联轴器找正方法
- 格式:ppt
- 大小:282.50 KB
- 文档页数:2
二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲�只要能保证联轴器安全可靠地传递扭矩�两轴中心允许的偏差值愈大�安装时愈容易达到要求。
但是从安装质量角度讲�两轴中心线偏差愈小�对中愈精确�机器的运转情况愈好�使用寿命愈长。
所以�不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
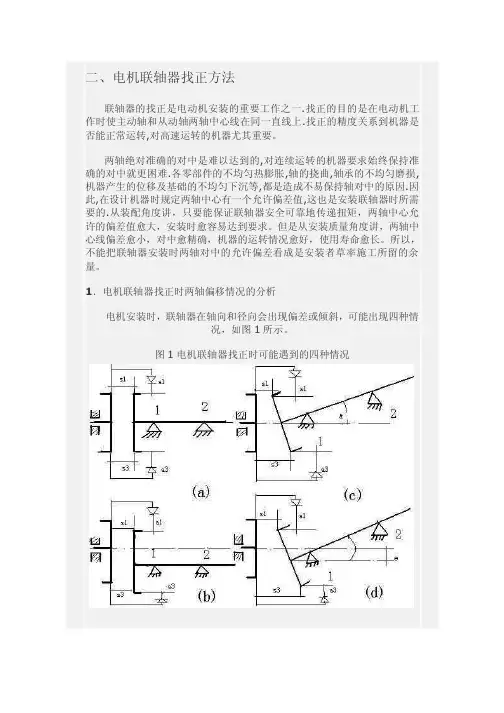
1�电机联轴器找正时两轴偏移情况的分析电机安装时�联轴器在轴向和径向会出现偏差或倾斜�可能出现四种情况�如图1所示。
图1电机联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析2.测量方法安装电机时�一般是在电机中心位置固定并调整完水平之后�再进行联轴器的找正。
通过测量与计算�分析偏差情况�调整电动机轴中心位置以达到主动轴与从动轴既同心�又平行。
联轴器找正的方法有多种�常用的方法如下��1�简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差�用塞尺测量两半联轴器端面间的轴向间隙偏差�通过分析和调整�达到两轴对中。
这种方法操作简单�但精度不高�对中误差较大。
只适用于电机转速较低�对中要求不高的联轴器的安装测量。
图2角尺和塞尺的测量方法�2�用中心卡及塞尺的测量方法找正用的中心卡�又称对轮卡�结构形式有多种�根据联轴器的结构�尺寸选择适用的中心卡�常见的结构图3所示。
中心卡没有统一规格�考虑测量和装卡的要求由钳工自行制作。

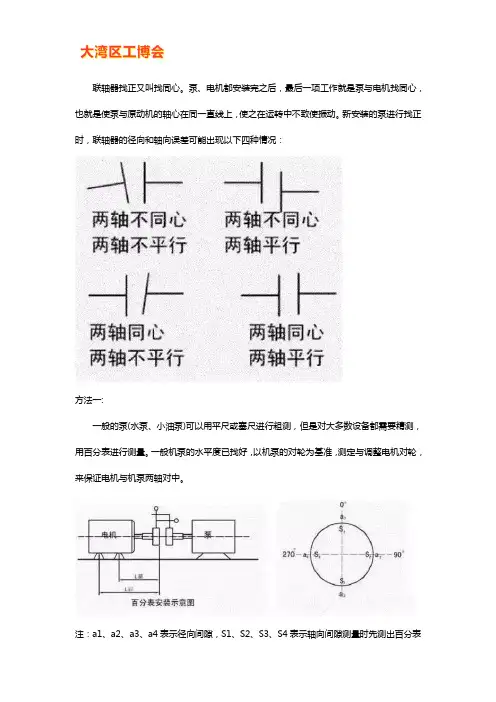
联轴器找正又叫找同心。
泵、电机都安装完之后,最后一项工作就是泵与电机找同心,也就是使泵与原动机的轴心在同一直线上,使之在运转中不致使振动。
新安装的泵进行找正时,联轴器的径向和轴向误差可能出现以下四种情况:方法一:一般的泵(水泵、小油泵)可以用平尺或塞尺进行粗测,但是对大多数设备都需要精测,用百分表进行测量。
一般机泵的水平度已找好,以机泵的对轮为基准,测定与调整电机对轮,来保证电机与机泵两轴对中。
注:a1、a2、a3、a4表示径向间隙,S1、S2、S3、S4表示轴向间隙测量时先测出百分表在0º时的径向间隙a1和轴向间隙S1,然后分别测出90º、180º、270º的径向与轴向间隙,并分别记录于上图所示的圆内与圆外。
测量回到0º时,必须与原始读数一致,否则要查找原因,一般由轴窜动或地脚螺栓松动所致。
最后测量数据还须符合以下条件,才表示计算正确。
方法二:两表找正把百分表架到泵端,将百分表对零,将对轮旋转一圈,每90度得到一个数值,最后百分表转回其始位时必须回零,左右读数相加应该等于上下数值相加之和。
然后根据读数分析出两轴的相对空间位置状况,根据偏差值作出适当调整。
首先调整联轴器的左右偏差到允许值,然后调整高低至标准之内。
找正公式:S1= ±(对轮轴向差值(张口绝对值)×支脚1到测点距离)÷测点直径±圆周径向插(差)值/2;S2= ±(对轮轴向差值×支脚2到测点距离)÷测点直径±圆周径向插(差)值/2。
第一个±:如果对轮是上张口,取“+”号;如果是下张口,则取“-”号可理解为从上往下盘;第二个±:电机低时取“+”;电机高时取“-”可理解为从上往下盘表是正写正是负写负。
S1是正的话(上张口且电机偏低),说明应该垫垫片,S1数即是要垫的垫片厚度。
另:测点直径为测表点旋转直径,而不是联轴器直径。
联轴器的找正方法
联轴器是用于连接两个轴的机械件,用于传递扭矩和旋转。
在联轴器安装过程中,找正也就是找两个轴在相互连接时轴心的对准程度。
找正的目的是确保联轴器的运转顺畅和有效传递扭矩。
联轴器的找正方法通常有以下几种:
1. 观察法
通过观察联轴器两端轴的位置关系,可以初步判断是否找正。
通常使用线尺或直尺,分别沿轴上放置然后观察两端轴的位置是否平行。
如果两端轴处于同一平面内,且轴心连线是平行的,则可以认为轴对中。
2. 触摸法
通过触摸联轴器两端轴的位置关系,可以感受到轴的相对位置。
这需要使用手指轻触轴心,感受反弹的力度和位置。
如果反弹力度一致,则可以认为轴心对准。
3. 视觉法
通过使用激光等光学器具,可以直观地看出联轴器两端轴的位置关系。
激光光线可以在轴的表面上投影出一条线,通过观察两端轴的投影线是否平行,可以得到
轴心对准的结论。
4. 检测法
通过使用特殊的检测工具,如轴距测量仪、齿侧间隙测量仪等,可以精准地测量联轴器两轴心的距离和相对位置,从而判断联轴器的找正情况。
总之,联轴器的找正是联轴器安装过程中非常重要的一环。
正确的找正可以确保联轴器的正常运转和长期使用,并有效地传递扭矩和旋转。
在找正时,可以综合使用上述方法,以达到最佳效果。
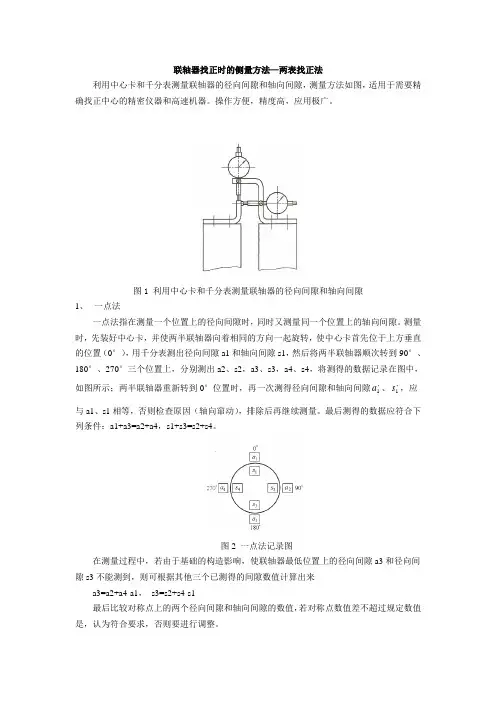
联轴器找正时的侧量方法—两表找正法利用中心卡和千分表测量联轴器的径向间隙和轴向间隙,测量方法如图,适用于需要精确找正中心的精密仪器和高速机器。
操作方便,精度高,应用极广。
图1 利用中心卡和千分表测量联轴器的径向间隙和轴向间隙1、 一点法一点法指在测量一个位置上的径向间隙时,同时又测量同一个位置上的轴向间隙。
测量时,先装好中心卡,并使两半联轴器向着相同的方向一起旋转,使中心卡首先位于上方垂直的位置(0°),用千分表测出径向间隙a1和轴向间隙s1,然后将两半联轴器顺次转到90°、180°、270°三个位置上,分别测出a2、s2,a3、s3,a4、s4,将测得的数据记录在图中,如图所示;两半联轴器重新转到0°位置时,再一次测得径向间隙和轴向间隙,1a 、,1s ,应与a1、s1相等,否则检查原因(轴向窜动),排除后再继续测量。
最后测得的数据应符合下列条件:a1+a3=a2+a4,s1+s3=s2+s4。
图2 一点法记录图在测量过程中,若由于基础的构造影响,使联轴器最低位置上的径向间隙a3和径向间隙s3不能测到,则可根据其他三个已测得的间隙数值计算出来a3=a2+a4-a1, s3=s2+s4-s1最后比较对称点上的两个径向间隙和轴向间隙的数值,若对称点数值差不超过规定数值是,认为符合要求,否则要进行调整。
调整时,通常采用在垂直方向加减电动机支脚下的垫片或在水平方向移动电动机位置的方法实现。
对于粗糙的和小型机器,在调整时,根据偏移情况采取逐渐近似的经验方法来调整(即逐次试加或试减垫片,以及左右敲打或移动电动机),对于精密的和大型的机器,在调整时则应该通过计算来确定应加或应减垫片的厚度和左右的移动量。
2、联轴器找正时的计算和调整联轴器的径向间隙和轴向间隙测量完毕后,就可根据偏移情况来进行调整。
在调整时,一般先调整轴向间隙,使两半联轴器平行,然后调整径向间隙,使两半联轴器同轴。
旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。

二、电机找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
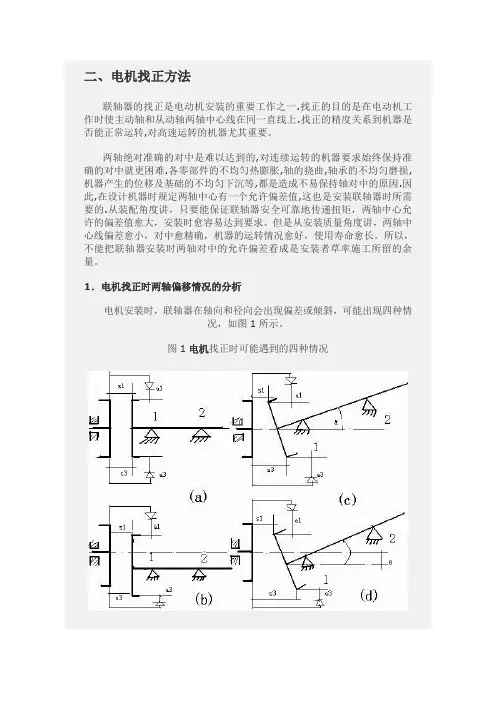
1.电机找正时两轴偏移情况的分析电机安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1电机找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机偏移的分析2.测量方法安装电机时,一般是在电机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整电动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于电机转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺(2)用中心卡及塞尺找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作。
图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
联轴器的找正方法联轴器是一种用于连接两个轴或传递转矩的机械装置。
它具有很多优点,如传递转矩高效、传动平稳、结构紧凑、安装方便等。
然而,在使用联轴器的过程中,如轴不对中、联轴器不找正等问题很常见,这些问题会导致联轴器运行不稳定,增加了设备的维修和使用成本。
因此,正确找正联轴器是非常重要的。
要正确找正联轴器,首先需要明确找正的目的。
找正的目的是使两个轴的相对位置、旋转中心线保持一致,以便减少振动和噪音,并延长联轴器和传动装置的使用寿命。
下面是一些常用的找正方法:1.直线找正法:这种方法适用于对称联轴器。
首先用卡尺测量两个轴之间的距离,并将其记录下来。
然后使用调整螺栓,逆时针或顺时针旋转联轴器的一侧,直到两个轴的距离相等为止。
2.水平器找正法:这种方法适用于轴对中误差较大的联轴器。
首先在轴的水平面上选择一个距轴中心较远的位置,然后安装水平器,并调整联轴器的位置,使水平器在水平面上显示平衡。
3.引导装置找正法:这种方法适用于大型联轴器,适用于在找正过程中需要对轴进行微调的情况。
首先安装一对安装在轴上的引导供件,并用螺栓固定。
然后微调螺栓,并监测联轴器的位置,直到两个轴的相对位置和旋转中心线一致。
4.精密测量仪器找正法:这种方法适用于高精度联轴器。
使用一些精密测量仪器,如激光测距仪或光电传感器,来测量联轴器的相对位置和旋转中心线。
然后根据测量结果进行微调,直到达到要求的精度。
除了以上的找正方法,还有一些其他的技巧和注意事项可以帮助找正联轴器:1.安装前先清洁:在进行安装前,应确保联轴器和轴的表面干净,并清除灰尘、油污或其它杂物。
这可以提高安装的准确性和联轴器的运行稳定性。
2.选择合适的润滑剂:润滑剂在联轴器的运行中起着至关重要的作用。
选择适合工作环境和负载要求的润滑剂,并定期更换和补充润滑剂。
3.加强维护和保养:定期检查联轴器的工作状态,检查联轴器和轴的磨损情况,并及时进行维护和保养。
这可以延长联轴器和传动装置的使用寿命,并提高工作效率。