.4)吊装外环齿轮上线,并将凸轮组件装入外环齿轮
(27.5)测量压盖的三个卡爪与隔离架的间隙,装入3个弹簧
(27.6)内孔装入孔用挡圈,并装入中间输入轴(铜棒)
(27.7)装入24粒螺母紧固中间输入轴和内环凸轮
(27.8)翻转超越离合器180°,装入中间隔套和轴承
28.清理箱体变速操纵阀的安装面,涂胶装密封垫
29.安装变速分配阀,并紧固13个螺栓(先中间后两边)
30.清理变速箱、变矩器安装面,测量超越离合器上211轴承端面到箱体端面高度与变矩器壳体安装面到211轴承安装位端面的高度之间的差值,选择调整垫片
31.测量变矩器一级输出齿轮311轴承端面到变矩器壳体端面的高度与变速箱上轴承的支撑端面到变速箱壳体端面高度的差值,选择调整垫片
32.装入2个定位销(铜棒),涂胶并装入密封垫
33.在各座孔内和轴承上涂机油,吊装变矩器与变速箱合箱(铜棒),装入29个螺栓,紧固
(33.1)测量二级涡轮到变矩器壳体二级输出齿轮轴承安装面高度与二级输入齿轮轴承面到花键端面的高度差
(33.2)测量选取花键垫片,装配花键垫片;
(33.3)安装二级输出齿轮旋转油封和二级输出齿轮(铜棒轻轻敲击到位)
(33.4)安装一级输出齿轮旋转油封,安装8111轴承
(33.5)安装一级输出齿轮(铜棒轻轻敲击到位)
(33.6)安装转向泵齿轮和工作泵齿轮(铜棒敲击到位)
34.安装转向泵箱体支撑位轴承(铜棒),安装工作泵箱体支撑位轴承(铜棒)
35.清理变速泵箱体安装端面,涂胶安装密封垫
36安装变速泵并紧固螺栓
37.装订铭牌
(注:本资料素材和资料部分来自网络,仅供参考。
请预览后才下载,期待您的好评与关注!)。