转动机械找对轮找中心-(有图、有公式)知识讲解
- 格式:ppt
- 大小:716.00 KB
- 文档页数:33
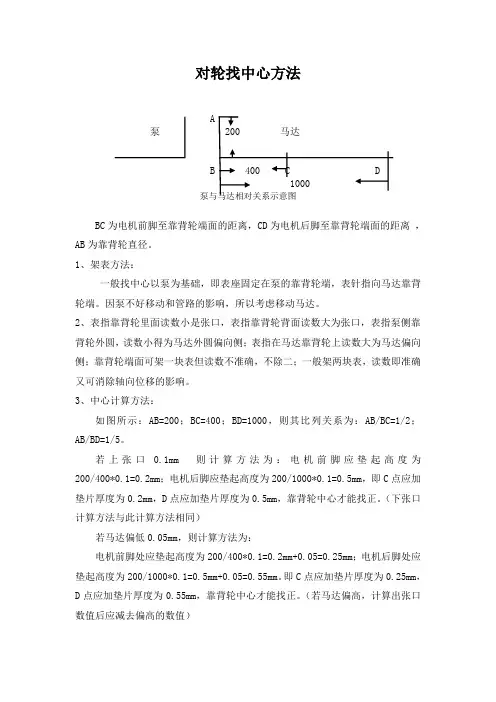
对轮找中心方法
A
泵 200 马达
B 400
C D
1000
泵与马达相对关系示意图
BC为电机前脚至靠背轮端面的距离,CD为电机后脚至靠背轮端面的距离,AB为靠背轮直径。
1、架表方法:
一般找中心以泵为基础,即表座固定在泵的靠背轮端,表针指向马达靠背轮端。
因泵不好移动和管路的影响,所以考虑移动马达。
2、表指靠背轮里面读数小是张口,表指靠背轮背面读数大为张口,表指泵侧靠背轮外圆,读数小得为马达外圆偏向侧;表指在马达靠背轮上读数大为马达偏向侧;靠背轮端面可架一块表但读数不准确,不除二;一般架两块表,读数即准确又可消除轴向位移的影响。
3、中心计算方法:
如图所示:AB=200;BC=400;BD=1000,则其比列关系为:AB/BC=1/2;AB/BD=1/5。
若上张口0.1mm 则计算方法为:电机前脚应垫起高度为200/400*0.1=0.2mm;电机后脚应垫起高度为200/1000*0.1=0.5mm,即C点应加垫片厚度为0.2mm,D点应加垫片厚度为0.5mm,靠背轮中心才能找正。
(下张口计算方法与此计算方法相同)
若马达偏低0.05mm,则计算方法为:
电机前脚处应垫起高度为200/400*0.1=0.2mm+0.05=0.25mm;电机后脚处应垫起高度为200/1000*0.1=0.5mm+0.05=0.55mm。
即C点应加垫片厚度为0.25mm,D点应加垫片厚度为0.55mm,靠背轮中心才能找正。
(若马达偏高,计算出张口数值后应减去偏高的数值)。
转机联轴器找中心的方法联轴器找中心是泵、风机等辅机设备检修的一项重要工作,转动设备轴中心若找得不准,必然要引起机械的超常振动。
因此在每次检修中必须进行转动机械设备轴中心找正工作,使两轴的中心偏差不超过规定数值。
锅炉辅机中心标准基本上都在0.05mm(即5丝)以内。
转机找中心的目的找中心的目的是使一转子轴中心线与另一转子轴中心线重合,即要使联轴器两对轮的中心线重合,也就是要求转机轴中心线与电机轴中心线重合。
具体要求:使两对轮的外圆面同心,端面平行。
密封风机对轮找正联轴器找正时两轴偏移情况偏移情况分析对轮找中心的原理测量时在一个转子对轮上装上磁性表座(一般为转机侧,如泵或风机侧),另一个对轮上装上百分表(通常为电机侧),径向、轴向各一付,(为防止转子窜轴,轴向则需装二个表,相差180度)。
连接对轮(一般一到二枚螺丝,拧紧即可),然后一起慢慢地转动转子,每隔90度停下来测量一组数据记下,测出上、下、左、右四处的径向b、轴向a四组数据,将数据记录在下图所示的方格内。
一般圆里面的为轴向数据a,外面的为径向数据b,在测得的数值中,若b1=b2=b3=b4,则表明两对轮同心;若a1=a2=a3=a4,表明两对轮的端面平行。
若同时满足上述两个条件,则说明两轴的中心线重合;若所测数据不等,根据计算结果是否在标准范围内,超出标准则需对两轴进行找中心。
找中心的任务1 测量两对轮的外圆和端面的偏差情况;2 根据测得的偏差值,对电机作相应调整,使两对轮的中心同心,端面平行。
找中心的方法和步骤找中心前的准备工作:准备好三付磁性标座、三只百分表、塞尺、圈尺、游标卡尺、千分尺等测量工具及其它工具。
找中心步骤1 检查并消除可能影响对轮找中心的各种因素。
如清理对轮上油污、锈斑及电机底脚、基础。
2 连接对轮,保证两对轮距离在标准范围内。
3用塞尺检查电机的底脚是否平整,有无虚脚,如果有用塞尺测出数值,用铜皮垫实。
电动机地脚螺栓及垫片4先用直尺初步找正。

联轴器找中心第一节 联轴器找中心概念1、轴:传递扭矩2、联轴器:轴与轴之间的连接装置3连轴器的型式:刚性、挠性、半挠性 刚性联轴器是由两根轴上的带有凸轮的圆盘组成,用螺栓将两个对论紧紧地连接在一起。
它的优点是连接刚性强、传递扭矩大、结构简单、工作时不需要润滑、没有噪声。
它的缺点是工作时传递振动和轴向位移,找中心要求准确。
挠性联轴器又称为活动联轴器,有齿轮式联轴器和蛇形弹簧联轴器。
它的优点是允许有稍大的偏心、可以消除或减弱振动的传递、不传递轴向力;缺点是结构复杂、需要润滑、易磨损(引起噪音及振动) 半挠性联轴器是由套装在两根轴上的对轮、半挠性泼形筒组成。
它的优点是工作中能够吸收一部分振动、允许两轴中心有少量的偏差及轴向位移、不需要润滑、没有噪声。
1、联轴器找中心的目的使一转子轴的中心线为另一转子轴中心线的延续曲线.2、联轴器找中心条件: 1)使两对轮中心重合,也就是使两对轮的外圆面同心。
2)使两个对轮的结合面(端面)平行(两轴中心线平行)。
测量两对轮的中心重合情况和端面的平行情况,可采用如下方法:先在某一转子的对轮外圆面上装一工具(通称桥规),供测外圆面偏差之用(图9-1)所示;然后转动转子,每隔90°测记一次,共测出上、下、左、右四处的外圆间隙b和端面间隙a,得出b1、b2、b3、b4和a1、a2、a3、a4、,再将其结果记在图9-1的方格内。
若测得的数值中:a1=a2=a3=a4,则表明两对轮的端面是平行的;b1=b2=b3=b4,则表明两对轮是同心的。
二、联轴器两对轮与找中心的关系由于联轴器找中心是以对轮外圆和端面为基准进行调整的,所以就要求对轮和轴颈的加工精度及对轮的安装质量不许有偏差。
实际上,要做到没有偏差是不可能的,因为对轮外圆与端面不可避免地存在着晃动和瓢偏。
当转动一侧对轮时,即可从图9-2中清楚地看出对轮的瓢偏和晃动对端面a值及外圆b值的影响。
若用销子将两对轮穿连,并同时转动两对轮,就可发现端面a值及外圆b值不随着两对轮转动的位置改变而发生变化,如图9-3所示。
旋转设备联轴器找中心课件批准:审核:编写:张四平2011年2月13日旋转设备联轴器找中心课件1 简述:旋转设备联轴器找中心工作,是检修工艺过程中一个极其重要环节。
设备联轴器中心的好坏,直接影响到设备安全运行及运行寿命。
随着精细化检修管理的深入,为减少材料消耗,提高工作效率、减少劳动强度,以及设备长周期安全运行,旋转设备联轴器找中心工作必须严格要求,认真做好达到技术要求。
本节针对CHTC6型给水泵电机对轮找中心(三转子对轮找中心)为列,进行分析,以减少找中心工作的劳动强度。
1.1 找中心作用。
在设备安装进行找中心,以及运行一段时间后由于轴承磨损造成中心变化需检修处理后进行找中心工作,以消除因设备中心不正而引起的振动、轴承温度升高,甚至引起设备动静部分发生摩擦等损坏设备问题。
1.2 找中心的目的。
1.2.1 使设备转子中心线连成一条连续光滑的曲线,各轴承负荷分配符合设计要求(或使转子中心达到设备安装说明书中设计的要求)。
1.2.2 使设备的转动部件与静子部件基本保持同心。
1.2..3 将轴系的扬度调整到设计要求。
(对给水泵电机转子来讲安装时要找平)1.3 给水泵电机找中心的步骤。
1.3.1 电机台板、偶合器台板、前置泵台板清理,找平找正。
各旋转设备联轴器清理,端面清理。
1.3.2 电机、偶合器、前置泵检修结束,电机相对于偶合器、前置泵轴向定位(电机安装上有明确说明)。
1.3.3 转子对轮找中心。
2 转子按联轴器找中心的准备工作及注意事项。
2.1 转子按联轴器找中心的准备工作。
(1)检查联轴器的圆周、端面应光滑,无毛刺、划痕及凸凹不平。
(2)联轴器记号应相互对应。
(3)联轴器应穿入两个对称的假活动销连接。
(4)准备好百分表、塞尺、赛块、专用卡具、内径百分表、镜子、行灯等工具(如图Ⅰ示:两转子联轴器安装百分表示意图)。
图Ⅰ:两转子联轴器安装百分表示意图2.2 转子按联轴器找中心的注意事项。
(1)检查各轴承已安装完成、位置正确,垫铁接触是否良好。
对轮找中心的方法旋转机械的找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
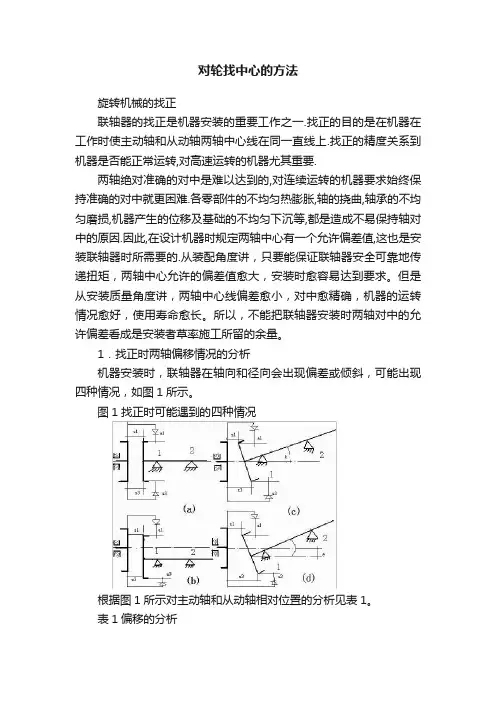
1.找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
对轮找中心找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
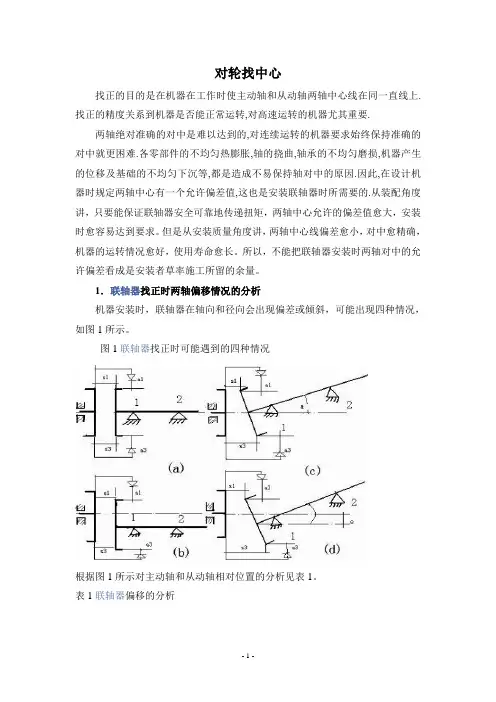
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图 3 所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作, [; X4 ^8 E6 g4 G m7 D& O图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联舟轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。